

1.3 Выбор экономичного метода получения исходных заготовок
Наиболее экономичной заготовкой для заданной программы выпуска
(![]() шт.) является отрезок прутка, который
можно отрезать на отрезном станке при
помощи пилы.
шт.) является отрезок прутка, который
можно отрезать на отрезном станке при
помощи пилы.
Преимущества данного метода:
Конфигурация заготовки обеспечивает оптимальные режимы резания механической обработки детали (надёжные технологические базы, высокопроизводительные режимы резания).
Метод получение заготовки не требует разработки какой-либо штамповочной оснастки.
Недостаток данного метода:
Большая масса заготовки по сравнению с поковкой предполагает значительно больший расход материала.
Больший износ металлорежущего инструмента (много черновой токарной обработки).
Параметры заготовки
Сортамент Круг
 .
.
Габариты
![]() .
.
Масса заготовки 4,35 кг.
Технические требования к заготовке
Отклонения от цилиндричности (от формы прутка) должны составлять не более 0,4 мм; отклонения по плоскости (кривизны прутка) должны составлять не более 0,25 мм на 1 м длины прутка.
Величина радиального биения торца заготовки относительно наружной поверхности должна составлять не более 0,02 мм.
Экономическое обоснование выбора исходной заготовки
Общие исходные данные:
материал детали – сталь 18ХГТ ГОСТ 4543-71;
масса детали
![]() кг;
кг;
годовая программа
![]() шт.;
шт.;
производство единичное.
Данные для расчёта стоимости заготовок при различных способах получения сводим в таблицу 4.
Эскизы заготовок изображены на рисунке 2.
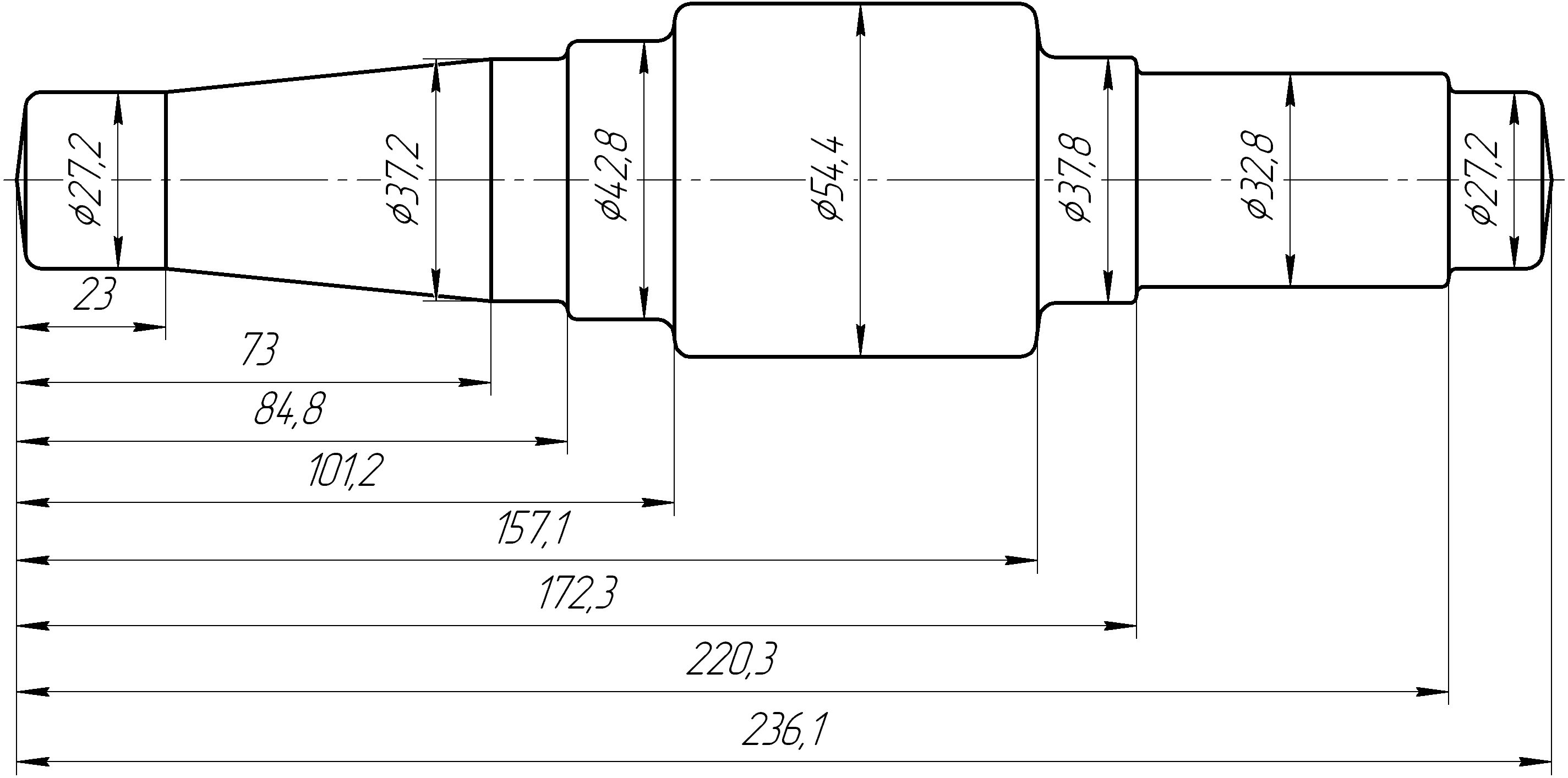
а)
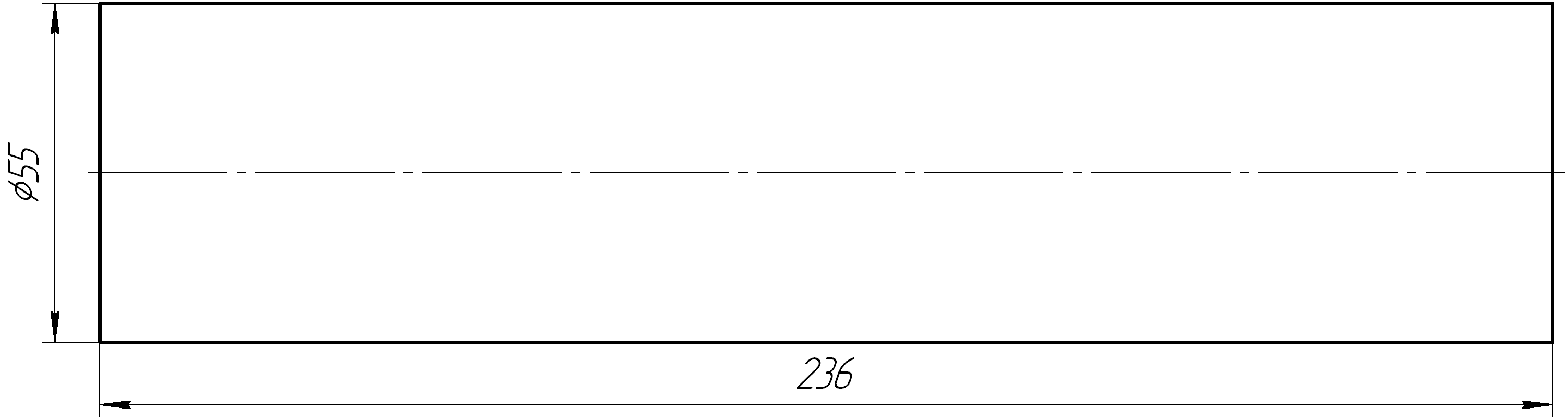
б)
Рисунок 2 - Способы получения исходных заготовок: а – поковка,
б – прокат
Стоимость заготовки, полученной первым способом
 руб., /1, с. 33/
руб., /1, с. 33/
где
![]() - коэффициент, учитывающий точность
штамповки по
- коэффициент, учитывающий точность
штамповки по
ГОСТ 7505-89,
![]() ;
/1, с. 39/
;
/1, с. 39/
Таблица 4 – Данные для расчёта стоимости типов заготовок
|
Наименование показателей |
1-й способ |
2-й способ
|
|
Вид заготовки |
поковка |
прокат |
|
Класс точности |
Т4 |
Обычный |
|
Группа сложности |
С2 |
- |
|
Масса заготовки |
2,22 |
4,35 |
|
Стоимость 1 тонны заготовок, принятых
за базу
|
40000 |
18000 |
|
Стоимость 1 тонны стружки,
|
5000 |
5000 |
![]() - коэффициент, учитывающий группу
сложности штамповки
- коэффициент, учитывающий группу
сложности штамповки
из материала сталь 18ХГТ ГОСТ
4543-71,
![]() ;
/1, с. 40/
;
/1, с. 40/
![]() - коэффициент, учитывающий вес штамповки
из материала
- коэффициент, учитывающий вес штамповки
из материала
18ХГТ ГОСТ 4543-71,
![]() ;
/1, с. 40/
;
/1, с. 40/
![]() - коэффициент, учитывающий марку материала
штамповки,
- коэффициент, учитывающий марку материала
штамповки,
![]() ;
/1, с. 39/
;
/1, с. 39/
![]() - коэффициент, учитывающий объём
производства,
- коэффициент, учитывающий объём
производства,
![]() ;
/1, с. 40/
;
/1, с. 40/
 руб.
руб.
Стоимость заготовки, полученной вторым способом
![]() руб., /1, с. 31/
руб., /1, с. 31/
где
![]() – масса заготовки,
– масса заготовки,
![]() кг;
кг;
![]() – цена 1 кг материала заготовки,
– цена 1 кг материала заготовки,
![]() руб.;
руб.;
![]() руб.
руб.
Экономический эффект способов получения заготовок
![]() руб., /1, с. 39/
руб., /1, с. 39/
![]() руб.
руб.
Следовательно, в единичном производстве для данной детали целесообразно использовать в качестве заготовки – прокат.
Вывод: в качестве заготовки принимаем прокат, что подтверждено экономическими расчётами. Способ получения заготовки оптимальный.