

Горячая объемная штамповка
Горячая объёмная штамповка – процесс получения изделий пластическим деформированием нагретой заготовки с помощью специального инструмента – штампа. При этом течение металла ограничено углублениями, выполненными в половинках штампа, которые, смыкаясь, образуют единую замкнутую полость – ручей.
Исходной заготовкой для штамповки является раскроенный прокат простого профиля. Получаемое изделие называется штампованной поковкой.
Применяется штамповка в открытых и закрытых штампах. У открытого штампа (см. рис. 26, а) по всему периметру ручья есть зазор – облойная канавка, куда вытесняется излишек металла (до 20 %). Поверхность разъема штампа плоская. При штамповке не требуется высокая точность раскроя заготовки. Объем заготовки больше объема поковки на величину облоя, который затем обрезается. Узкий мостик облойной канавки гарантирует заполнение всей полости штампа металлом, так как он создает наибольшее сопротивление течению металла.
При штамповке в закрытых штампах (см. рис. 26, б) объем заготовки равен объему поковки, так как облойной канавки нет. Необходимо точно выдерживать размеры заготовки и устанавливать ее строго по центру штампа, иначе половинки штампа не сомкнутся, не будет заполнения всей полости. Поверхность разъема штампа более сложная, с направляющей конической частью.
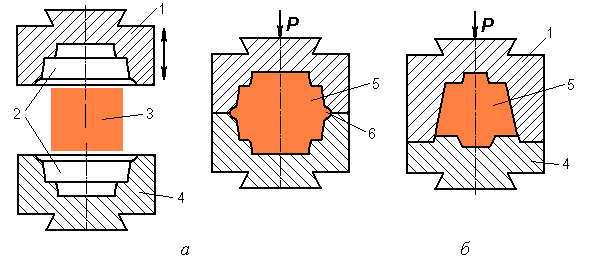
Рис. 26. Схема открытой (а) и закрытой (б) объемной штамповки:
1 – верхняя половина штампа; 2 – полости; 3 – заготовка; 4 – нижняя половина штампа;
5 – ручей; 6 – облойная канавка
Закрытая штамповка имеет преимущества перед открытой: экономится металл (нет облоя), и волокна расположены более благоприятно, обтекая контур поковки, они не перерезаются при удалении облоя.
Но конструкция закрытых штампов сложнее, изготовление их дороже, а стойкость ниже.
Деформация при штамповке
Деформация осуществляется одновременно по всей поверхности заготовки, нельзя деформировать только ее часть. Поэтому величина уковки редко превышает 2-3.
Инструмент для штамповки
Инструмент специальный – штамп. Для каждой поковки разрабатывается чертеж, и изготавливается свой штамп. Обязательно предусматриваются припуски на механическую обработку и на усадку при охлаждении. Для свободного извлечения поковки из штампа назначаются уклоны (3-10º). Поверхности сопрягаются по радиусам.
В штампе с одним разъемом нельзя получить сквозное отверстие, оно только намечается. После штамповки надо в специальных штампах обрезать облой и пробивать пленки.
Штамп крепится к ползуну штамповочного молота или пресса с помощью выступа, называемого «ласточкин хвост», и клиньев.
Оборудование для штамповки
1) Паровоздушные штамповочные молоты подобны ковочным. Молоты совершают 3-5 ударов для заполнения полости штампа металлом заготовки.
2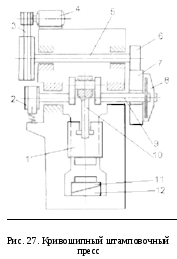 )Кривошипные
штамповочные прессы
(КШП) имеют более высокую производительность,
чем молоты. Штамповка ведется за один
удар, так как длина хода ползуна строго
регламентирована. Прессы дороже.
)Кривошипные
штамповочные прессы
(КШП) имеют более высокую производительность,
чем молоты. Штамповка ведется за один
удар, так как длина хода ползуна строго
регламентирована. Прессы дороже.
Схема кривошипного штамповочного пресса показана на рис. 27. От электродвигателя 4 движение передается клиновыми ремнями на шкив 3 и вал 5. Зубчатые колеса 6 и 7 с помощью фрикционной дисковой муфты 8 могут быть сцеплены с кривошипным валом 9. Вал передает движение шатуну 10, шатун преобразует вращательное движение в возвратно-поступательное движение ползуна 1. Тормоз 2 нужен для остановки вращения кривошипного вала. Высоту стола 11 можно регулировать клином 12, устанавливая штамп в нужное положение.
3 )Горизонтально-ковочные
машины (ГКМ)
применяются для штамповки изделий типа
стержень с фланцем, стакан, кольцо. На
них можно получать сквозные отверстия,
так как штамп состоит из трех частей:
подвижной и неподвижной матрицы и
пуансона.
)Горизонтально-ковочные
машины (ГКМ)
применяются для штамповки изделий типа
стержень с фланцем, стакан, кольцо. На
них можно получать сквозные отверстия,
так как штамп состоит из трех частей:
подвижной и неподвижной матрицы и
пуансона.
4) Гидравлические прессы применяют для самых тяжелых поковок (до 3 т).
Применение штамповки
В крупносерийном производстве поковок.
Преимущества штамповки
По сравнению с ковкой, штамповка обеспечивает большую производительность и более высокую точность (припуски в 2-3 раза меньше).
Недостатки штамповки
Высокая стоимость инструмента и необходимость большой мощности оборудования. Штамповка не позволяет деформировать очень тяжелые заготовки (весом десятки и сотни тонн).
Существует и холодная объемная штамповка. Это процессы холодного выдавливания (подобно прессованию) для получения баллонов и тюбиков из пластичных металлов, холодной высадки (изготовление гвоздей, болтов, заклепок) и чеканки (чеканят монеты, медали, значки).