

Пример выполнения расчетноЙ работы
Для подвижного шлицевого соединения с номинальным размером 16 52 60 выбрать поверхность центрирования, подобрать посадки, построить схемы расположения полей допусков соединения по всем элементам.
Характер нагружения – умеренная. Шлицевое соединение работает с невысокой точностью центрирования. Вал термически обработан.
1. По ГОСТ 1139-80 (табл. 4.71 [1]) определяется размер b = 5 мм.
2. В зависимости от эксплуатационных требований и технологии изготовления шлицевых деталей выбирается способ центрирования.
Для заданных условий целесообразно выбрать центрирование по поверхности наружного диаметра D, т.к.:
– шлицевое соединение работает с невысокой точностью центрирования;
– вал термически обработан и обладает высокой твердостью;
– характер нагружения – умеренная нагрузка.
3. Посадки выбираются по ГОСТ 1139-80:
для размера d (нецентрирующий диаметр) – H12/a11 (табл. 4.75 [1]);
для размера b – F8/e8 (табл. 4.72 [1]);
для размера D – H8/e8 (табл. 4.72 [1]).
Выбранное шлицевое соединение можно обозначить следующим образом:
d – 16 52 H12/a11 60 H8/e8 5F8/e8
4. По ГОСТ 25347-82 (табл. 1.27, 1.28, 1.36 [1]) определяются предельные отклонения:
отверстие 60 H8 = 60 +0,046;
отверстие 52H12 = 52 +0,300;
вал 60 e8 = 60 -0,06-0,106;
вал 52 a11 = 52 -0,340-0,530;
ширина впадин отверстия 5 F8 = 5 +0,028+0,010;
толщина зубьев вала 5 e8 = 5 -0,020-0,038;
Схема расположения полей допусков приведена на рис. 21.
Для размера d Для размера D Для размера b

Рисунок 21 - Схема расположения полей допусков
Чертеж шлицевого соединения показан на рис. 22.
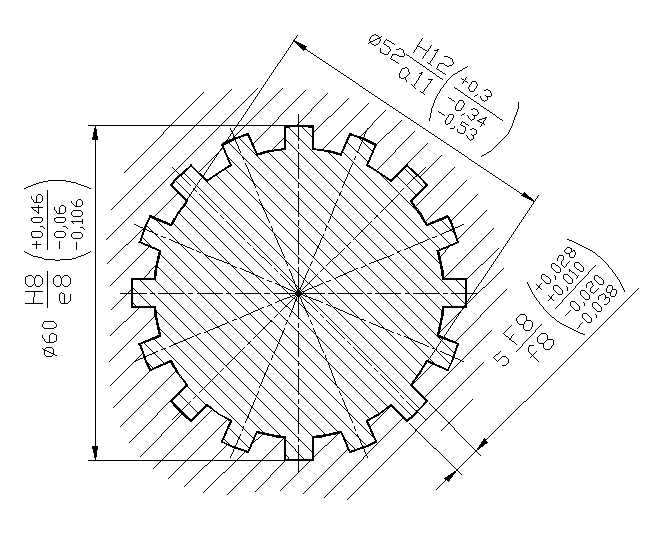
Рисунок 22 - Чертеж шлицевого соединения
Приложение 8
Варианты заданий
на проведение работ
|
Вариант
|
Номинальные размеры, мм
|
Характер нагружения |
Точность центрирования |
Указания по термообработке |
|
1 |
8 62 68 |
У |
Н |
Вал |
|
2 |
8 52 60 |
Б |
Н |
Вал |
|
3 |
8 36 42 |
У |
П |
Вт |
|
4 |
8 46 50 |
У |
Н |
Вал |
|
5 |
8 56 62 |
Б |
Н |
Вт |
|
6 |
8 62 68 |
У |
П |
Вт |
|
7 |
20 72 78 |
У |
Н |
Вал |
|
8 |
20 82 92 |
Б |
Н |
Вал |
|
9 |
20 112 125 |
У |
П |
Вт |
|
10 |
20 92 102 |
У |
Н |
Вал |
|
11 |
20 102 115 |
Б |
Н |
Вт |
|
12 |
20 92 102 |
У |
П |
Вт |
|
13 |
16 56 65 |
У |
Н |
Вал |
|
14 |
16 72 82 |
Б |
Н |
Вал |
|
15 |
16 62 72 |
У |
П |
Вт |
|
16 |
16 52 60 |
У |
Н |
Вал |
|
17 |
16 82 88 |
Б |
Н |
Вт |
|
18 |
16 102 112 |
У |
П |
Вт |
|
19 |
6 11 14 |
У |
Н |
Вал |
|
20 |
6 26 32 |
Б |
Н |
Вал |
|
21 |
6 16 20 |
У |
П |
Вт |
|
22 |
6 21 25 |
У |
Н |
Вал |
|
23 |
6 23 26 |
Б |
Н |
Вт |
|
24 |
6 18 22 |
У |
П |
Вт |
|
25 |
10 72 78 |
У |
Н |
Вал |
|
26 |
10 102 108 |
Б |
Н |
Вал |
|
27 |
10 18 23 |
У |
П |
Вт |
|
28 |
10 23 29 |
У |
Н |
Вал |
|
29 |
10 42 52 |
Б |
Н |
Вт |
|
30 |
10 36 45 |
У |
П |
Вт |