

2. Толкающая система продвижения материальных потоков
Толкающая система представляет собой систему подачи материалов, деталей или узлов в производственный процесс или с предыдущей технологической операции на последующую независимо от того, нужны ли они в данное время и в данном количестве на последующей технологической операции. Толкающая система характерна для традиционной организации производства; она менее способна к гибкой перестройке, К реагированию на колебания спроса. В системе толкающего типа каждый технический агрегат, каждый технологический предел имеет информационные и управляющие связи с центральным органом управления.
В иды:
иды:
1) система МРП (планирование потребности в материалах). В толкающей системе формулируется перечень необходимых материалов для производства определенного количества готовой продукции в соответствии с прогнозом рыночной конъюнктуры, затем производится формирование заказов поставщикам. МРП располагает широким набором машинных программ, которые обеспечивают согласование и оперативное регулирование снабженческих, производственных и сбытовых функций в масштабе фирмы в режиме реального времени.
Для осуществления этих функций в системе МРП используются:
— данные плана производства (в специфицированной номенклатуре на определенный момент времени);
— файл материалов (формируется на основании плана производства и включает специфицированные наименования необходимых материалов, их количество в расчете на единицу готовой продукции, классификацию по уровням);
— файл запасов (данные по материальным ресурсам, необходимым для реализации графика производства, как по уже имеющимся, так и по заказанным, но еще не поставленным, по страховым запасам).
Формализация процессов принятия решений в системе МРП производится с помощью различных методов исследования операций. Имеется возможность рассчитывать потребность в сырье и материалах, формировать график производства, выдавать на печать или дисплей выходные формы. Использование системы МРП позволяет снизить уровни запасов, ускорить их оборачиваемость, сократить количество случаев нарушения сроков поставок.
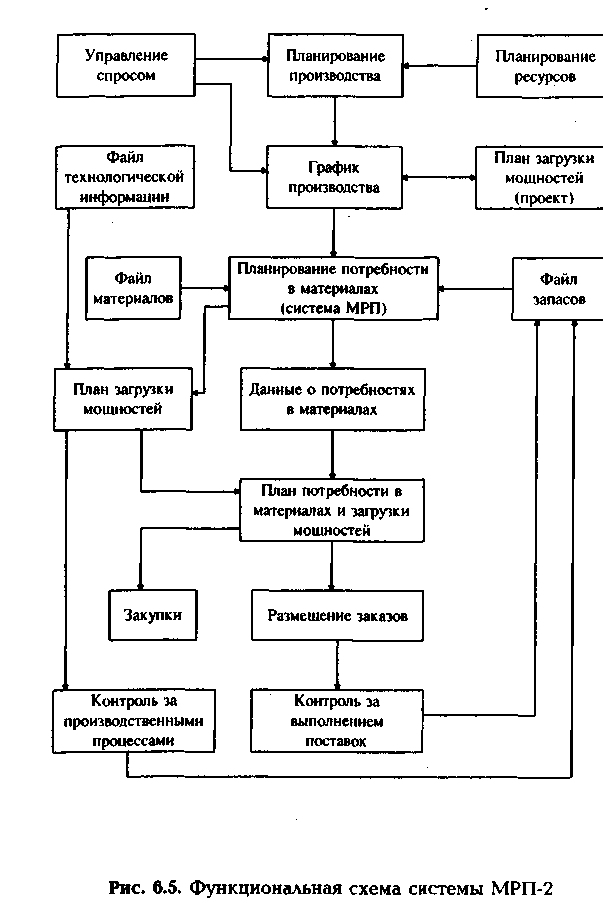
2) Система МРП-2 - второе поколение системы МРП. Поколения систем различаются не по уровню развития технологии, как поколения вычислительной техники, а по гибкости управления и широте функций. МРП-2 включает в себя функции системы МРП в части определения потребности в материалах, а также функции управления технологическими процессами. Чтобы определить потребность в материалах, необходимо решить ряд задач, в их числе прогнозирование, управление запасами, управление закупками и пр.
Схема МРП - 2
3. Тянущая система продвижения материальных потоков
Тянущая система подачи деталей и комплектующих изделий с предшествующей технологической операции на последующую осуществляется по мере необходимости. При работе по тянущей системе на каждом производственном участке создается строго определенный запас готовых деталей и узлов. Последующий участок заказывает и вытягивает с предыдущего участка изделия строго в соответствии с нормой и временем производственного потребления. Тянущая система позволяет предотвращать распространение колебаний спроса или объема производства от последующего производственного процесса к предыдущему, сводить к минимуму колебания запасов на производственных участках, децентрализовать управление производственными запасами.
В системе тянущего типа управляющие воздействия центрального органа прилагаются только к последнему агрегату логистической системы на выходе готового продукта, а информационные связи, сигнализирующие о состоянии подсистем, направляются от выхода ко входу технологической цепи. Активность предыдущих блоков логистической системы проявляется лишь тогда, когда на следующей ступени уровень запаса материалов достигает минимального значения. Эти связи и обеспечивают реализацию тянущего принципа функционирования логистической системы.
В иды:
иды:
1) «Канбан» (япония) — комплексная система организации производства, претворяющая в жизнь принципы общей теории систем, в соответствии с которыми предприятие трактуется как организационное единство. В этом смысле система «Канбан» противоречит традиционной научной организации труда («тейлоризму»), принципами которой являются максимальное разделение труда и узкая специализация работников.
Отличительная особенность - минимизация длительности производственного цикла. Материально-техническое обеспечение производства и отгрузка готовых изделий осуществляются по принципу «точно в срок». Производственные подразделения фирмы не располагают складами сырья, материалов, комплектующих изделий, готовой продукции, а межоперационные запасы сокращены до минимально возможных границ. В системе «Канбан» следует выделить три основные подсистемы:
— социальную (подбор и подготовка кадров, использование работников в соответствии с производственными потребностями, их стимулирование и продвижение по службе);
— техническую (оптимальное использование производственных мощностей, высокое качество продукции);
— производственную (рационализация материальных потоков, управление ходом производственного процесса).
Управление материальными потоками в таких условиях требует соответствующей организации информационного потока. Чем лучше они скоординированы, тем меньше производственные затраты, лучше используются производственные мощности и выше надежность всей системы. Задачей логистического анализа в системе «Канбан» является установление следующих факторов: где, что, через кого, когда и в каком количестве перемещается, складируется, упаковывается, отправляется. Таким образом, распознаются повторяющиеся функции и интегрируются отдельные факторы. Выходными данными такого анализа является последняя стадия производственного процесса — монтаж, окончательная сборка и сбыт продукции.
Основным носителем производственной информации является карта «Канбан», от которой и происходит название всей системы. Карты «Канбан» приписаны к транспортировочной таре на изделие, которая постоянно курсирует между двумя соседними фазами производственного процесса. Эти карты являются также документом, подтверждающим выполнение данной операции в определенный срок.
Система «Канбан» приносит высокую эффективность только при условии ее комплексного внедрения.
2) Система ОПТ (оптимизированная производственная технология). В этой системе на качественно новой основе получили дальнейшее развитие идеи, заложенные в таких системах, как «Канбан» и МРП. Основной принцип ОПТ состоит в выявлении «узких» мест или "критических ресурсов", в качестве которых могут выступать запасы сырья и материалов, машины и оборудование, технологические процессы, персонал предприятия.
Фирмы, использующие ОПТ, не стремятся обеспечить стопроцентную загрузку рабочих, занятых на некритических операциях, поскольку это приводит к росту незавершенного производства и другим нежелательным последствиям. Фирмы поощряют использование резерва рабочего времени таких рабочих на повышение квалификации, проведение кружков качества.
В системе ОПТ в автоматизированном режиме решается ряд задач оперативного и краткосрочного управления производством, в том числе формирование графика производства на день, неделю и т. д. При формировании близкого к оптимальному графика производства используются критерии обеспеченности заказов сырьем и материалами, эффективности использования ресурсов, минимума оборотных средств в запасах, гибкости.
3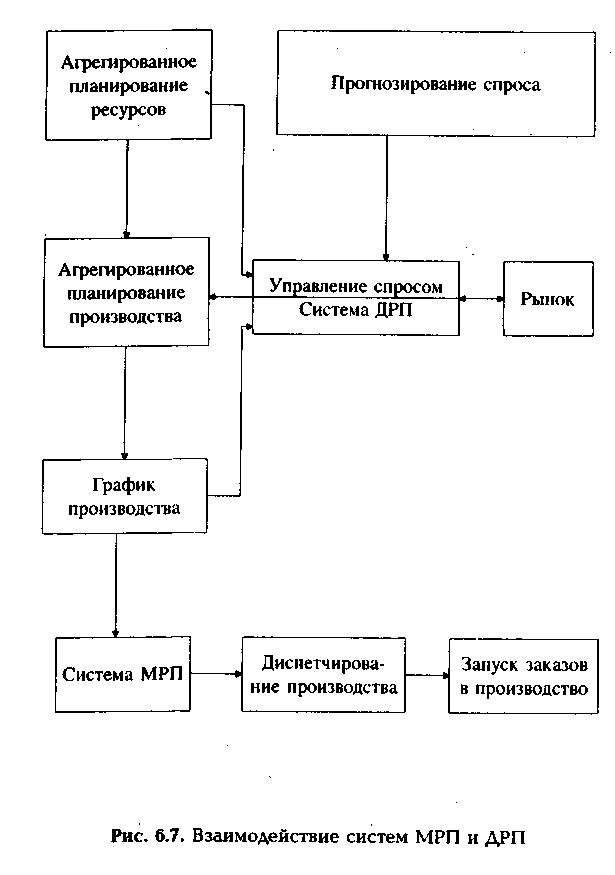 )Система управления и планирования
дистрибьюции продукции (ДРП) (США)
позволяет не только учитывать конъюнктуру,
но и активно воздействовать на нее. Эта
система обеспечивает устойчивые связи
снабжения, производства и сбыта, используя
элементы МРП. Первоначально в ДРП
осуществляется агрегированное
планирование с использованием
прогнозов и данных о фактически
поступивших заказах. Далее формируется
график производства, дезагрегируется
план производства, составляется
специфицированный план с указанием
конкретных дат, количества комплектующих
изделий и готовой продукции. И наконец,
с помощью системы МРП производится
расчет потребности в материальных
ресурсах и производственных мощностях
под график производства. ДРП позволяет
прогнозировать с определенной степенью
достоверности рыночную конъюнктуру,
оптимизировать логистические издержки
за счет сокращения транспортных
расходов и затрат на товародвижение. С
помощью ДРП можно планировать поставки
и запасы на различных уровнях цепи
распределения, осуществлять информационное
обеспечение различных уровней цепи
распределения по проблемам рыночной
конъюнктуры.
)Система управления и планирования
дистрибьюции продукции (ДРП) (США)
позволяет не только учитывать конъюнктуру,
но и активно воздействовать на нее. Эта
система обеспечивает устойчивые связи
снабжения, производства и сбыта, используя
элементы МРП. Первоначально в ДРП
осуществляется агрегированное
планирование с использованием
прогнозов и данных о фактически
поступивших заказах. Далее формируется
график производства, дезагрегируется
план производства, составляется
специфицированный план с указанием
конкретных дат, количества комплектующих
изделий и готовой продукции. И наконец,
с помощью системы МРП производится
расчет потребности в материальных
ресурсах и производственных мощностях
под график производства. ДРП позволяет
прогнозировать с определенной степенью
достоверности рыночную конъюнктуру,
оптимизировать логистические издержки
за счет сокращения транспортных
расходов и затрат на товародвижение. С
помощью ДРП можно планировать поставки
и запасы на различных уровнях цепи
распределения, осуществлять информационное
обеспечение различных уровней цепи
распределения по проблемам рыночной
конъюнктуры.
Конечная функция системы ДРП — планирование транспортных перевозок. Основой базы данных системы ДРП являются информация о перевозимой и складируемой продукции, получаемая от фирмы-изготовителя, и информация со складов.
4) Комплексная система оптимального транспортного обслуживания (КСОТО). (Россия) Необходимым условием для ее создания явилось наличие устойчивых транспортных связей, а достаточным — организационное единство управляющей структуры транспортного обслуживания. В процессе математического обеспечения КСОТО были решены следующие задачи:
— создание оптимальной системы постоянно действующих маршрутов и построение математической модели внутризаводских перевозок;
— оптимизация количества транспортных средств, построение математической модели задачи оптимизации количества транспортных средств, необходимых для обслуживания технологических перевозок;
— моделирование технологического процесса межцеховых перевозок;
— изучение динамики существующих на предприятии грузопотоков, что позволяет создать математическую модель межцеховых перевозок и разработать алгоритм моделирования перевозок готовой продукции для заданного количества с учетом минимизации транспортных затрат;
— оптимизация структуры парка транспортных средств фирмы; на базе схем маршрутов, объемов и технологических процессов перевозок грузов создается математическая модель и решается задача оптимизации транспортного парка; КСОТО позволяет также осуществлять выбор рационального вида транспорта для обслуживания локальной системы или отдельного маршрута;
— создание оптимальной системы перевозок на базе постоянно действующих маршрутов, при этом оптимизируется объем транспортной партии для грузов, перевозимых в унифицированной таре;
— разработка методики определения удельных затрат на загрузочно-разгрузочные, транспортные и складские работы при межцеховых перевозках; при этой разрабатываются общие и удельные затраты на эти работы как для отдельных цехов, так и для предприятия в целом.
4. Эффективность применения логистического подхода к управлению материальными потоками на производстве
Известно, что 95—98% времени, в течение которого материал находится на производственном предприятии, приходится на выполнение погрузочно-разгрузочных и транспортно-складских работ. Этим обусловливается их значительная доля в себестоимости выпускаемой продукции.
Логистический подход к управлению материальными потоками на предприятии позволяет максимально оптимизировать выполнение комплекса логистических операций.
Перечислим слагаемые совокупного эффекта от применения логистического подхода к управлению материальным потоком на предприятии.
1. Производство ориентируется на рынок. Становится возможным эффективный переход на малосерийное и индивидуальное производство.
2. Налаживаются партнерские отношения с поставщиками.
3. Сокращаются простои оборудования. Это обеспечивается тем, что на рабочих местах постоянно имеются необходимые для работы материалы.
4. Улучшается качество выпускаемой продукции.
5. Сокращается производственный цикл и минимизируются затраты.
Остановимся подробнее на причинах, позволяющих снизить затраты, связанные с производственным процессом:
♦ Оптимизация запасов — одна из центральных проблем логистики. Содержание запасов требует отвлечения финансовых средств, использования значительной части материально-технической базы, трудовых ресурсов.
Применение логистики позволяет уменьшить производственные запасы на 50%,
♦ Сокращение численности вспомогательных рабочих. Чем меньше уровень системности, тем неопределеннее трудовой процесс и тем выше потребность во вспомогательном персонале для выполнения пиковых объемов работ.
♦ Снижение потерь материалов. Любая логистическая операция — это потенциальные потери. Оптимизация логистических операций — это сокращение потерь.
♦ Улучшение использования производственных и складских площадей. Неопределенность потоковых процессов заставляет резервировать большие добавочные площади. В частности, при проектировании торговых оптовых баз неопределенность потоковых процессов вынуждает на 30% увеличивать площади складских помещений.
♦ Снижение травматизма. Логистический подход органически вписывает в себя систему безопасности труда.
Тема: Распределительная логистика