

5. Систематические погрешности обработки, связанные с износом оборудования и инструмента, деформациями частей технологической системы.
Систематическая
погрешность ![]() -
погрешность, которая для всех заготовок
обрабатываемых в партии остается
постоянной, либо закономерно уменьшается
при переходе от каждой обрабатываемой
заготовки к следующей.
-
погрешность, которая для всех заготовок
обрабатываемых в партии остается
постоянной, либо закономерно уменьшается
при переходе от каждой обрабатываемой
заготовки к следующей.
Возникновение систематической погрешности обусловлена следующими причинами : неточность, износ, деформация станков, деформация заготовок, износ инструмента и т.д.
Погрешности станков переносятся на деталь:
- радиальное биение шпинделей токарных и фрезерных станков от 0,01 до 0,015мм
- торцовое биение шпинделей 10-20 мкм
- биение конических отверстий в шпинделе 20-50 мкм
Биение шпинделя токарных и круглошлифовальных станков приводит к появлению такой погрешности как овальность. Биение переднего центра вызывает перекос оси детали, т.е. в этом случае цилиндры, но торцы не перпендикулярны оси вращения.
Погрешности, связанные с неточностью и износом РИ.
Неточность РИ особенно мерных: зенкеры, сверла, протяжки, развертки напрямую переносится на обрабатываемую деталь и вызывает появление погрешности формы и размеров.
РИ –можно разделить на 2 класса :
1. Мерный РИ (инструмент для обработки отверстий – сверла, зенкеры, протяжки)
2. не мерный – фрезы, резцы, шлифовальные круги .
П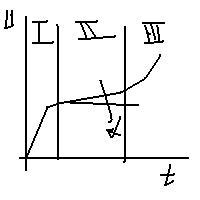 огрешность
вызванная износом инструмента оказывает
значительное влияние на точность мех.
обработки детали. Величина износа
определяется появлением систематической
погрешности.
огрешность
вызванная износом инструмента оказывает
значительное влияние на точность мех.
обработки детали. Величина износа
определяется появлением систематической
погрешности.
1Зона приработки
2 удельный износ
3 катастрофический износ
В
общем плане износ инструмента оценивается
величиной удельного износа, ![]()
![]()
В
общем плане износ РИ: ![]() ,
путь резания L=L1+Lдоп
,
путь резания L=L1+Lдоп
Влияние усилия зажима заготовки на погрешность заготовки.
Влияния усилия - погрешность закрепления – может оказывать влияние как на точность , так и на размер .
6. Анализ технических условий на изделие. Разработка технических заданий на проектирование спец. Приспособлений.
7. Систематические погрешности, связанные с тепловыми деформациями в технологической системе, а так же с короблением деталей технологической системы от усилия закрепления заготовки и усилия резания.
Погрешности возникающие вследствие упругой деформации техн. системы под влиянием нагрева. При обработке деталей происходит постепенный нагрев всех элементов техн.системы, что приводит к появлению систематически переменных погрешностей обработки заготовок.
Причины возникновения: тепловые деформации станков, инструментов и тепловой деформации заготовок. Наибольшее влияние на величину данной погрешности оказывает нагрев шпиндельных бабок станков.
Основной причиной нагрева является потеря на трение в механизмах, теплопередача от встроенных электрообогревателей, также нагрев от внешнего источника тепла.
Т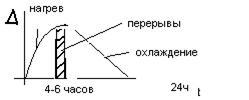 еплота
выделяемая в процессе резания большее
количества теплоты уходит в стружку.
На погрешность возникающую на инстр.,
оказывает влияние вылет инструмента ,
площадь поперечного сечения, материал
обрабатыв., заготовки и режимные данные
(параметры режимов резания )
еплота
выделяемая в процессе резания большее
количества теплоты уходит в стружку.
На погрешность возникающую на инстр.,
оказывает влияние вылет инструмента ,
площадь поперечного сечения, материал
обрабатыв., заготовки и режимные данные
(параметры режимов резания )
Тепловые деформации инструмента
![]()
![]() -
предел прочности для обраб., материала,
-
предел прочности для обраб., материала,
t-глубина резания
S-подача , V – скорость резания
Для того чтобы уменьшить величину погрешности нужно управлять процессом обработки, обработку проводить с охлаждением, также необходимо увеличить державки , уменьшить режимы резания.