Стружколомы
При определенных условиях обработки (вязкий обрабатываемый материал, режимы резания и т.п.) образуется сливная (длинная непрерывная стружка).
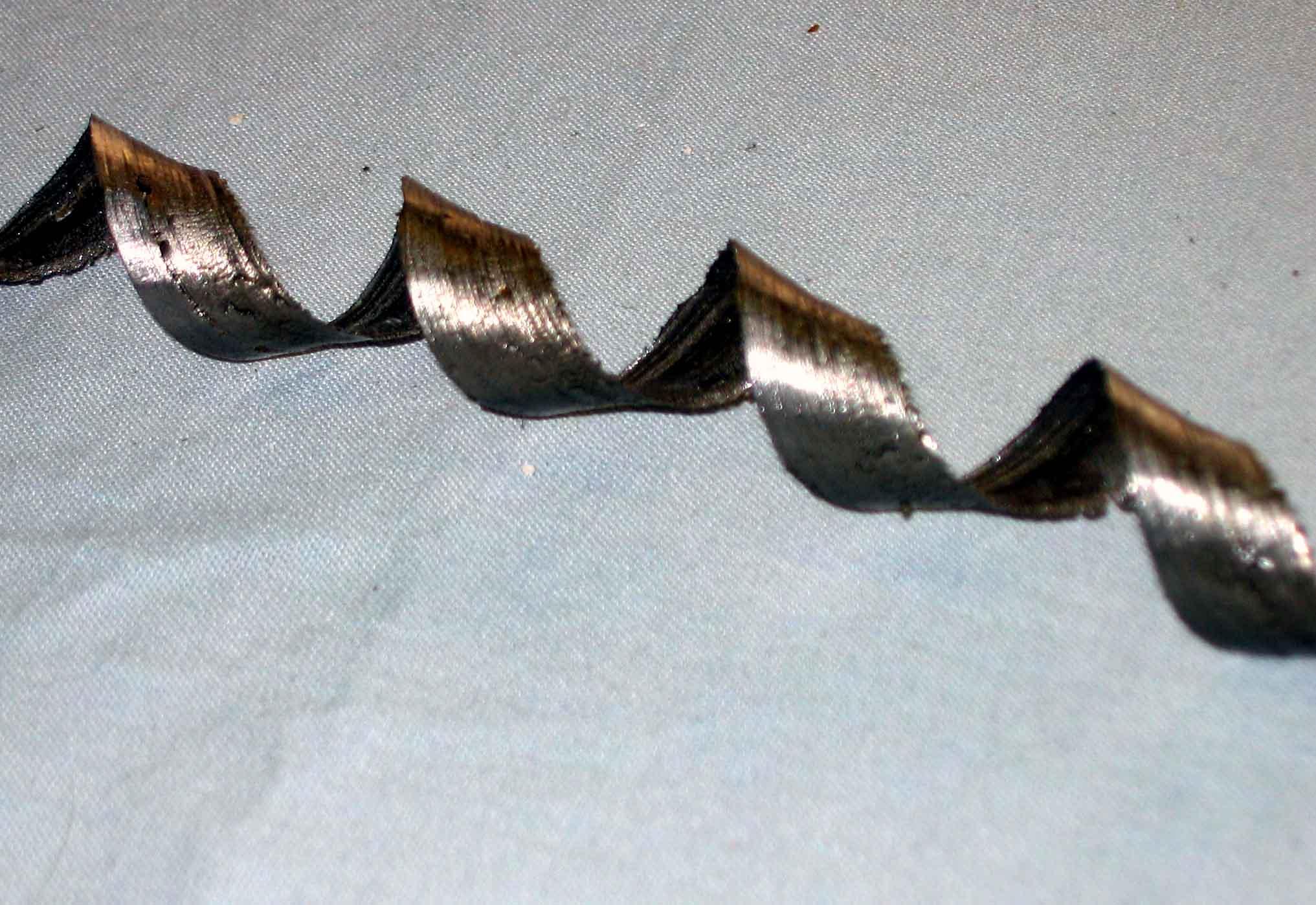

Это затрудняет процесс резания, опасно для станочника, создает проблемы со стружкоотводом и ее хранением. Для получения короткой стружки (обычно длиной в несколько сантиметров – рис.) используют стружколомание.
Стружколомание и стружкозавивание необходимо при скоростном точении, при обработке труднообрабатываемых материалов и особенно на станках с ЧПУ и автоматических линиях.
Виды стружколомания
В процессе резания благодаря правильно выбранным геометрии инструмента и параметрам режима резания
От соприкосновения с задней поверхностью пластины или корпуса резца. Может привести к поломке режущей пластины
При контакте с обрабатываемой деталью, что может привести к увеличению шероховатости
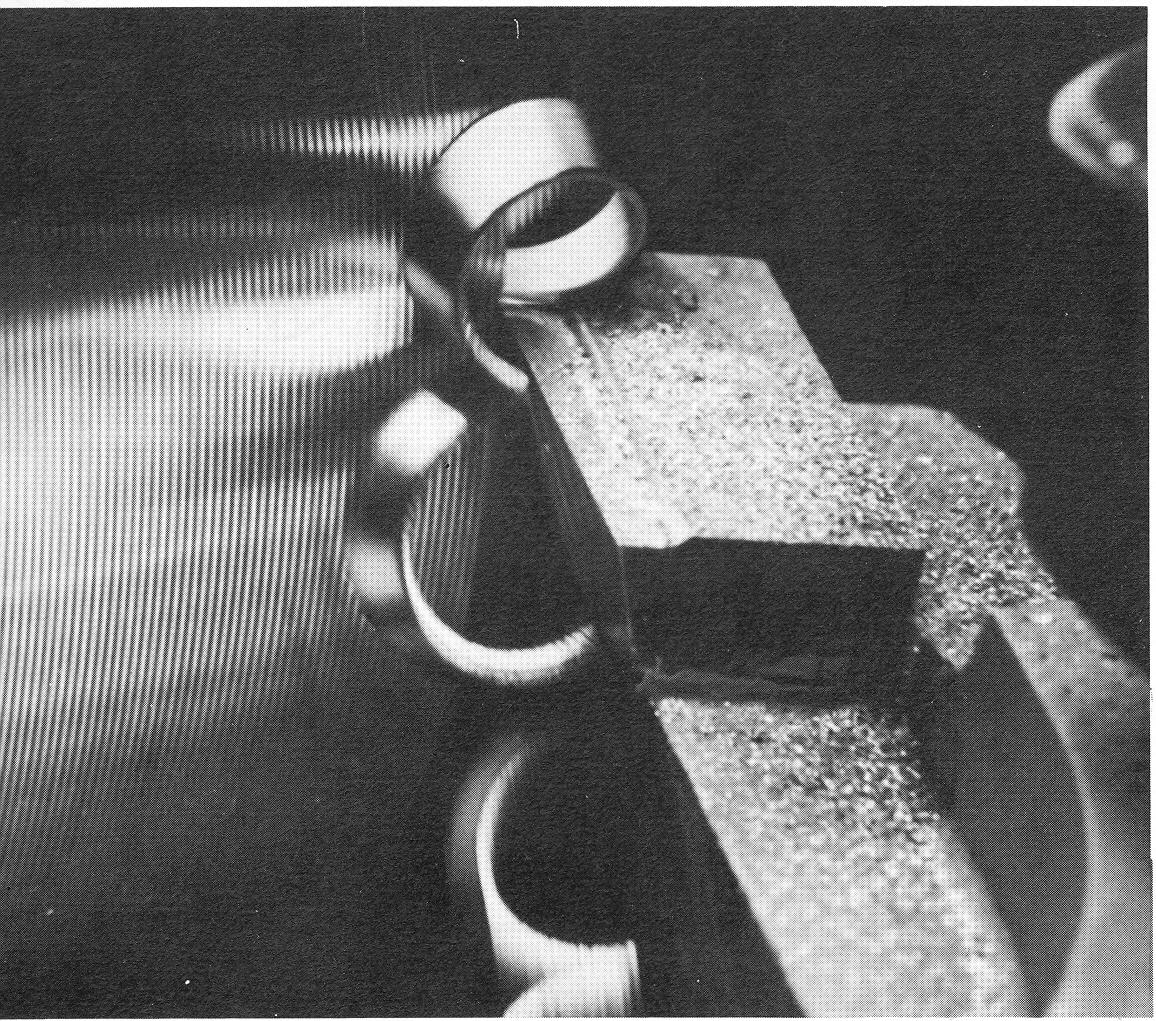
Стружка ломается о специальный стружколом, прикрепленный на режущий инструмент или станок.
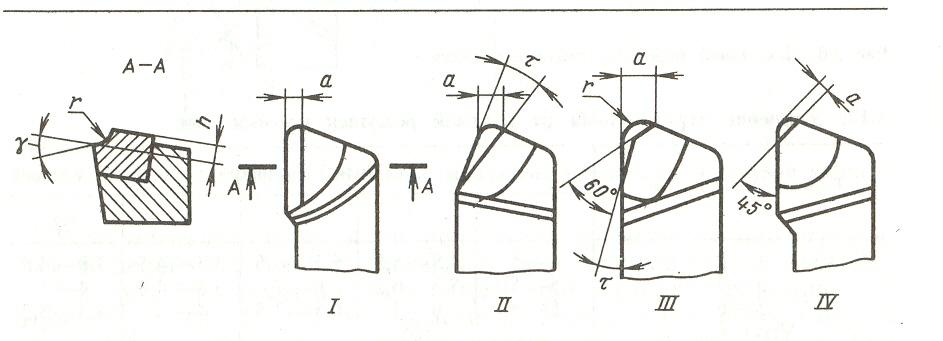
Виды стружколомов:
Уступы и лунки на передней поверхности, получаемые в процессе изготовления пластинки или инструмента.
Не универсальны, так как их параметры зависят от конкретных условий обработки (обрабатываемого материала, подачи).
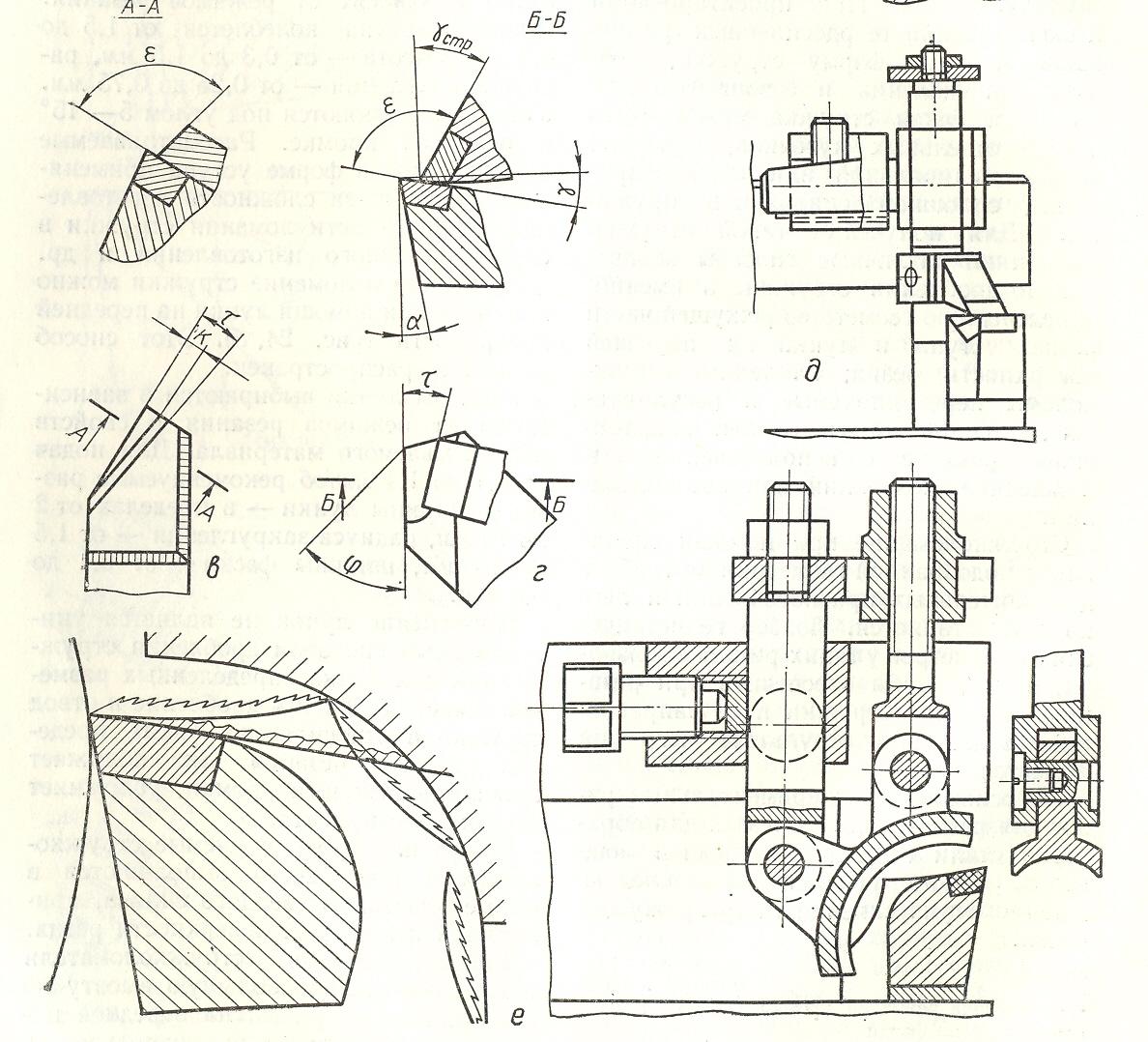
Накладные стружколомы
нерегулируемые, из твердого сплава и припаянные к передней поверхности пластины (г),
регулируемые - более эффективны при различных режимах обработки (д, е).
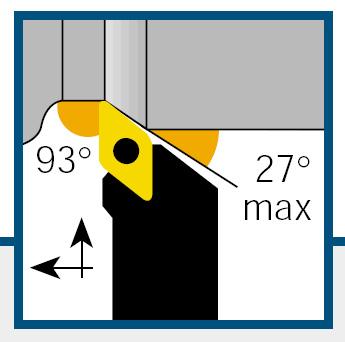
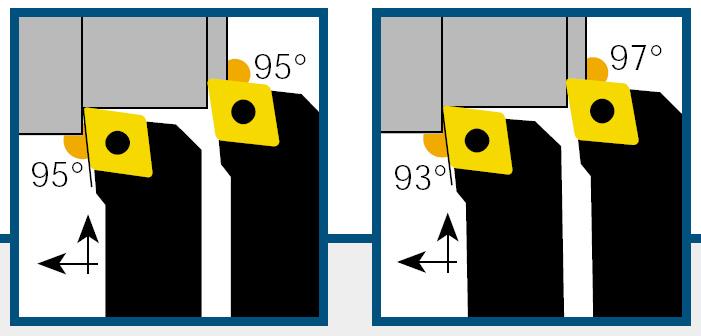
Твердосплавные резцы
Форма сменных пластин
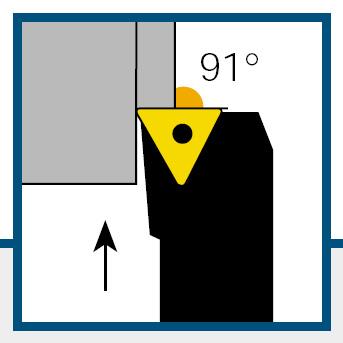
Правильный
трехгранник,
наиболее универсальная пластинка,
может использоваться в резцах,
работающих с врезанием и с продольной
подачей в прямом иобратном
направлении, а с точки зрения удельного
расхода твердого сплава на одну режущую
кромку наиболее экономичны.
Недостатком
этой формы является малая прочность
вершины
Пластинки
неправильной трехгранной формы
имеют усиленную вершину, но уменьшенную
длину режущей кромки, а также увеличенный
удельный расход твердого сплава по
сравнению с предыдущей.
Пластинки
квадратной формы
достаточно универсальны при среднем
удельном расходе сплава на одну режущую
кромку, производительны и эффективны.
Наиболее распространенная форма для
резцов из минералокерамики

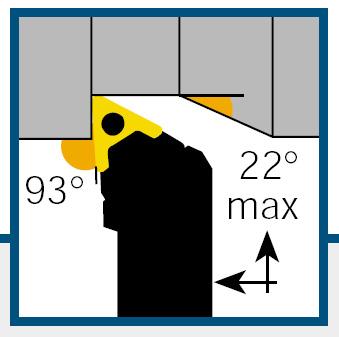
Пластины пятигранной и шестигранной формы не эффективны при работе врезанием, используются для черновых и проходных резцов, удельный расход твердого сплава на режущую кромку достаточно велик, но в проходных резцах он компенсируется повышенной стойкостью резцов, что объясняется высокой прочность пластины. В зарубежной практике пятигранные пластины практически не применяются, а шестигранные имеют ограниченное применение.
Пластинки
ромбической и параллелограммной
формы
используются при контурной обработке
и в этом случае оказываются достаточно
эффективными, хотя с точки зрения
рационального использования длины
режущей кромки и удельного расхода
твердого сплава они уступают пластинкам
других форм.