

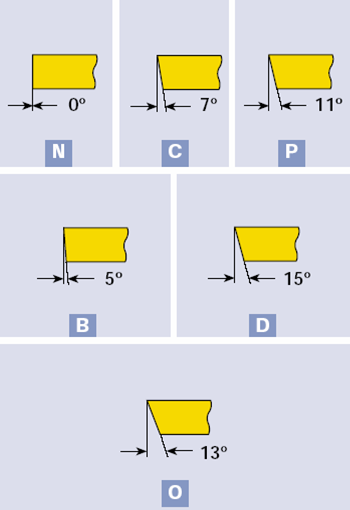
Задний угол на пластине
Пластинки без заднего угла (типа N) называют отрицательными. Некоторые пластинки этого типа можно использовать в перевернутом положении, получая дополнительные режущие кромки
Пластинки с задним углом называют положительными.
Точность изготовления пластин
Механическое крепление пластин накладывает определенные требования к точности их изготовления. В зависимости от точности исполнения пластины выпускаются четырех степеней:
нормальной степени точности (U), шлифованные по ленточкам и опорным поверхностям;
повышенной степени точности (М) – то же, что и нормальные, но с более жесткими допусками;
высокой степени точности (G) – шлифованные по опорным и боковым поверхностям;
особо высокой степени точности - шлифованные по опорным и боковым поверхностям с более жесткими допусками.
Пластинки нормальной степени точности (U) применяются в стандартных резцах; (M) и (G) – в резцах, оснащенных минералокерамикой.
Применение пластинок более высокой, чем (U), степени точности целесообразно в условиях автоматизированного производства, когда за счет повышения точности изготовления как пластинки, так и корпуса резца без подналадок обеспечивается высокая точность расположения режущих кромок резца относительно станка.
Система обозначение токарного инструмента по iso
Международная Организация по Стандартизации (ISO) установила основные правила обозначения инструмента для точения, также как и для других областей металлообработки, устранив разночтения при работе с разными поставщиками. Нижеприведенные таблицы иллюстрируют структуру этой системы.
Обозначение состоит из последовательности латинских букв и цифр, которые располагаются в определенном порядке и содержат, необходимую потребителю информацию.
В обозначении режущих пластин и державок существуют некоторые различия.
Обозначение державок
для наружного точения
|
1 |
2 |
3 |
4 |
5 |
|
6 |
7 |
8 |
|
9 |
10 |
|
М |
W |
L |
N |
R |
- |
25 |
25 |
M |
- |
08 |
W |
для расточных резцов
|
11 |
12 |
8 |
|
1 |
2 |
3 |
4 |
5 |
|
9 |
10 |
|
S |
32 |
S |
- |
M |
W |
L |
N |
R |
- |
08 |
W |
|
1 |
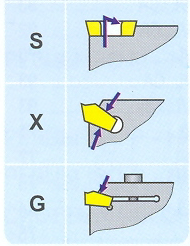
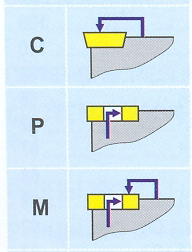
Способ крепления пластины |
С - крепление
прихватом.
Р – рычагом или
клином
через отверстие.
М – прихватом
сверху и
зажим через
отверстие.
S
- винтом через отверстие
пластин с
задним углом
Х – самозажим
G –
винтовой зажим

|
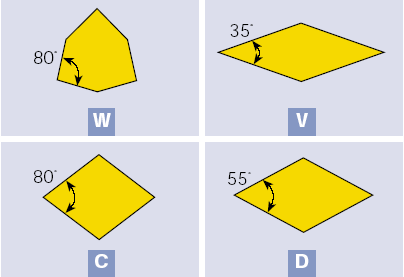
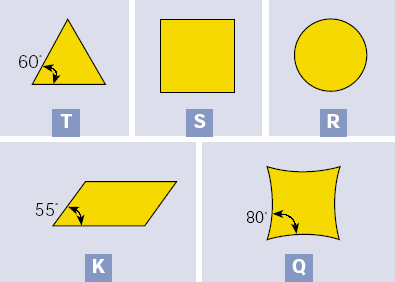
2 |
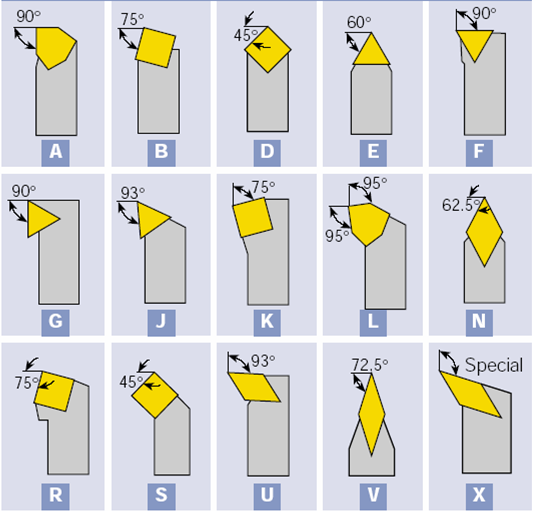
Форма пластины |
|
3 |
Тип резца по углу в плане |
|
| |
|
4 |
Задний угол |
6 |
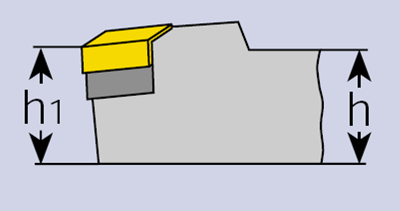
Высота державки | |
|
|
| |||
|
7 |
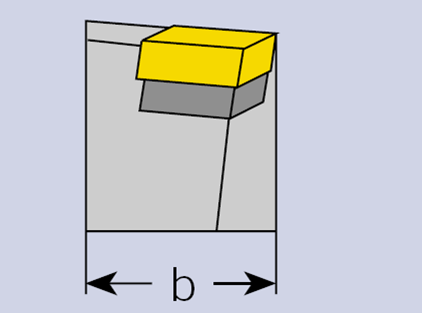
Ширина державки | |||
|
| ||||
|
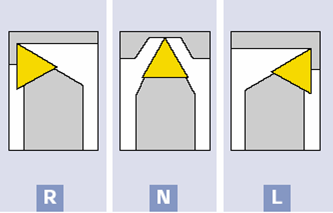
5 |
Направление резания |
9 |
Длина режущей кромки | |
|
|
| |||

|
8 |
Длина резца |
10 |
Данные завода изготовителя |
|
|
11 |
Исполнение державки | |
|
S – Стальная державка A – Стальная державка с отверстиями под СОЖ C – Твердосплавная державка E - Твердосплавная державка с отверстиями под СОЖ
| |||
|
12 |
Диаметр державки (мм) | ||
