

2.2. Уплотнение прессованием Рисунок. 21.Схема уплотнения формовочной смеси диафрагменным прессованием: 1-диафрагма; 2 -наполнительная рамка; 3 -модель
Способ применяется для изготовления форм особенно в массовом производстве на автоматических линиях. Возможно применение нижнего и верхнего прессования.
При нижнем прессовании обеспечивается благоприятный характер распределения плотности по высоте опоки – максимальная плотность у поверхности модели со снижением по мере удаления от модели и минимальная у поверхности опоки,
Удельное давление прессования обычно составляет 0,6-0,7 МПа
Прессование при повышенном удельном давлении выше 1 МПа в исключительных случаях - 2,0 МПа. Более высокое удельное давление применяется редко, так как приводит к повышенному расходу электроэнергии, увеличению массы машин, не давая технических и технологических преимуществ.
Однако на степень уплотнения формы оказывает влияние модель. Чем выше модель, тем пространство над моделью будет уплотнено больше, чем между опокой и моделью.
Применение вибрации при прессовании повышает текучесть смеси, происходит разрушение арок в смеси, уменьшается внутреннее трение между песчинками и трение об оснастку.
2.3. Уплотнение встряхиванием
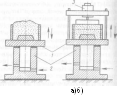
При встряхивании для уплотнения используется кинетическая энергия падающей формовочной смеси. Модельная плита с моделью, опокой и смесью подвижным столом 1 с помощью сжатого воздуха поднимается на 50-80 мм, а затем падает на станину2 машины.
Рисунок 22. Схемы уплотнения формовочной смеси: стол с модельно-опочной оснасткой; 2 - цилиндр стола; 3 -прессовый цилиндр
Энергия встряхивания Е, где m-масса смеси;V- скорость падения стола;Z-высота падения стола;
g-ускорение свободного падения.
Е = m*V 2 /2 = m*2g*Z = m*g*Z
Под действием этой энергия наибольшее уплотнение у модельной плиты, так как здесь наибольшая масса, в вышерасположенных слоях смеси уплотнение меньше. На периферии опоки смесь слабо уплотняется, так как ее масса очень мала. Характер распределения плотности смеси благоприятный. Максимальная, у поверхности модели. Постепенно снижающаяся к периферии опоки, что обеспечивает хорошую газопроницаемость формы и удаление газов из нее. Вся работа уплотнения будет равна:
А = *m*q*Z*n
где А-работа, Дж; -коэффициент использования энергии, зависит от конструкции машины, износа ее, смазки и др., равен 0,3-0.7; m- масса смеси, кг; z - высота подъема стола , м; n -число ударов.
Низкие опоки (менее 150 мм) формовать встряхиванием не рационально, гак как верхние слои очень слабо уплотняются; применяется встряхивание с подпрессовкой. Подпрессовку используют для опок размером в свету до 1800-1200 мм; для более крупных - уплотнение верхних слоев смеси пневмотрамбовками, так как подпрессовочный механизм получается громоздким.
Подпрессовка особенно необходима при уплотнении встряхиванием опок с моделями, имеющими высокие вертикальные стенки, так как поток смеси, подобно жидкости, при движении огибает верхние острые кромки модели, образуя слабо уплотненные места.