

2-Konspekt_lektsiy_MS
.pdf10.5 Аналіз динаміки виробничо-збутової системи
Розроблена модель динаміки ВЗС дозволяє проаналізувати її поведінку при зміні попиту на товар pzr. Розглянемо реакцію системи на +10% ступінчасту зміну темпу надходження замовлень pzr, що має місце у січні місяці (рис. 10.5). Реакція системи має коливальний повільно затухаючий характер. Виниклі коливання представлені темпами видачі замовлень, випуску продукції, розмірами запасів на складах й обсягом невиконаних замовлень. Через запізнення бухгалтерських розрахунків, закупівель і поштового зв'язку збільшення замовлень для оптової ланки pzо на 10% відстає від росту вимог до роздрібної ланки pzr приблизно на місяць. Зростання темпу видачі замовлень pzо не припиняється при досягненні +10%: на 11-му тижні він досягає +18% завдяки новим замовленням, що надійшли від роздрібної ланки. Причинами цього є: необхідність відновлення товарних запасів fzr; необхідне збільшення товарних запасів fzr відповідно до нового попиту pzr; необхідне для підняття на новий +10%-й рівень замовлень і товарів, що перебувають у каналах забезпечення fuzr. Збільшення замовлень для відновлення складських запасів і товарів у каналах забезпечення є одноразовим додаванням до обсягу початкових замовлень. Коли вони будуть виконані, то замовлення РЛ оптовим базам pzо знову скоротяться до рівня десятипроцентного зростання продажів.
Замовлення, що надходять з ОЛ на заводський склад pzp, зростають ще більше. Це пояснюється тим, що обсяг замовлень, які поступають до ОЛ pzо, покриває більш ніж чотиримісячні обороти роздрібного продажу pzr й складається помилкове враження про стійкий ріст обсягу ділової активності. Тому за мовлення ОЛ, що надходять на заводський склад, включають не тільки +18% приросту отриманих ними замовлень, але й відповідне збільшення їхніх складських запасів fzо, а також збільшення замовлень і товарів у каналах забезпечення між ними fuzо. У результаті цього замовлення, що надійшли на заводський склад pzр, досягають на 14-му тижні максимального збільшення в +34% відносно рівня грудня минулого року.
Виробничі замовлення цехам pzzр видаються виходячи зі зростаючого обсягу замовлень, що надходять на заводський склад pzр, з урахуванням зменшення запасів готової продукції fzр, які знизилися на 15%. Виробничі замовлення pzzр до 15-й тижня зросли на 51%. У результаті на 21-му тижні випуск готової продукції vgp перевищив рівень, що був у грудні, на 45%.
150
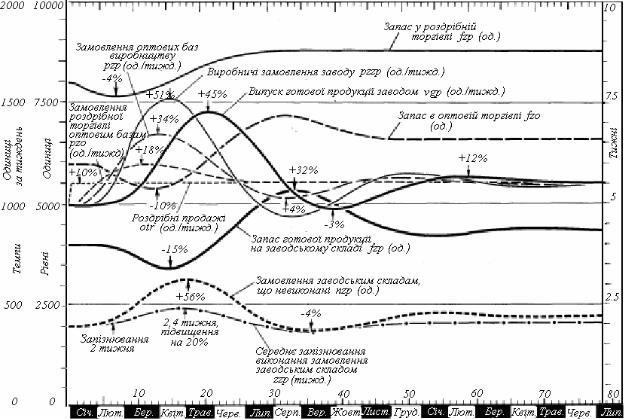
Рисунок 10.5– Реакція системи на 10-процентне ступінчасте збільшення потоку замовлень
Відмічені зміни мають зворотній характер. Як тільки замовлення РЛ на поповнення запасів будуть виконані, його замовлення pzо відповідно скоротяться. В ОЛ виявлять, що обсяг виданих ними замовлень pzр, а також рівень їх товарних запасів fzо і заповнення каналів забезпечення fuzо перевищують дійсні потреби. Цей надлишок буде віднятий з поточних замовлень виробництву pzр, так що їхній рівень на 32-му тижні буде на 6% нижче рівня роздрібного продажу pzr й тільки на 4% вище рівня, досягнутого в грудні. У вересні й жовтні (на 39-му тижні) випуск продукції на заводі vgp виявиться на 3% нижче, ніж у грудні, і на 13% нижче рівня поточного роздрібного продажу.
Організаційна структура ВЗС та прийняті у ній порядок видачі замовлень і регулювання запасів приводять до того, що потрібно більше року для стабілізації замовлень і виробництва на новому рівні.
Періодичні коливання роздрібних продажів. Припустимо, що в минулому система функціонувала в умовах постійного попиту на продукцію pzr=1000. Потім у січні продажі починають збільшуватися й наприкінці березня
151
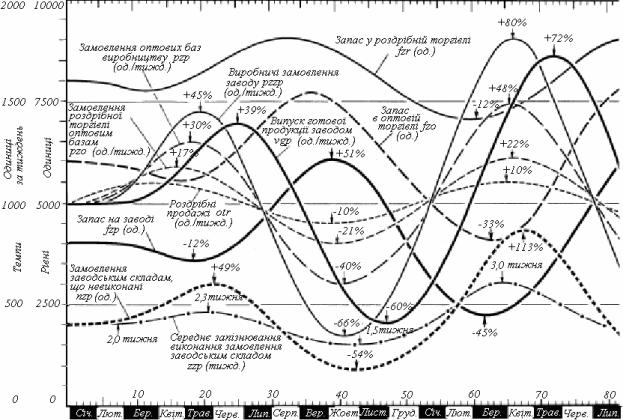
зростають на +10%, а до кінця вересня спостерігається 10-процентний спад і, нарешті, наприкінці грудня повернення до попереднього рівня pzr=1000.
Поведінка системи у таких умовах є ще більш нестабільною (рис. 10.6).
Рисунок 10.6 – Реакція системи на 10-процентне збільшення і падіння потоку замовлень
Початкове зростання темпів видачі замовлень і випуску продукції багато в чому схоже з розглянутим раніше. Відмінністю є те, що перші максимуми функцій дещо менші й відстають за часом. Однак у той час, коли система вже повинна була вийти зі стану пері виробництва, вона одержує додатковий понижуючий поштовх, викликаний спадом роздрібних продажів pzr. Як насідок, кількість замовлень, що надходять з ОЛ у ВЛ pzр, знизилась у жовтні в порівнянні зі звичайним рівнем на 40%, а обсяг випуску продукції vgp впав у листопаді на 60% у порівнянні з нормальним рівнем.
У наступному році випуск продукції vgp продовжує коливатися між точками +72% і – 60% відносного нормального рівня. Товарні запаси коливаються в таких межах: у роздрібній мережі – від +12% до –12%; в оптовій мережі – від +32% до –33%; на заводському складі – від+62 до –45%.
152
Контрольні запитання та завдання
1.Опишіть виробничо-збутову систему як об’єкт моделювання.
2.З якою метою здійснюється моделювання виробничо-збутової системи?
3.Які фактори повинні бути включені до моделі виробничо-збутової системи?
4.Опишіть діаграму потоків для ланки роздрібної торгівлі.
5.Дивлячись на діаграму потоків, запишіть систему рівнянь для підсистеми роздрібної ланки.
6.Яким чином доцільно встановлювати початкові значення змінних
моделі.
7.Опишіть реакцію виробничо-збутової системи на ступінчасту зміну попиту на товар.
8.Опишіть реакцію виробничо-збутової системи на періодичну зміну потоку замовлень.
11 ВИКОРИСТАННЯ МОДЕЛЮВАННЯ ПІД ЧАС РОЗРОБКИ ПІДСИСТЕМ СИСТЕМ УПРАВЛІННЯ ОРГАНІЗАЦІЙНО-ТЕХНІЧНИМИ ОБ’ЄКТАМИ
11.1 Моделювання інформаційно-обчислювальної мережі колективного використання
У процесі розробки розподілених автоматизованих систем обробки інформації і управління у них виділяють функціональну схему управління, що складається із забезпечуючих підсистем. У таких об’єктах прийнято виділяти інформаційне, математичне, програмне, технічне, організаційне забезпечення тощо. Одним із найбільш типових прикладів є використання моделювання у процесі проектування технічного забезпечення систем управління. Комплекс технічних засобів включає в себе засоби обчислювальної техніки, збору та передачі інформації, що забезпечують своєчасну і якісну переробку керуючої інформації. Причому територіальна віддаленість об’єктів управління вимагає застосування засобів передачі інформації, основне завдання яких – обмін інформацією між місцем її виникнення та інформаційно-обчислювальним центром з необхідною швидкістю і достовірністю.
Одним із напрямків в області створення технічного забезпечення для
153
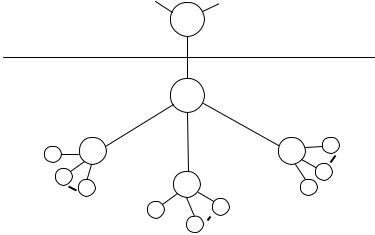
систем керування територіально розподіленими об’єктами є використання інформаційно-обчислювальних мереж (ІОМ), цифрових мереж інтегрального обслуговування, що дозволяють найефективніше використовувати ресурси обробки та зберігання інформації. У структурі інформаційно-обчислювальних мереж у загальному випадку виділяють рівні базової (магістральної) мережі, що реалізує обмін інформацією між центрами колективного користування, і термінальною (абонентською) мережею, які забезпечують обмін інформацією між користувачами і ЕОМ (рис. 11.1).
Центри колективного |
Базова мережа |
користування |
|
Абонентська мережа
Вузли комутації
потоків
Концентратори
Термінали
Рисунок 11.1 – Структурна схема інформаційно-обчислювальної мережі
Основними структурними елементами ІОМ є: вузли (центри) комутації потоків, що здійснюють всі основні операції з управління мережею, включаючи комутацію і маршрутизацію потоків повідомлень (пакетів); концентратори, що забезпечують спряження вхідних низькошвидкісних каналів зв’язку з вихідним високошвидкісним каналом; термінали, які виконують функції організації доступу користувача до ресурсів мережі і функції з локальної обробки інформації; канали зв’язку, що реалізують обмін інформацією між вузлами мережі (вузлами комутації, концентраторами, терміналами) з необхідною якістю.
Роботу фрагмента такої ІОМ на рівні взаємодії термінальної і базової її частин можна подати у такому вигляді (рис. 11.2). Інформація, що потребує обробки, надходить з терміналів користувачів у вигляді повідомлень довжиною q біт з інтенсивністю λ повідомлень/с. Абонентська ЕОМ, підключена до вузла комутації, продуктивністю h біт/с обробляє інформацію, що надходить від
154
концентраторів. Мультиплексні канали ЕОМ обслуговують по k терміналів кожен, передаючи дані до ЕОМ зі швидкістю b біт/с. При нестачі обчислювальної потужності для обробки інформації користувачів абонентська ЕОМ через вузли комутації та магістральний канал зв’язку з пропускною здатністю c біт/с підключається за допомогою центру комутації до ЕОМ верхнього рівня мережі (головних ЕОМ), які мають сумарну продуктивність Н біт/с за наявності п мультиплексних каналів. При цьому вважається, що процеси комутації виконуються миттєво.
Термінали
|
Абонентський |
|
|
|
Магістральний |
Концентратор |
|
Вузол комутації |
|||
|
|
|
|||
|
канал зв’язку |
|
|
|
канал зв’язку |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
Абонентська |
|
|
|
|
|
ЕОМ |
|
|
Центр комутації
Головна
ЕОМ
 Базова мережа
Базова мережа
Рисунок 11.2 – Структурна схема взаємодії термінальної та базової мережі
Під час проектування системи управління необхідно оцінити середній час оброблення інформації T0 та імовірність відмови у виконанні робіт po у випадку роботи тільки з абонентською ЕОМ, тобто в автономному режимі, і у випадку підключення до однієї з ЕОМ мережі.
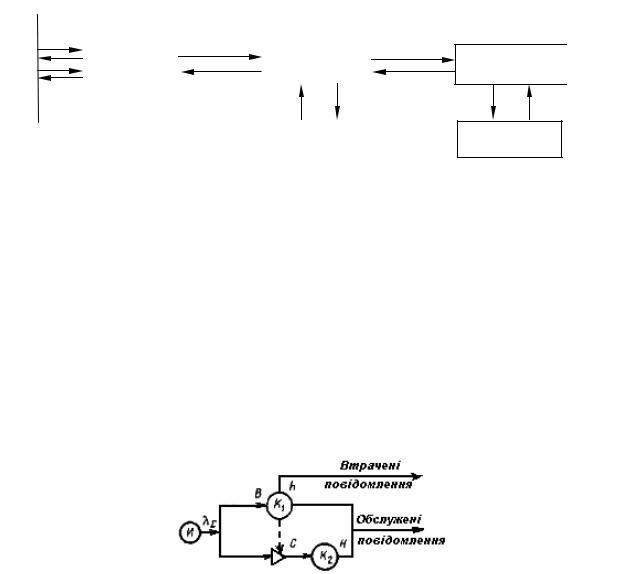
Процес функціонування такого фрагмента ІОМ може бути зображений у вигляді Q-схеми, що містить джерело (И), два паралельних канали обслуговування K1 і K2 , а також зв’язок, що керує блокуванням (рис. 11.3).
Рисунок 11.3 – Зображення фрагменту мережі колективного користування у вигляді Q-схеми
Як вихідний потік джерела И розглядається сумарний потік повідомлень від терміналів (потік на виході концентратора). Вихідний потік Q-схеми
155
складають обслужені повідомлення під час роботи каналів K1 і K2 , а також втрачені повідомлення при відключенні (заблоковано) каналу K2 .
У такій постановці розв’язання цієї задачі аналітичним методом (в явному вигляді) з використанням теорії масового обслуговування не виявляється можливим через стохастичний характер роботи механізму блокувань. Оцінка характеристик розглянутого фрагменту ІОМ може бути здійснена методом
імітаційного статистичного моделювання. |
|
Ендогенні змінні: T0 – середній час обслуговування повідомлень; po |
– |
імовірність відмови в обслуговуванні. Екзогенні змінні: λΣ = k n q λ |
– |
інтенсивність вхідного потоку повідомлень; h – продуктивність абонентської ЕОМ; Н – сумарна продуктивність головних ЕОМ мережі; b – пропускна здатність селекторних каналів ЕОМ; с – пропускна спроможність магістрального каналу зв’язку.
11.2 Моделювання задач оперативного управління виробництвом
Розглянемо одну з функціональних задач підсистеми оперативного управління основним виробництвом «Розрахунок плану здачі та отримання деталей у натуральному вираженні».
На підприємствах з дискретним характером виробництва (наприклад, великосерійного та масового приладобудування та машинобудування) процес руху виробів (деталей, вузлів) складається зі стадій заготовки, механообробки та складання (рис. 11.4). Зазвичай процеси заготовки та складання мають детерміновану природу, а механообробки – стохастичну. Фактично механообробні підрозділи виробництва є кібернетичними системами типу «чорного ящика», на вхід яких надходить потік заготовок, а на виході є потік партій готових деталей. Кількість деталей прийнятної якості в партії і час випуску – випадкові величини.
Для зменшення стохастичності і надання потоку партій деталей, що надходять на складання, ритмічного характеру заздалегідь до початку планового періоду створюються заділи деталей. Під заділами (запасами) тут розуміють заготовки, покупні комплектуючі вироби, готові деталі і т.ін., що утворюються через неповну узгодженість часу виконання роботи на окремих лініях або робочих місцях (оборотні) або спеціально призначені для забезпечення безперебійного ходу роботи складального виробництва (страхові).
Страхові заділи призначені для локалізації непередбачених перебоїв і
156
неполадок з тим, щоб не дати їм поширитися далі у напрямку технологічного маршруту. У зв’язку з цим у підсистемі оперативного управління основним виробництвом постає задача визначення оптимального розміру страхового заділу деталей, який забезпечуватиме безперебійну (з імовірністю простою p pr
не вище заданої p pr ≤p* ) роботу складального цеху.
У процесі виробництва можливі: нормальний режим роботи (рис. 11.5), коли деталі з цеху 1 надходять в оборотний заділ (1), а з оборотного заділу – на складання (3) (в страховому заділі є повний запас деталей); аварійний режим – коли деталі з цеху 1 не надходять, оборотний заділ використано, а складання в цеху 2 забезпечується тільки за рахунок страхового заділу (4); простій складального виробництва – коли немає потоку деталей з цеху 1, а запаси деталей в оборотному та страховому заділах витрачені; перехідний режим – коли в оборотному заділі є деталі і він поповнюється з цеху 1 (1), деталі надходять на складання (3), а крім того, йде комплектування страхового заділу (2).
|
|
Потік покупних комплектуючих виробів |
|
|
|||
Потік |
|
Потік |
|
Потік |
|
Потік |
|
Заготовочний |
Механообробний |
Складальний |
|||||
|
|
|
|
||||
постачань |
цех |
заготовок |
цех |
деталей |
цех |
виробів |
|
|
|
|
|||||
Рисунок 11.4 – Схема матеріальних потоків у процесі дискретного виробництва
1 |
|
3 |
|
|||
Оборотний заділ |
||||||
|
|
|
|
|
||
Механообробний |
|
|
|
Складальний |
||
|
|
|
|
|||
|
|
|
||||
цех 1 |
|
|
|
|
цех 2 |
|
2 |
Страховий заділ |
4 |
||||
|
|
|||||
|
|
|
||||
|
|
|||||
Рисунок 11.5 – Структурна схема взаємодії механообробного та складального цехів
Розглянутий процес можна формалізувати у вигляді Q-схеми (рис. 11.6), яка складатиметься з джерела (И); каналів ( K1 , K2 ), накопичувачів (Н1 та Н2). Таким чином, процес заготовки виробів для складання (деталей, покупних комплектуючих виробів) можна подати у вигляді деякого джерела (И), що видає детермінований потік покупних комплектуючих виробів і стохастичний потік партій деталей для складання.
157
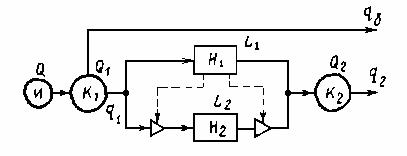
На виході джерела И матиме місце потік деталей на обробку, який описується як кількість одиниць деталей q в партії, кожна з яких надходить через Q годин. Процес обробки в механооброблюючому цеху 1 за наявності оборотного і страхового заділів можна подати у вигляді каналу K1 з часом обробки Qo = const і часом міжопераційного пролежування QP = var, (час обслуговування каналом K1: Qo = Qo + QP), а також двох накопичувачів: Н1 та Н2. Внаслідок втрат від браку qb кількість якісних деталей q1, що виходять з цеху 1 є випадковим числом. Деталі після обробки надходять в накопичувач Н1, ємність якого L1 відповідає номінальному значенню деталей в оборотному заділові L1 = Zob . При досягненні номінального значення L1 деталі надходять у накопичувач Н2, що описує страховий заділ (якщо є необхідність у його поповненні). На час заповнення накопичувача Н2 до значення L2, клапан на його вході блокується.
Рисунок 11.6 – Формалізація процесу взаємодії цехів у вигляді Q-схеми
Початкове значення L1 у накопичувачі Н1 на планований період дорівнює величині однієї партії деталей, що випускаються з каналу K1, а необхідне значення страхового заділу L2 = Zst має бути оцінено як результат розв’язання задачі. Процес складання виробів у складальному цеху 2 можна подати у вигляді каналу K2 , що споживає q2 = const деталей через інтервали часу Q2 = const. При нестачі деталей в оборотному заділі (накопичувач Н1) потреба для складання заповнюється зі страхового заділу (накопичувач Н2) шляхом розблокування відповідного клапана на виході Н2. При нестачі деталей в оборотному та страховому заділах складальний цех (канал К2), простоює до моменту надходження з каналу K1 необхідної кількості деталей. Для можливості вибору необхідного значення оборотного заділу L1 необхідно визначити ймовірність простою складального цеху (каналу К2) p pr як функцію
L2 . У системі мають місце два вихідних потоки: потік оброблених виробів q2 і потік бракованих деталей qb.
Розглянуту систему можна подати як двофазну Q-схему з двома
158
паралельними чергами на другій фазі обслуговування та з наявністю блокувань. Потоки надходження та обслуговування заявок мають як детермінований, так і стохастичний характер. Отримання оцінки імовірності ppr аналітичним
методом у явному вигляді неможливе. Оцінка характеристик розглянутої системи може бути здійснена методом імітаційного статистичного моделювання.
11.3 Напрямки розвитку засобів моделювання
Ускладнення об’єктів, що досліджуються, створюються й експлуатуються в різних сферах людської діяльності, призводить до збільшення витрат ресурсів на всіх етапах їх життєвих циклів. Необхідність раціонального використання ресурсів, що витрачаються при цьому, потребує ще більшого обґрунтування проектних і управлінських рішень, а це, в свою чергу, підвищує вимоги до швидкості і точності засобів їх моделювання. Розвиток і удосконалення засобів моделювання об’єктів базується на успіхах у розвитку математики, обчислювальної техніки, інформаційних технологій, засобів телекомунікацій.
Основними напрямками розвитку і вдосконалення методів та засобів моделювання об’єктів є удосконалення існуючих і розробка нових:
–математичних моделей, що більш адекватно описують досліджувані процеси;
–більш точних і економічних методів;
–більш зручних програмних засобів;
–більш потужних технічних засобів.
Розвиток математичних моделей здійснюється у напрямку більш повного врахування таких властивостей об’єктів як невизначеність даних, врахування випадкових факторів, динамічного характеру параметрів. Ефективним інструментарієм для цього є апарат інтервальної і нечіткої математики, теорії ймовірності і математичної статистики, штучного інтелекту.
Підвищення ефективності методів здійснюється у напрямку підвищення їх точності, зниження часової і ємкісної складності. Для зниження часової складності розробляються, зокрема, діакоптичні методи. Вони передбачають розбиття математичних моделей на підсистеми з можливістю їх умовнонезалежного дослідження.
Серед найважливіших напрямків розвитку програмних засобів виділяються: створення об’єктно-орієнтованих візуальних середовищ і
159