

27. Типовые технологические процессы.
Конструкция
детали является основным фактором,
определяющим процесс его изготовления.
Поэтому к конструкции детали должны
предъявляться весьма серьезные требования
со стороны производства, которые принято
называть требованиями «технологичности
деталей машины». Под технологичностью
конструкции деталей и узлов машины
понимается свойство конструкции
обеспечивать без снижения эксплуатационных
качеств машины возможность изготовления
ее методами высокопроизводительной
технологии при минимальных трудоемкости
и стоимости производства.
В зависимости
от конкретных производственных условий
обработку одной и той же детали можно
выполнять различными методами. Часто
одинаковые детали на разных заводах
обрабатывают различными способами, и
каждое предприятие несет большие затраты
на разработку технологических процессов.
Ускорить и упростить разработку
технологической документации удалось
благодаря применению типовых
технологических процессов. Детали машин
по служебному назначению и конструктивным
особенностям можно разделить на ряд
классов: плиты - корпусные (плоскостные)
детали (корпусы, станины, рамы, столы,
планки); цилиндрические детали вращения
- валы (валы гладкие, ступенчатые, шлицевые
и оси, шпиндели, штоки, валки, цапфы,
пальцы, штыри); цилиндрические детали
- втулки (втулки гладкие, ступенчатые,
шлицевые, вкладыши, буксы, гильзы,
гидроцилиндры, цанги);плоские детали
вращения – диски; эксцентричные детали
(коленчатые валы, эксцентрики); крестовины;
рычаги; шпонки, стойки, угольники, бабки,
зубчатые колеса, фасонные кулачки,
ходовые винты и червяки, мелкие крепежные
детали.
 Классы
деталей подразделяются на группы,
подгруппы, типы. Совокупность деталей,
которые можно обработать одинаковыми
методами, с использованием однородного
оборудования, инструмента, приспособлений,
а также с одинаковым количеством
установок, называют типом деталей. На
основе этой классификации и составляют
типовые технологические процессы. Если
на несколько деталей можно составить
одну общую карту обработки, то она будет
называться типовой технологической
картой механической обработки. Однако
в пределах одного типа возможны некоторые
отклонения в количестве переходов при
обработке отдельных деталей.
Метод
групповой обработки. Групповой
технологический процесс создается не
на одну, а на несколько (группу) сходных
между собой по технологическим
особенностям деталей, которые можно
обрабатывать на станках с групповой
наладкой или настройкой, с применением
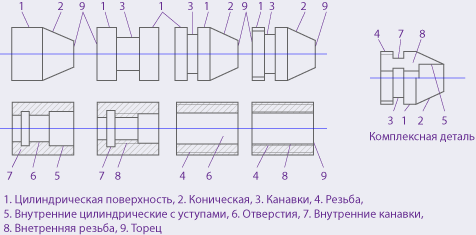
групповых приспособлений. Разработка
такого технологического процесса
начинается с классификации и группирования
всех деталей по признаку выполнения
операций на револьверных, токарных,
фрезерных и других станках с групповой
наладкой и групповыми приспособлениями
и создания так называемой «комплексной
детали». Технологический процесс
обработки комплексной детали обеспечивает
обработку любой детали этой группы по
наладке с пропуском отдельных инструментов
или частичной переналадки станка.
Применение
групповых технологических процессов
обработки в условиях индивидуального
и мелкосерийного производства создает
благоприятные предпосылки для разработки
и внедрения прогрессивных методов
механической обработки. Такие методы
находят применение и в других цехах
машиностроительных заводов.
Классы
деталей подразделяются на группы,
подгруппы, типы. Совокупность деталей,
которые можно обработать одинаковыми
методами, с использованием однородного
оборудования, инструмента, приспособлений,
а также с одинаковым количеством
установок, называют типом деталей. На
основе этой классификации и составляют
типовые технологические процессы. Если
на несколько деталей можно составить
одну общую карту обработки, то она будет
называться типовой технологической
картой механической обработки. Однако
в пределах одного типа возможны некоторые
отклонения в количестве переходов при
обработке отдельных деталей.
Метод
групповой обработки. Групповой
технологический процесс создается не
на одну, а на несколько (группу) сходных
между собой по технологическим
особенностям деталей, которые можно
обрабатывать на станках с групповой
наладкой или настройкой, с применением
групповых приспособлений. Разработка
такого технологического процесса
начинается с классификации и группирования
всех деталей по признаку выполнения
операций на револьверных, токарных,
фрезерных и других станках с групповой
наладкой и групповыми приспособлениями
и создания так называемой «комплексной
детали». Технологический процесс
обработки комплексной детали обеспечивает
обработку любой детали этой группы по
наладке с пропуском отдельных инструментов
или частичной переналадки станка.
Применение
групповых технологических процессов
обработки в условиях индивидуального
и мелкосерийного производства создает
благоприятные предпосылки для разработки
и внедрения прогрессивных методов
механической обработки. Такие методы
находят применение и в других цехах
машиностроительных заводов.