

Выпуклый зуб по угловым значениям и по конфигурации впадины (с большим радиусом закругления) обеспечивает лучшее вмещение и прессование опилок, более пригоден для распиловки мягкой хвойной древесины. Размеры зубьев делительных ленточных пил зависят от их толщины и ширины, а также от условий распиловки. По данным [16, 18] для определения основных направлений повышения производительности ленточнопильных станков необходимо рассмотреть ограничение скорости подачи U, пути большего использования рабочего и машинного времени станка.
Для распиловки бревен малых и средних диаметров, когда не требуется распиловка по индивидуальным схемам, целесообразно использовать проходной метод раскроя бревен. В этом случае коэффициент использования станка может быть повышен более чем в 2 раза и обеспечена высокая производительность. Однако, чтобы реализовать это направление повышения производительности пиления древесины ленточными пилами, однопильные ленточнопильные модули должны иметь высокую устойчивость и долговечность пил, малые габаритные размеры и металлоемкость модуля, высокую точность позиционирования.
4.2 ПРОЕКТИРОВАНИЕ МЕХАНИЗМА ПОДАЧИ
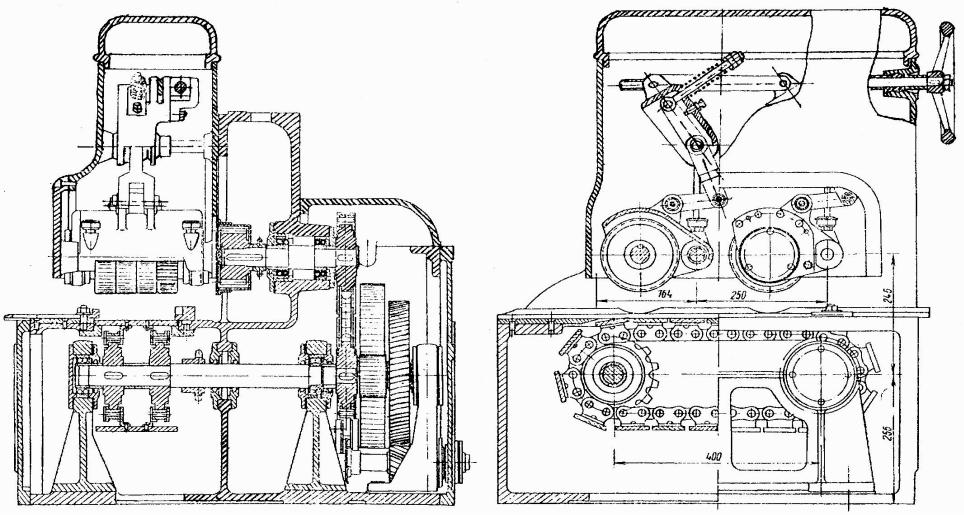
Механизмы подачи современных станков отличаются разнообразием конструктивных решений. Они делятся на вальцовые, вальцово-гусеничные, гусеничные, цепные, ленточные суппорты, конвейеры и т.д., учитывая требования к проектируемому станку, технологическую и кинематическую схемы, следует осуществить конструктивную разработку механизма подачи с указанием необходимых размеров и технических условий. Пример конструктивной разработки механизма подачи станков показан на рис. 4.5.
Математическая модель процесса подачи включает в себя алгоритм поиска состояний опорных и прижимных элементов и расчет режимов их нагружения в некоторые дискретные моменты времени.
37
38
Рис. 4.5 Механизм подачи четырехстороннего станка строгально-калевочного станка
38
Различают следующие типы ( TipEl ) опорных и прижимных элементов и
условия их применения: |
|
|
1) |
стол, направляющая, прижим скольжения; |
(TipEl=1); |
2) |
конвейер ( цепь, лента, ремень ); |
(TipEl=2); |
3) |
ролик гладкий или с прямыми рифлями; |
(TipEl=3); |
4) |
ролик с винтовыми рифлями; |
(TipEl=4); |
5) ролик с наклоном его оси вращения к направлению подачи.
Для составления математической модели используют понятие участок. Элементарным участком станка называют часть общей длины станка между двумя соседними элементами (ведущий ролик, прижим скольжения или режущий орган), расположенными в одной или разных координатных плоскостях. Если в зоне участка находится обрабатываемая деталь, то такой участок и принадлежащие ему опорные и прижимные элементы станка считаются активными. На неактивных элементах и участках полезная нагрузка отсутствует.
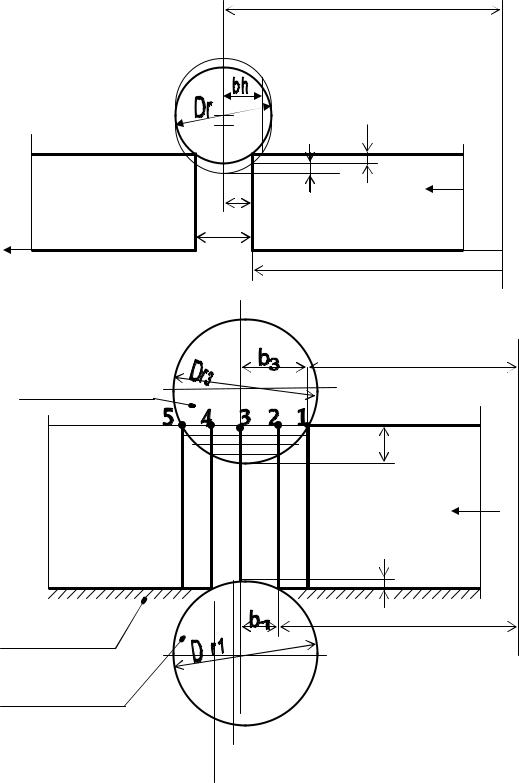
Схема взаимодействия прижимного элемента типа ролик с деталью показана на рис. 4.6.
Введем обозначения:
Detalномер готовой детали, вышедшей из станка; Zagotномер заготовки, находящейся в станке;
Ld,Lrразмер (длина, ширина) детали и промежуток между деталями в направлении подачи; XH,XKкоордината переднего и заднего конца детали; S- координата рабочего органа; hwначальный уровень настройки образующей прижимного элемента относительно поверхности детали (выступ ролика); Drдиаметр опорного и прижимного ролика. S- координата рабочего органа;
hwначальный уровень настройки образующей прижимного элемента относительно поверхности детали (выступ ролика); Drдиаметр опорного и прижимного ролика.
Расчетными параметрами являются:
is-состояние опорного и прижимного элемента, определяется положением передней и задней кромки детали;
39
А)
S
|
bt |
|
|
b |
|
|
dt ht |
|
|
i-я деталь |
|
Lr |
i+1 деталь |
0 |
Б)
u1
TipEl[3]=3
hw1
TipEl[1]=1
TipEl[1]=3
Рис. 4.6 Схема взаимодействия прижимного элемента с деталью при базировании: а) на опорном столе; б) на опорном ролике.
u1, u2, u3, u4, u5координаты характерных точек контакта элемента с деталью;
40