

1.2.5 Характеристика режимов, методов обработки и оборудования
Современный технологический процесс изготовления одежды основывается на строгом соблюдении режимов сборки и отделки деталей. Выбор методов обработки тесно связан с назначением одежды и свойствами материалов, рекомендуемых для изготавливаемых изделий. Методы обработки играют важную роль в проектировании, так как они определяют уровень качества изделия и экономическую эффективность технологического процесса.
Методы обработки основных узлов условного изделия представлены в виде сборочных схем с указанием последовательности выполнения операций путем цифровой нумерации на рисунках 6–21.
Рекомендуемые методы обработки обеспечивают высокое качество изготовления изделия, сокращение затрат времени повышение производительности труда по сравнению с достигнутыми в отрасли.
При выборе оборудования следует учитывать не только его загрузку и производительность, но и степень универсальности, характеризующую возможность выполнения нескольких операций на одном виде оборудования (таблицы 15–20).
Таблица 15 – Технические требования к ручным стежкам и строчкам
|
Кодовое обозначение |
Операция |
Длина стежка, мм |
Количество стежков в 10мм |
Ассортимент швейных ниток |
|
|
Результатирующая линейная плотность, текс |
|||||
|
хлопчато-бумажные |
армиро-ванные |
||||
|
202 |
Закрепочная |
3-15 |
2-3 |
− |
43,0 |
|
|
Пуговичная (пришивание пуговиц с ушком) |
− |
5-6 |
63,6 |
45,0 |
|
209 |
Наметочная без посадки ткани |
15-20 |
0,2-1,0 |
50,0 |
− |
|
|
Выметочная |
7-10 |
0,3-1,0 |
50,0 |
− |
|
213 |
Подшивочная |
− |
3-7 |
− |
45,0 |
|
219 |
Наметочная с посадкой ткани |
7-15 |
0,5-1,0 |
50,0 |
− |
Таблица 16 – Технические требования к машинным строчкам
|
Кодовое обозначение |
Изделия швейные и материалы |
Строчки |
Количество стежков на 10 мм строчки |
Ассортимент скрепляющих материалов |
|
301 |
Пальтовые материалы |
Стачивающая |
3,5-5 |
44Лх |
|
504 |
Обметочная |
2-3 |
44Лх |
|
|
404 |
Петельная(для фигурных) |
10-12 |
44Лх |
|
|
301 |
Подкладочные материалы |
Стачивающая |
3-4 |
44Лх |
|
504 |
Обметочная |
3-4 |
44Лх |
Таблица 17 – Характеристика гладильных прессов и утюгов
|
Оборудование |
Марка, тип |
Тип поверхности |
Температура нагревания поверхности |
Время разогрева, мин. |
Масса, кг |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Универсальный прижимной пресс общего назначения |
CS-371KM «Панонния» |
- |
80-250 |
- |
- |
|
Отпарочный аппарат |
ОАГ - 2 |
- |
80-200 |
- |
- |
|
Утюг электропаровой |
«Панонния» Cs-392 |
электропаровой |
80-200 |
Не более 10 |
2,4-4 |
|
Стол утюжильный |
«Панонния» Cs-291 |
паровой |
100-115 |
25 |
160 |
Таблица 18 – Характеристика швейных машин
|
Назначение машины |
Тип или класс машины |
Тип стежка |
Скорость вращения главного вала |
Длина стежков, мм |
Исполнительный орган механизма перемещения материала |
Иглы ГОСТ 22249-82 |
Вид обрабатываемого материала |
Толщина сшиваемого пакета материалов, мм |
|
Стачивающая, Япония «Juki» |
DDL-8300N |
301 |
5500 |
До 4 |
Нижняя зубчатая рейка |
75-110 |
Легкие и средние |
5 |
|
Обметочная, Япония «Juki» |
MO-6704S-OE4-40H |
504 |
5000 |
До 4 |
Дифференциальный нижний транспортер |
60-100 |
Легкие и средние |
4 |
|
Изготовление петель, Япония, «Brother» |
HE-800A
|
304 |
4000 |
Ширина до 6. Длина 40 |
Нижняя зубчатая рейка |
90-150 |
Легкие и средние |
4 |
|
Подшивочная, Япония, «Brother» |
JC-9330- |
103 |
3000 |
3,2–8,5 |
нижняя зубчатая рейка
|
90-150 |
Все виды материалов |
До 6 |
Таблица 19 – Подбор швейных игл и ниток
|
Номера игл по ГОСТ 22249-82 |
Ассортимент швейных ниток |
|
Результирующая линейная плотность, текс |
|
|
армированные |
|
|
90 |
34,5 34,0 |
|
110 |
34,5 34,0 |
Таблица
20 –
Приспособления малой механизации
|
Наименование и назначение приспособления |
Марка (№) |
Схема шва |
Содержание операции |
|
1 |
2 |
3 |
4 |
|
Лапка с выдвижной направляющей линейкой |
1-44 МОМЗ ЦРШИШП АО «Орша» |
Соблюдение параллельности строчки срезам стачиваемых деталей |
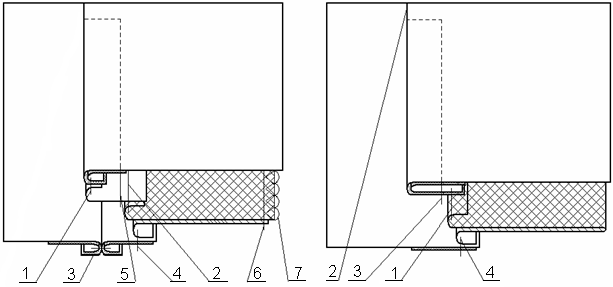
Рисунок 6 – Обработка кармана в шве рельефа
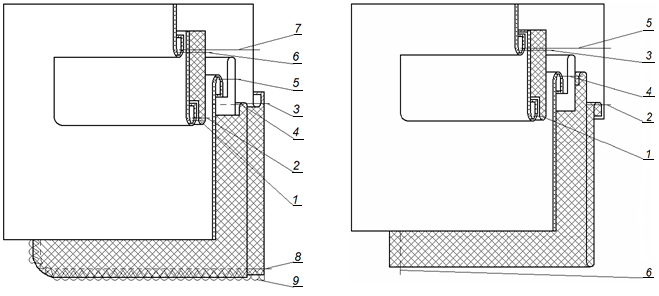
Рисунок 7 – Обработка прорезного кармана с клапаном и одной обтачкой
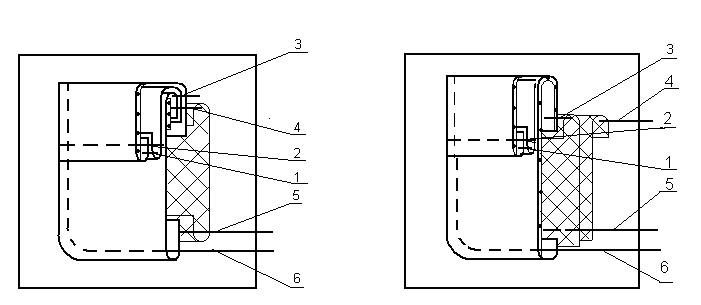
Рисунок 8 – Обработка накладного кармана с клапаном
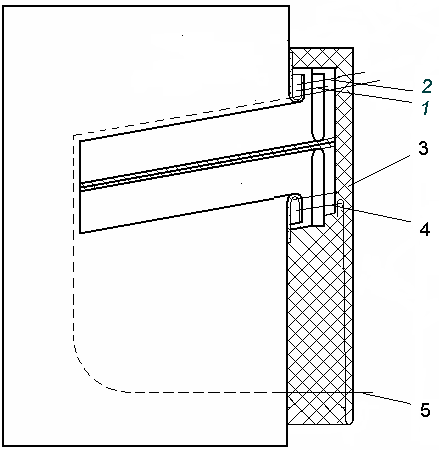
Рисунок 9 – Обработка прорезного кармана с двумя обтачками
и тесьмой «молнией»

Рисунок 10 – Обработка борта отрезным подбортом
с отделочной строчкой по краю борта
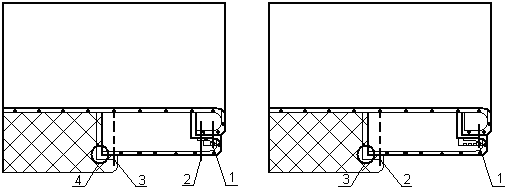
Рисунок 11 – Обработка борта отрезным подбортом
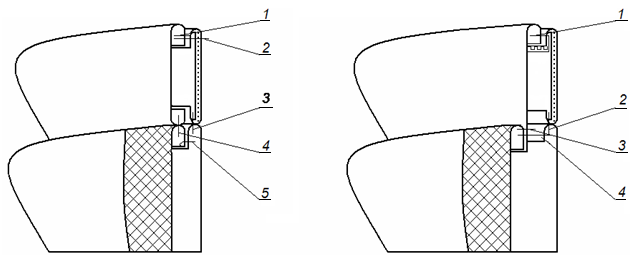
Рисунок 12 – Обработка воротника и соединение его с изделием
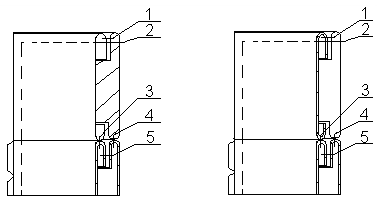
Рисунок 13 – Обработка воротника-стойки и соединение его с изделием
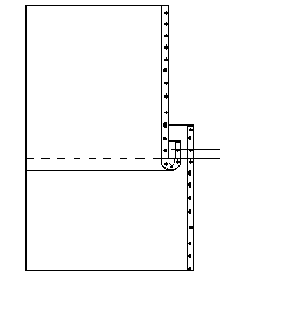
Рисунок 14 – Обработка кокетки
Рисунок
15 – Обработка края
борта планкой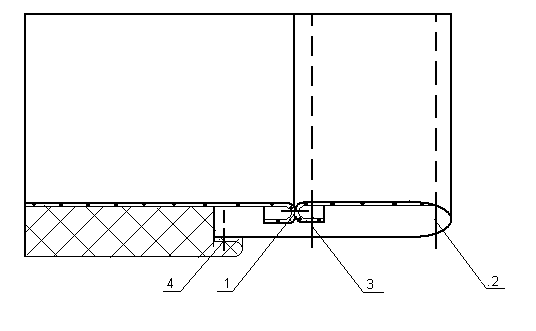
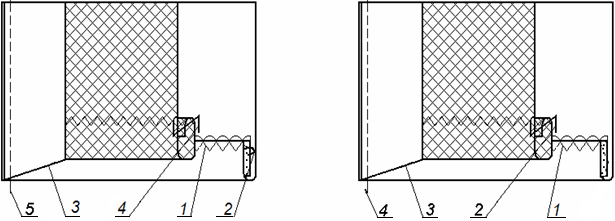
Рисунок 16 – Обработка низа изделия
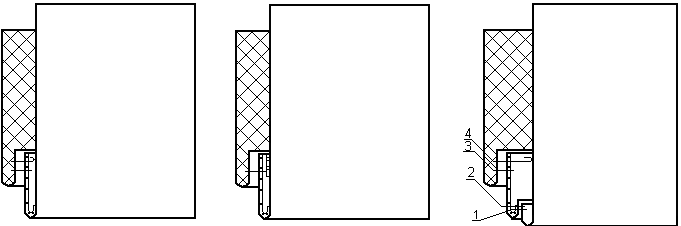
Рисунок 17 – Обработка гладкого низа рукава
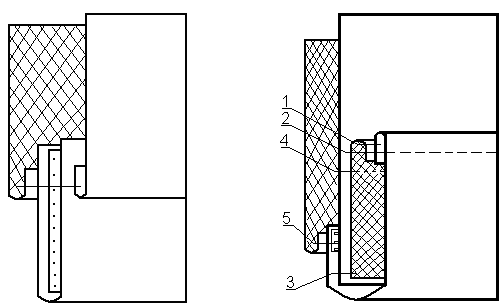
Рисунок 18 – Обработка низа рукава Рисунок 19 – Обработка низа рукава
отложной манжетой притачной манжетой

Рисунок 20 – Обработка бортов с внутренней застежкой
в шве обтачивания борта подбортом
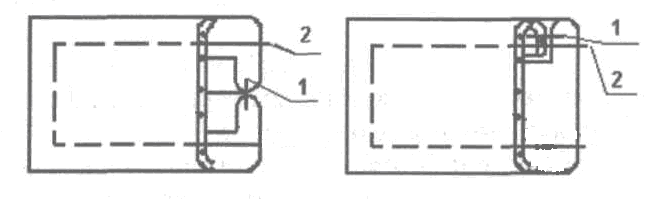
Рисунок 21 – Обработка паты, пояса.
Рекомендуемые методы обработки обеспечивают высокое качество изготовления изделия, сокращения затрат времени и повышения производительности труда, за счет:
-
использования малооперационной технологии в качестве средства механизации и автоматизации, что способствует максимальной концентрации однородных механических операций;
-
применения клеевых материалов в некоторых узлах;
-
выбора технологических конструкций;
-
применение приспособлений малой механизации.
Сокращение затрат времени в процентах рассчитывается по формуле
, (1)
где Тс – затрата времени по узлу при существующем, т.е. менее производительном способе обработки, мин;
Тп – затрата времени по узлу при проектируемом, т.е. более производительном способе обработки, мин.
Повышение производительности труда, %, рассчитываются по формуле
, (2)
Степень механизации обработки узла, %, определяется путем расчета процента механизированных работ при данных методах обработки узла:
, (3)
где Тм – затрата времени на механизированные неделимые операции при обработке узла, мин;
Тобщ– общая затрата времени на обработку узла, мин.
Фрагмент операционной карты представлен в приложении Л.
Таблица
21 – Расчет эффективности проектируемых
мероприятий
|
Наименование узла или операции |
Средневзвешенная затрата времени на обработку, мин |
Повышение производительности труда, % |
Сокращение затраты времени, % |
Степень механизации процессов при методах, % |
||||||||||
|
всего по узлу |
в том числе за счет |
|||||||||||||
|
существу-ющего |
проекти-руемого |
замены ручных операций машин-ными |
применения клеевых материалов |
техноло-гичныхконструк-ций |
сущест-вующего |
проекти-руемого |
||||||||
|
1. Обработка накладного кармана с клапаном |
15,6 |
14,9 |
4,6 |
4,5 |
- |
- |
4,5 |
39,9 |
41,5 |
|||||
|
Обработка прорезного кармана с клапаном |
49,8 |
48,9 |
1,84 |
1,81 |
- |
- |
1,81 |
36 |
37 |
|||||
|
3. Обработка низа изделия |
15,0 |
14,81 |
1,3 |
1,27 |
|
1,27 |
|
56,8 |
59,26 |
|||||
|
4. Обработка пояса |
2,53 |
2,31 |
9,5 |
8,7 |
|
|
1,3 |
38,8 |
63,93 |
|||||
|
5. Обработка кармана в рамку с тесьмой-молнией |
25,6 |
18,3 |
39,9 |
28,5 |
28,5 |
|
|
31,5 |
60,1 |
|||||
|
6. Обработка края борта подбортом |
12,8 |
10,7 |
19,6 |
16,4 |
|
|
16,4 |
17,48 |
20,78 |
|||||
|
7. Обработка отложного воротника с лацканами |
20,91 |
20,08 |
4,1 |
3,97 |
- |
3,97 |
- |
25,3 |
27,8 |
|||||
|
Итого по изменяемым узлам |
142,24 |
130,0 |
9,4 |
8,6 |
|
|
|
|
|
|||||
|
Итого по неизменяемым узлам |
545,38 |
545,38 |
- |
- |
|
|
|
|
|
|||||
|
Всего по изделию |
687,62 |
675,65 |
1,77 |
1,74 |
|
|
|
16,3 |
18,4 |
|||||
1.3 Проектирование производственных подразделений предприятия
1.3.4 Проектирование салона
Основными функциями приемного салона являются: предоставление информации о предприятии и услугах, им оказываемых; организация процесса обслуживания заказчика персоналом предприятия при приеме и исполнении услуги.
В зоне информации в соответствии с «Правилами бытового обслуживания населения Российской Федерации» предоставляется следующая информация: перечень оказываемых услуг, выписка из закона «О защите прав потребителей», требованиям которых должны соответствовать услуги; сроки оказания услуги; гарантийные сроки, которые устанавливает предприятие исходя из обычаев делового оборота; цены на оказание услуг, а так же на используемые при этом материалы и фурнитуру, сведения о порядке и форме оплаты; образцы договоров (квитанций) об оказании услуг.
Также в контактной зоне предприятия заказчикам предоставляются следующие материалы: журналы мод и каталоги моделей одежды; каталоги и альбомы собственных моделей предприятия; экспозиции фотографий, слайдов, зарисовок основных силуэтных форм; стенды с образцами материалов и видами отделок; рекомендации по направлению моды с моделями по каждой группе изделий; выставка образцов изделий, отделок, фурнитуры и сопутствующего ассортимента. Информация находится в удобном для обозрения месте и периодически обновляется.
Режим работы салона с 10.00 до 18.00 ч.
Площадь салона складывается из следующих зон: информации, приема и оформления заказов, проведения примерок, ожидания.
В салоне работают следующие исполнители: приемщик, закройщик. Последовательность и содержание операций технологического процесса обслуживания заказчика при пошиве и ремонте одежды, их распределение между конкретными исполнителями представлены в таблице 22.
Таблица 22 – Технологические операции и исполнители приемного салона
|
Исполнитель |
Операции технологического процесса |
|
Работники информационной службы - приемщик |
Предоставление сведений о приеме заказов по материалам, предоставление сведений о порядке приема и выдачи заказов, сроках проведения примерок и готовности заказов, назначение сроков проведения примерок и готовности заказов, информация заказчика о видах выполняемых работ и предоставляемых услугах, контроль за сроками проведения примерок и готовности изделия, прием и оформление заказов, прием и оценка тканей, полотна, фурнитуры, отделок, промер материала заказчика, выдача готового изделия, реализация сопутствующих товаров. Установление степени износа изделия, выбор способов ремонта |
|
Закройщик
|
Выбор модели, выбор материалов, зарисовка модели, моделирование изделий, моделирование изделий сложных форм, участие в проведении примерки, участие в сдаче готового изделия заказчику, контроль качества изделий по конструктивно-эргономическим и эстетическим показателям. Консультация заказчиков по выбору фасона, зарисовка модели, измерение размерных признаков, определение качества и оценка материалов заказчика, определение расхода материалов и заполнение сопроводительных документов, проведение примерки, контроль качества, сдача готового изделия заказчику |
Исходным данным для расчета салона является суточное количество заказов с учетом видов услуг и ассортимента изделий (Мсут), шт.
Расчет количества работающих в салоне производится для основных специалистов салона, по формуле
, (4)
где Мсут – суточное количество заказов, шт.;
Нв – норма времени на выполнение технологических операций, выполняемых в салоне, ч;
R – продолжительность рабочей смены, ч;
c – количество смен.
чел.
Количество примерочных кабин в салоне определяется по формуле
, (5)
где Мсут– суточное количество заказов, шт.;
nпос – число посещений кабины заказчиком на один заказ;
t– время использования кабины на одно посещение (0,25 ч);
k – коэффициент, учитывающий неравномерность посещения кабины (принимается 1,5);
Т – продолжительность работы салона, ч.
каб.
Количество кресел в зоне ожидания должно соответствовать количеству заказчиков, одновременно находящихся в салоне и ожидающих выполнения соответствующих операций. Количество заказчиков определяется по формуле
, (6)
где Мсут – суточное количество заказов, шт.;
n – число операций, выполняемых в салоне на один заказ;
k – коэффициент неравномерности посещения салона (принимается 1,5);
N1– количество посетителей, обращающихся за справками (принимается % от Мсут);
t – средняя продолжительность одной операции в салоне (принимается 0,25ч);
T– продолжительность работы салона, ч.
Площадь салона определяется по формуле
, (7)
где Sоб – площадь оборудования, м2;
η – коэффициент использования площади, принимается .
При расчете площади салона учитывается оборудование для выполнения технологических операций. Также предусматриваются столы для промера и контроля отрезов материалов заказчиков; стенды с образцами материалов, сопутствующих изделий; манекены с образцами изделий, отделок; комфортная зона для заказчиков и проч. Для определения площади салона оформлена сводная таблица численности числа работающих и оборудования (таблица 23).
Таблица 23 – Сводная таблица рабочих, оборудования и площади салона
|
Наименование условно выделяемой зоны |
Исполнитель |
Количество исполнителей, чел. |
Наименование и габариты оборудования, м |
Количество единиц оборудования, шт |
Площадь, занимаемая оборудованием S,м2 |
Площадь с учетом ŋ, м² |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Зона приема и оформления заказа |
Приемщик
|
1
|
Стол приемщика (1,4×0,7) Стул (0,4×0,4) Стол для промера материалов и хранения принятых заказов(2,5×1,7) Шкаф для хранения материалов(1,2×0,6) |
1 2 1
1 |
0,98 0,32 3,75
0,72 |
1,96 1,28 9,38
2,88 |
Окончание таблицы 23
|
Зона информации |
|
|
Стенд для образцов материалов (0,2×0,5) Манекены (0,5×0,3) Шкаф для размещения образцов отделок(1,2×0,6) |
2
2 1 |
0,2
0,3 0,72 |
0,8
1,2 2,88
|
||
|
Зона проведения примерок |
Закройщик |
2 |
Примерочная кабина (1,7×2,1) |
2 |
7,14 |
28,56 |
||
|
Зона ожидания |
|
|
Стол журнальный 1,10×0,6 Кресло для посетителей 0,45×0,45 |
1
2 |
0,66
0,6 |
2,64 2,4 |
||
|
Итого: |
21,59 |
53,98 |
||||||
Таким образом, площадь салона с учетом используемого оборудования составила 53,98 м2.