

1.6. Стержневые смеси
Стержни, оформляющие в отливках отверстия, внутренние полости, в процессе заливки и формирования отливки испытывают значительно большие термические и механические воздействия, чем форма, поэтому к смесям предъявляются более жесткие требования.
Стержневые
смеси должны иметь оптимально высокие
огнеупорность, прочность и
газопроницаемость, малую газотворность,
хорошие податливость и выбиваемость,
малую гигроскопичность. Поэтому в
формы стержни устанавливаются при
сборке в основном сухими. Рисунок
8. Литейная форма собранная из стержней

Только для крупных неответственных отливок стержни могут
устанавливаться
провяленные или просушенные на заданную
глубину.
Рисунок 9. Литейная форма со стержнем
Стержни подразделяются на пять классов по размерам, сложности, условиям работы в литейной форме и требованиям к качеству литой поверхности.
Первый класс - стержни тонкие, ажурные, сложной конфигурации с малыми знаками. Образуют в отливках необрабатываемые поверхности, к которым предъявляют высокие требования, оформляют протяженные отверстия, узкие полости корпусов двигателей внутреннего сгорания. Смеси приготавливают из 100% кварцевых песков с глинистой составляющей до 0.5%, связующие - 1-2% растительных масел или олифы
Второй
класс - стержни сложной конфигурации,
имеющие наряду с массивными частицами
тонкие выступы, перемычки, знаки более
крупные, чем поверхности полностью
или частично обрабатываемые. Смеси
приготавливают из 100% кварцевых песков
с глинистой составляющей до 1%,
связующие - заменители масел, смолы -
2-3%; для повышения сырой прочности вводят
1-2% сульфитной барды.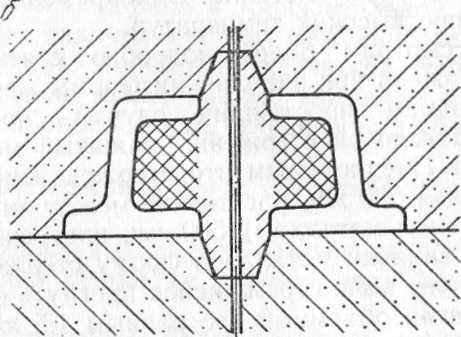

Третий класс - это стержни мелкие и средние для отливок массового производства, (картеров, ступиц, рычагов, втулок и др.). Не имеющих особо тонких деталей, опирающиеся на массивные знаки, оформляющие отверстия и полости, к чистоте которых предъявляются повышенные требоваРисунок 10. Не всплывающий стержень
со знаком внизу а и стержень 'С нижним
и верхним знаками б.
ния. Смеси приготавливаются из 100% кварцевых песков, связующие, заменители масел, смолы 2-3.5%, для обеспечения
требуемой
сырой
прочности вводят
2-3% сульфитной барды.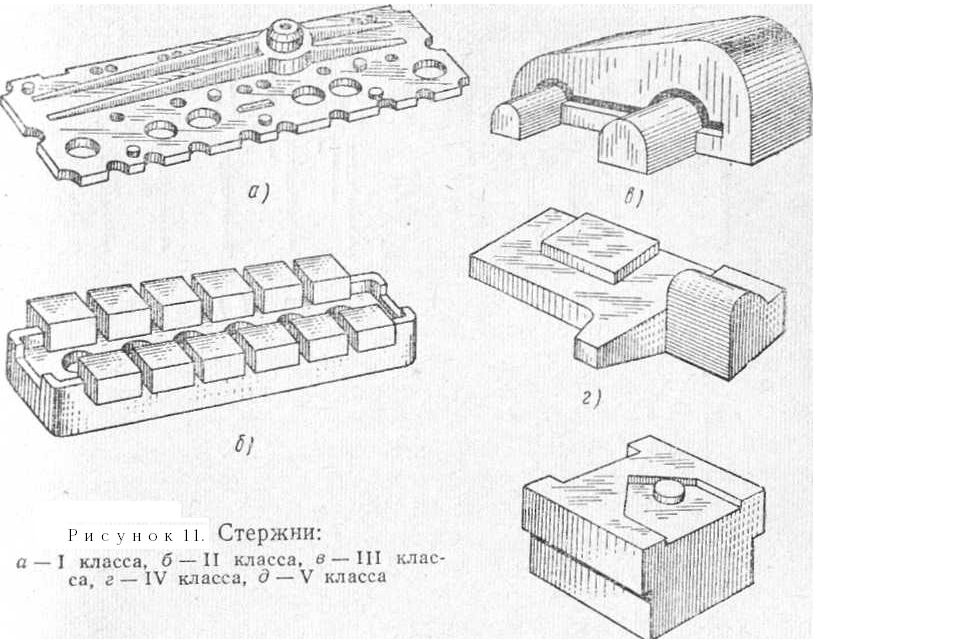
Четвертый класс - стрежни средние и крупные, преимущественно для отливок мелкосерийного производства, образующие обрабатываемые и необрабатываемые отверстия, к чистоте которых особых требований не предъявляется. Смесь изготавливается из 60-93% кварцевого песка и до 40% отработанной смеси, связующее - глина 1-7%, которая обеспечивает требуемую сырую прочность.
Для обеспечения сухой прочности вводят 2-3% сульфитной барды, она повышает и сырую прочность, С целью улучшения податливости и выбиваемости в смесь добавляют до 2% по массе древесных опилок.
Пятый класс - массивные стержни простой конфигурации, образующие большие внутренние полости в крупных отливках или внешние неответственные места. Смесь изготавливается из ДО-70% кварцевого песка, 20-60% отработанной смеси, связующее -глина 2-8%. Для обеспечения сухой прочности вводят 2-3% сульфитной барды, а для улучшения податливости и выбиваемости в смесь добавляют до 3% по массе древесных опилок.

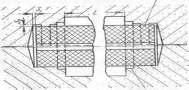
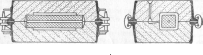
Рисунок 12 Положение в форме стержня, не требующего точной фиксации положения по длине.

Рисунок 13 Положение в форме стержня, требующего точной фиксации положения по длине

Рисунок 14. Способы вентиляции стержней:
А - сторона набивки стержня, Б - направление выхода газов;
1-вентиляционные каналы, Г -восковые фитили, 3 -слой шлака,
4- веска (подъемник), 5 - каркас,
в - прорезной вентиляционный канал