

Записка
.pdfСебестоимость получения заготовки определяется по формуле
|
|
С |
М заг М заг М д |
|
S |
отх |
|
|
Cзаг |
|
|
|
|
, |
(10) |
||
|
1000 |
|||||||
|
1000 |
|
|
|
||||
где:
С – базовая стоимость получения 1 т заготовок, руб./т.;
Мзаг - масса заготовки, кг;
Мд - масса детали, кг;
Sотх - стоимость одной тонны отходов (стружки), руб.;
Принимаем стоимость проката C пр 17800 руб./ т , стоимость поковки
C шт 52100 руб./ т
Sотх = 510 руб./т [8, с.70];
Таким образом, стоимость проката составит
C |
|
17800 |
0,33 0,33 0,171 |
510 |
5,76 руб, |
|||||
|
|
|
|
|
||||||
прок |
|
|
|
|
|
|
|
|||
|
|
1000 |
|
|
1000 |
|
|
|||
Стоимость поковки составит |
|
|
|
|
|
|||||
C |
|
52100 |
0,33 0,33 0,171 |
510 |
|
17,12 руб. |
||||
|
|
|
|
|
||||||
|
|
|
|
|||||||
прок |
|
|
|
1000 |
|
|||||
|
|
1000 |
|
|
|
|
||||
Результаты расчетов представлены в таблице 1.
Лист
МСиИ.2013.09-ИСМП.ПЗ
13
Изм. Лист |
№ Докум. |
Подпись Дата |
Таблица 1.
Технико-экономическое сравнение заготовок
|
прокат |
поковка |
|
|
|
|
|
Коэффициент использования |
0,5192 |
0,5192 |
|
материала |
|||
|
|
||
|
|
|
|
Стоимость получения, руб. |
5,76 |
17,12 |
|
|
|
|
Таким образом, существенные отличия по проведѐнным сравнительным характеристикам даѐт право сделать вывод, что заготовка из проката имеет меньшую себестоимость при прочих равных условиях .
Применяем в курсовом проектировании заготовку - прокат.
Лист
МСиИ.2013.09-ИСМП.ПЗ
14
Изм. Лист |
№ Докум. |
Подпись Дата |
6. Разработка маршрутной технологии изготовления машинно-ручного
метчика.
В проектном технологическом процессе механической обработки «машинно-ручного метчика» предлагается:
1. В качестве заготовки детали применить круглый прокат, конфигурация и размеры которого приближены, насколько это возможно, к конфигурации и размерам готовой детали.
2. Для фрезерной,операции использовать фрезерно-расточной станок с ЧПУ мод. 500VB.
3. Для шлифовальной операции использовать плоско-шлифовальный станок мод. 3Л722.
Маршрутный технологический процесс механической обработки метчика представлен в таблице 2.
|
|
|
Таблица 2. |
|
|
|
|
|
|
№ оп. |
Наименование |
Содержание |
Тип и модель |
|
станка |
||||
|
|
|
||
|
|
|
|
|
005 |
Отрезная |
Отрезать заготовку |
HBC-7040VS |
|
|
|
|
|
|
|
|
1) Подрезать торцы |
|
|
|
|
2)Зацентровать |
|
|
|
|
заготовку |
|
|
010 |
Токарная с ЧПУ |
3)Точить 9 |
16А20Ф3С39 |
|
4)Точить 12g4 и |
||||
|
|
|
||
|
|
конус 6 . |
|
|
|
|
5) Нарезать резьбу |
|
|
|
|
М12 1,7 |
|
|
|
|
|
|
Лист
МСиИ.2013.09-ИСМП.ПЗ
15
Изм. Лист |
№ Докум. |
Подпись Дата |
Продолжение таблицы 2
|
|
Установ А: |
|
|
|
|
1) Фрезеровать |
|
|
|
|
стружечные |
Станок |
|
|
Фрезерно-сверлильно- |
канавки |
Фрезерно- |
|
015 |
Установ Б: |
расточной |
||
расточная |
||||
|
1)Фрезеровать |
с ЧПУ мод. |
||
|
|
|||
|
|
присоединительную |
500VB |
|
|
|
часть |
|
|
|
|
|
|
|
020 |
Слесарная |
Снять заусенцы |
Слесарный |
|
верстак |
||||
|
|
|
||
|
|
|
|
|
|
|
Произвести закалку |
Термическая |
|
025 |
Термическая |
заготовки |
||
печь |
||||
|
|
до 62...64 HRC. |
||
|
|
|
||
|
|
|
|
|
|
|
1) Шлифовать |
|
|
030 |
Шлифовальная |
стружечные |
3Л722 |
|
|
|
канавки |
|
|
|
|
|
|
|
035 |
Шлифовальная |
1) Шлифовать |
5822М |
|
резьбовой профиль |
||||
|
|
|
||
|
|
|
|
|
|
|
Произвести |
|
|
040 |
Контрольная |
контроль детали |
Стол ОТК |
|
|
|
согласно чертежу |
|
|
|
|
|
|
Лист
МСиИ.2013.09-ИСМП.ПЗ
16
Изм. Лист |
№ Докум. |
Подпись Дата |
7.Используемое оборудование
1.Станок фрезерно-расточный с ЧПУ 500VB
Назначение:
Станок фрезерно-расточный с автоматической сменой инструмента
(АСИ) и числовым программным управлением (ЧПУ) модели 500VB
предназначен для комплексной обработки деталей из различных
конструкционных материалов в условиях единичного и мелкосерийного
производства. Станок имеет поворотный стол с горизонтальной осью
вращения и поворот шпиндельной бабки. Выполняет операции сверления,
зенкерования, развертывания, получистового и чистового растачивания
отверстий, нарезания резьбы метчиками и фрезами, фрезерования.
Характеристики:
Станок фрезерно-расточный с ЧПУ 500VB. Параметры стола:
Диаметр планшайбы, мм - 200 Диаметр центрального отверстия, мм - 60Н7 Ширина центрального паза, мм - 12Н11 Количество Т-образных пазов - 8
Наибольшее расстояние от торца шпинделя до стола, мм - 450 Наибольшая масса обрабатываемой детали, кг - 300 Шпиндель:
Конус шпинделя (DIN 69871) - SK 40
Пределы частот вращения шпинделя, об/мин - 0-12000 Номинальный крутящий момент на шпинделе, Нм - 76 Перемещения:
Наибольшие перемещения по осям:
-продольное перемещение X-салазок (Х), мм - 900
-поперечное перемещение Y-салазок (Y), мм - 500
-вертикальное перемещение шпиндельной бабки (W), мм - 450
-поворот шпиндельной бабки (В), град. - ±30
Диапазон рабочих подач по координатам, мм/мин - 1…15000 Поворот стола (А), град. - 360
Лист
МСиИ.2013.09-ИСМП.ПЗ
17
Изм. Лист |
№ Докум. |
Подпись Дата |
Точность позиционирования по осям X , Y , W , мм - 0,01 Ускоренные хода по осям X , Y , W , м/мин - 15…30 Наибольшая частота вращения по оси В, об/мин - 5 Номинальный крутящий момент поворота оси В, Нм - 2940 Инструментальный магазин:
Емкость инструментального магазина, шт. - 16 Время смены инструмента, с - 12
Наибольший диаметр инструмента, устанавливаемого в магазине [без пропуска гнезд], мм - 125 [80] Наибольшая длина инструмента, устанавливаемого в шпинделе станка, мм - 250
Наибольшая масса оправки, устанавливаемой в магазине, кг - 10 Характеристика электрооборудования:
Мощность двигателя главного привода, кВт - 22,5 Номинальная частота вращения, об/мин - 2800 Максимальная частота вращения, об/мин - 12000
Суммарная мощность установленных на станке электродвигателей, кВт - 49
Система ЧПУ - SIEMENS SINUMERIK 840D
Прочие характеристики:
Габаритные размеры, мм - 2350x3165x3000
Общая площадь станка в плане, кв.м., не более (с учетом открытых дверей шкафа) - 15,7 Масса, кг - 7000
Лист
МСиИ.2013.09-ИСМП.ПЗ
18
Изм. Лист |
№ Докум. |
Подпись Дата |
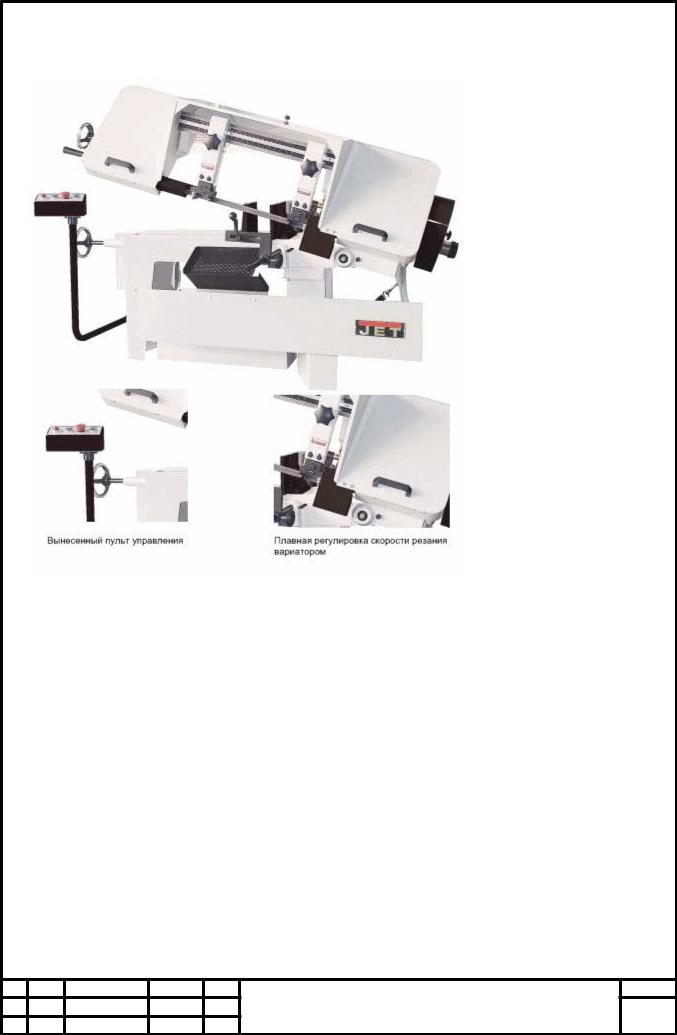
2. Ленточнопильный станок HBS-7040VS
Плавная регулировка скорости резания с тонкой регулировкой;
Эксклюзивная 6-ти точечная схема опорных роликов;
Вынесенная панель управления;
Общая крышка шкивов;
Мощный редуктор с закаленными и шлифованными колесами;
Комбинация роликовых подшипников с твердосплавными опорными пластинами.
Стандартное исполнение:
Тиски с тремя губками и устройством быстрого зажима;
Встроенная система подвода СОЖ, объем бака 30 л, резервуар с насосом производительностью 3,79 л/мин;
Лист
МСиИ.2013.09-ИСМП.ПЗ
19
Изм. Лист |
№ Докум. |
Подпись Дата |
Шкивы из серого чугуна;
Биметаллическое ленточное полотно 27х0,9х3430 мм, шаг зубьев 4/6 TPI.
Принадлежности:
Артикул-№ |
Описание |
|
|
РС27.3430.х.х |
Полотно М42 27х0,9х3430 мм (х.х) TPI, шаг по запросу |
|
|
52000100 |
V-образная роликовая штанга HRS-V |
|
|
52000120 |
Роликовый стол MRT-2000 |
|
|
52000130 |
Телескопический рольганг RFC-4513 |
|
|
52000140 |
Роликовая штанга HRS |
|
|
Технические характеристики:
Артикул-№ 400 В |
50000350T |
|
|
Модель: |
HBS-7040VS |
|
|
Зона обработки при 90°: |
Ø 250, 250х250 мм, 228х406 мм |
|
|
Размеры ленточного полотна: |
27х0,9х3430 мм |
|
|
Диапазон поворота тисков: |
0°-60° |
|
|
Диаметр шкивов: |
355 мм |
|
|
Скорости движения ленты: плавно |
30 - 106 м/мин |
|
|
Высота рабочего стола: |
600 мм |
|
|
Выходная мощность: |
1,5 кВт / S1 100% |
|
|
Габаритные размеры: |
2000х790х1040 мм |
|
|
Масса: |
410 кг |
|
|
Лист
МСиИ.2013.09-ИСМП.ПЗ
20
Изм. Лист |
№ Докум. |
Подпись Дата |
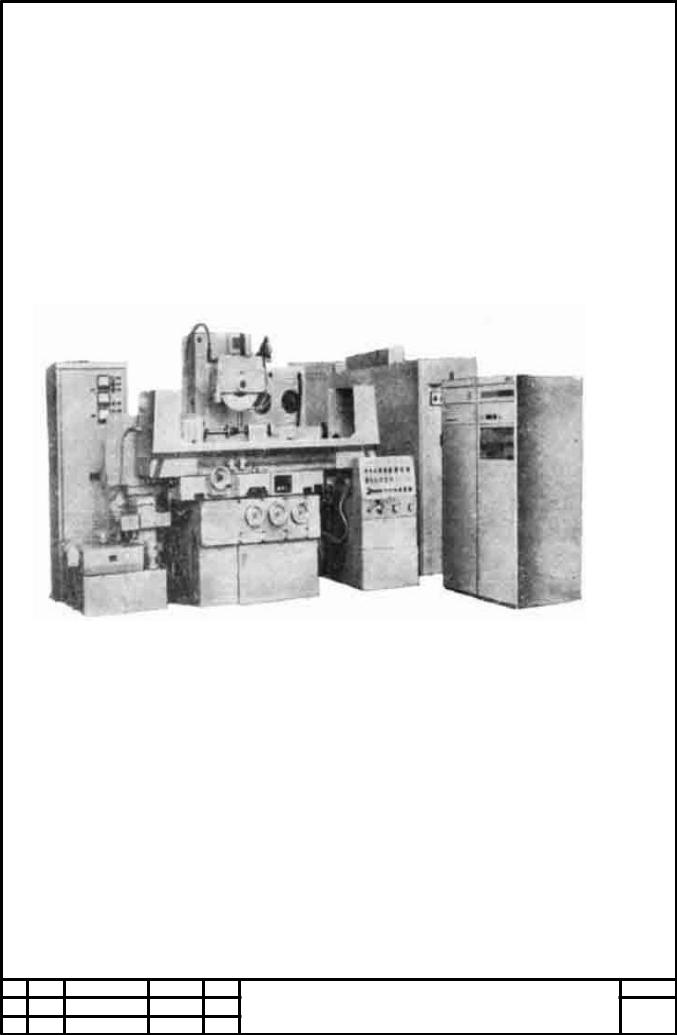
3. Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем с ЧПУ 3Е721ВФ3-1
Назначение
Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем с ЧПУ 3Е721ВФ3-1 Станок предназначен для шлифования профилей, представляющих сочетание отрезков прямых, дуг окружностей и других кривых
Длина (диаметр) рабочей поверхности стола, мм |
630 |
|
Ширина стола, мм |
320 |
|
Размеры шлифовального круга,мм 400,63,127
Габариты станка Длинна Ширина Высота (мм) 4100_4000_2090
Масса 6330
Мощность двигателя кВт |
7.5 |
Пределы частоты вращения шпинделя Min/Max об/мин 6.3/13000
Лист
МСиИ.2013.09-ИСМП.ПЗ
21
Изм. Лист |
№ Докум. |
Подпись Дата |
Число инструментов в магазине 100
Обработка деталей производится в прямоугольной или полярной системе координат. В прямоугольной системе координат обработка может осуществляться профилированным кругом ии обходом коетура кругом,
заправленным по радиусу. Правка круга и обработка деталей, закрепленных на зеркале стола, производится автоматически от системы числового программного управления. Пыль и шлам смываются охлаждающей жидкостью, затем отделяются магнитным сепаратором и сбрасываются в лоток.
Лист
МСиИ.2013.09-ИСМП.ПЗ
22
Изм. Лист |
№ Докум. |
Подпись Дата |