

Исходные данные для построения полигона и гистограммы распределения
|
№ п/п |
Интер-валы Тi |
Середина интервала Тim |
Час-тота mi |
Относи-тельная частота Wi
|
Тср |
S |
Ti - Tср |
(Ti - Tср)3 |
(Ti - Tср)4 |
|
|
Асим-метрия |
Экс-цесс |
|
1 |
260-310 |
285 |
1 |
0,05 |
406 |
84 |
-121 |
-1771501 |
214358881 |
1880350 |
1042925220 |
+3,2 |
+2,09 |
|
2 |
310-360 |
335 |
6 |
0,30 |
-71 |
-357911 |
25411681 | ||||||
|
3 |
360-410 |
385 |
5 |
0,25 |
-21 |
-9261 |
194481 | ||||||
|
|
410-460 |
435 |
3 |
0,15 |
29 |
24389 |
709281 | ||||||
|
5 |
460-510 |
485 |
3 |
0,15 |
79 |
493039 |
38950081 | ||||||
|
6 |
510-560 |
535 |
2 |
0,10 |
129 |
2146689 |
27692881 |
 4
4
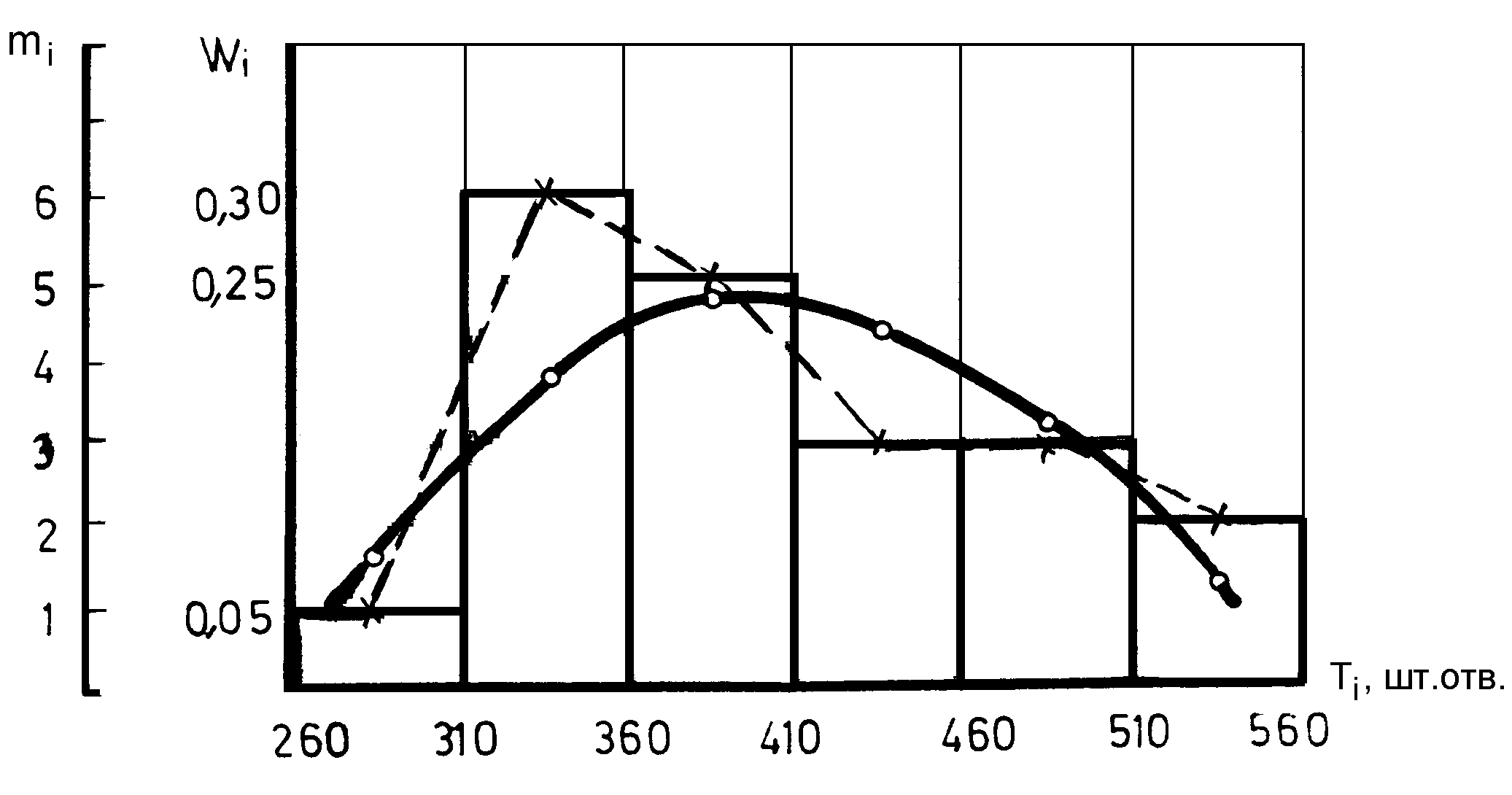
Рис. 8.2. Полигон, гистограмма и выравненная кривая распределения стойкости спиральных сверл диаметром 13,0 мм (по данным табл. 8.4)
Когда А = 0, кривая симметрична; если А>0 асимметрия положительна, если А< 0 - асимметрия отрицательна. Эксцесс характеризует положение кривой. Для нормального распределения Е = 0; если Е>0, высота кривой находится выше кривой нормального распределения. Результаты расчета А и Е приведены в графах 8 – 14 табл.8.4. Положительные значения А=+3,2 и Е=+2,09 указывают, что относительно кривой нормального распределения полученная кривая смещена влево (А>0) и располагается выше кривой нормального распределения.
Определяются неизвестные характеристики теоретического распределения по результатам эксперимента. Теоретическое распределение (функция плотности) случайных исследуемых величин ( в нашем случае стойкость) характеризуется следующими основными параметрами: математическим ожиданием Мх (центром группирования) и дисперсией Дх. Ранее были получены значения Тср и S2. Известно /17/, что если N стремится к бесконечности, то можно принять:
а
= Тср
![]() Мх
,
(8.15)
Мх
,
(8.15)
S2
![]() σ
2
= Дх
. (8.16)
σ
2
= Дх
. (8.16)
8.1.5. Подбор теоретической функции
для эмпирического распределения
Для анализа процесса износа режущих инструментов наиболее часто применяются нормальное распределение, гамма-распределение и распределение Вейбулла - Гнеденко, и эмпирическая кривая корректируется по одной из указанных кривых.
Если гистограммы показывают, что стойкость инструмента по данным эксперимента подчиняется нормальному закону распределения, то выравнивание эмпирической кривой производится в следующей последовательности.
Найденные параметры - математическое ожидание и дисперсия - необходимо подставить в функцию плотности вместо теоретических значений
f
(Т) =
![]()
 , (8.17)
, (8.17)
где а = Мх = Тср - математическое ожидание; σ2 = Дх = S2 - дисперсия.
Вычисляются вероятности каждого интервала
Р
( ti
) =
![]() f
( T ).(8.18)
f
( T ).(8.18)
Перемножая эти вероятности на число испытаний N, получаем теоретические значения случайных величин, по которым строим выровненную кривую. Теоретические значения частот определяем по формуле
mi = P ( ti ) N . (8.19)
Для проверки согласия эмпирического распределения с теоретическим используется вероятностная бумага /27/. Если экспериментальные точки на этой бумаге располагаются близко к прямой, то это свидетельствует о согласии опытных данных с законом распределения, для которого построена вероятностная бумага.
Сравнение теоретических и экспериментальных функций распределения можно произвести по критерию Пирсона χ2 /17, 26/:
![]() χ
2
=
χ
2
=
![]() . (8.20)
. (8.20)
После
определения критерия![]() χ2
определяется число степеней свободы
к
χ2
определяется число степеней свободы
к
к = n – r – 1 , (8.21)
где n - число сравниваемых частот, r - число параметров теоретической функции (r=2 - для нормального закона и гамма-распределения).
Примечание. Если производится статистическая обработка результатов экспериментальных исследований стойкости двух партий одинаковых режущих инструментов, изготовленных, например, по разным технологическим процессам, оснащенных неодинаковыми режущими материалами и др., т.е. в случаях, когда необходимо оценить статистическую значимость разницы в качестве двух партий инструментов, используют критерий Стьюдента
 ,
(8.22)
,
(8.22)
где Т1, S1 и N1 – соответственно средние стойкость, дисперсия и количество испытанных инструментов одной партии; Т2, S2 и N2 - те же параметры для другой партии инструментов. Если при выбранной доверительной вероятности Р и числе степеней свободы К=N1+N2-2 окажется, что табличное число критерия tq больше расчетного t, то различие в средних значениях стойкостей несущественно.