

19. Расчет припусков на механическую обработку. Методы расчета припусков.
При обработке заготовки на нескольких технологических системах необходимо определять или рассчитывать межпереходные размеры и припуски на обработку.
Межпереходным называют промежуточный размер поверхности заготовки, который получают после выполнения соответствующего перехода, необходимого для его получения, за исключением последнего, на котором получают окончательный размер детали. Межпереходные размеры образуют технологические размерные цепи. Для определения межпереходных размеров необходимо рассчитывать или знать припуски на обработку.
Общим припуском на обработку называют слой материала, подлежащий удалению в процессе механической обработки с целью получения готовой детали. Общий припуск представляет собой разность между размерами исходной заготовки и детали, измеренные от одной и той же базы. Различают односторонний и двухсторонний припуски, которые могут быть симметричными и асимметричными. Назначение припусков на обработку является важнейшей технико-экономической задачей при проектировании ТП.
В машиностроении применяется два метода определения припусков: опытно-статистический и расчетно-аналитический, разработанный профессором Кованом.
При опытно-статистическом методе общие и промежуточные припуски назначаются по ГОСТам и нормативным таблицам, составленным на основе передового опыта производства. Метод применяется в условиях единичного и серийного производства при обработке деталей средней сложности. Недостатком метода является то, что он не учитывает особенности построения ТП, маршрута обработки поверхностей, погрешностей предшествующей обработки, погрешностей установки на выполняемом переходе.
При расчетно-аналитическом методе учитываются особенности построения операций и маршрута обработки, погрешности предшествующей обработки, погрешность установки на выполняемом переходе. Данный метод применяется при крупносерийном и массовом производстве, а так же в серийном и иногда в единичном производстве при изготовлении особо сложных деталей.
Таким образом, припуск на механическую обработку необходим для компенсации погрешностей, оказывающих влияние на качество поверхностного слоя заготовок. При расчетно-аналитическом методе величина минимального припуска Zminопределяется рядом факторов, при этом факторы, возникающие на смежном предшествующем переходе, обозначаются индексом i-1, а на выполняемом переходе – с индексом i.
Рассмотрим эти факторы:
RZi-1 – величина неровностей, полученная на предшествующем переходе, при выполнении первого перехода она принимается по исходной заготовка. Значение RZi-1 зависит от метода, режимов и условий выполнения предшествующей операции.
Состояние и глубина поверхностного слоя hi-1. Данный слой подлежит полному или частичному удалению на выполняемом переходе. Он отличается от основного материала заготовки. Например, при обработке литых чугунных заготовок поверхностный слой может иметь следы песка; стальные, штампованные заготовки могут характеризоваться наличием коррозии, обезуглероженной зоной, трещинами, окалиной, перенаклепом. Однако, если создается специально упрочненный слой, то он должен сохраняться на выполняемом переходе.
Суммарное пространственное отклонение обрабатываемых поверхностей относительно исходных базовых поверхностей DSi-1. К таким погрешностям относятся: несоосность, непараллельность обрабатываемых поверхностей и осей центровых отверстий, неперпендикулярность торцов к осям центровых отверстий, несоосность обтачиваемых поверхностей шеек ступенчатого вала относительно базовых шеек и др.
|
|
|
|
|
|
Данные погрешности вызываются погрешностями базовых поверхностей заготовки и погрешностями метода обработки. Величина пространственных отклонений определяется так же выбранной схемой базирования.
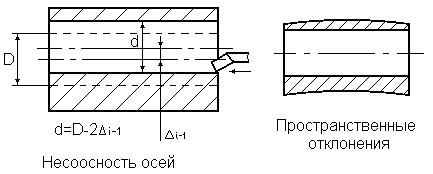
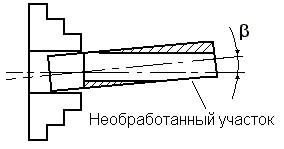
4. Погрешность установки на выполняемом переходе ei. Данная погрешность возникает при обработке партии заготовок на предварительно настроенном станке. Основными причинами погрешности установки является погрешность базовых поверхностей заготовки, погрешности изготовления и износа установочных и зажимных элементов приспособления, недостаточное или неправильное силовое замыкание и др. Результатом погрешности установки может быть появление необрабатываемых поверхностей.
Величины DSi-1 и ei являются величинами векторными, которые складываются по правилам сложения векторов. При обработке поверхностей они складываются арифметически, а при обработке поверхностей вращения складываются по правилу квадратного корня, т.к. могут занимать любые угловые положения. Таким образом, величина минимального припуска при обработке плоских поверхностей определяется:
![]()
При двухсторонней параллельной обработке:
![]()
При обработке поверхностей вращения:
![]()
На основании общих формул могут быть получены частные формулы для конкретных случаев обработки. Например, при обработке цилиндрических деталей в центрах погрешность установки принимается равной нулю, и тогда:
![]()
При расчете минимального припуска исключаются составляющие припуска, которые не устраняются на выполняемом переходе, например, при протягивании и растачивании плавающей разверткой смещение и увод оси отверстия не устраняются, по этому составляющая пространственных отклонений исключается, т.е.:
![]()
При шлифовании термически обработанной поверхности необходимо сохранить поверхностный слой, в этом случае величина hi-1 исключается, т.е. для плоской поверхности:
![]()
Возможные коробления, возникающие при термической обработке, компенсируются DSi-1. При суперфинишировании или полировании, когда требуется обеспечить только шероховатость, величина минимального припуска определяется:
![]()
Ti – допуск на настройку инструмента и его износ.
Величины составляющих минимального припуска принимаются по технологическим справочникам, исходя из конфигурации и размеров заготовки, ее материала, методов обработки, погрешностей установки. Полученные минимальные припуски используются при определении межпереходных размеров исходной заготовки.
Рассмотрим схему полей припусков и допусков межпереходных размеров и размеров исходной заготовки, получаемых при обтачивании цилиндрической поверхности по маршруту: черновое, чистовое и тонкое точение.
Для построения схемы полей допусков за исходные данные принимаются предельные размеры готовой детали, полученные на последнем переходе (после тонкого обтачивания).
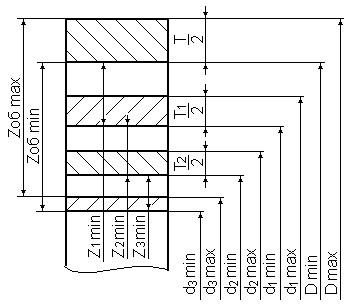
Минимальные предельные размеры:
d3 min+Z3 min=d2 min
d2 min+Z2 min=d1 min
d1 min+Z1 min=D min – минимальный размер заготовки.
Максимальные предельные размеры:
d2 min+T2=d2 max
d1 min+T1 =d1 max
D min+T=D max – максимальный размер заготовки.
Допуски на выполняемые межпереходные размеры принимаются по технологическим справочникам из таблиц средней технологической точности. Полученные межпереходные размеры округляются в большую сторону при обработке наружных цилиндрических поверхностей и в меньшую при обработке внутренних до того знака десятичной дроби, до которого дан допуск на выполняемый переход.
Расчет межпереходных размеров, припусков и допусков удобно производить в табличной форме.
Полученная величина максимального припуска служит основой для нахождения силы резания и определения мощности станка по найденной силе резания, для расчета инструмента на прочность, определения его средней стойкости. Данные по расчету припусков позволяют определить исходные размеры заготовки.