

2. Ультразвуковая пропитка

Технологический процесс
Предварительная сушка T=1301400C,t=810 ч
Остывание до T=800C
Загрузка якоря в бак
Впуск лака
Включение ультразвуковых излучателей, выдержка в лаке, t=3060 мин
Выпуск лака
Сток излишков лака, t=1520 мин
Установка якоря на центробежный станок n= 300500 об/мин,t=35 мин
Загрузка якоря в циркуляционную печь 1) T=1101200C,t=23 ч
2) T=130 1400C, t=12 14 ч
10. Покрытие покровной эмалью ЭП-91
11. Сушка эмали в печи T=1301400C,t=45 ч
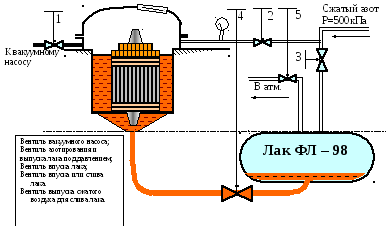
2. Вакуумно-нагнетательная пропитка
Технологический процесс
Предварительная сушка T=1301400C,t=810 ч
Загрузка якоря в бак
Проверка герметичности Р=500 кПа (вентиль 2)
Остывание до T=800C
Выпуск азота (вентиль 1)
Вакуумирование Р= - 60 90 кПа,t=1 ч
Впуск лака (вентиль 3)
Выдержка в лаке, t=1520 мин
Впуск сжатого азота Р=200 250 кПа (вентиль 2),t=1 ч
Выпуск лака
Сток излишков лака, Р= - 60 90 кПа,t=45 мин
Установка якоря на центробежный станок n= 300500 об/мин,t=35 мин
Загрузка якоря в циркуляционную печь 1) T=1101200C,t=23 ч
2) T=130 1400C, t=12 14 ч
14. Покрытие покровной эмалью ЭП-91
15. Сушка эмали в печи T=1301400C,t=45 ч
3. Компаундирование изоляции катушек полюсов
Технологический процесс
Предварительная сушка T=1601700C,t=810 ч
Загрузка полюсов в бак
Проверка герметичности Р=500 кПа (вентиль 2)
Прогрев до T=60700C
Выпуск азота (вентиль 1)
Вакуумирование Р= - 60 90 кПа,t=1 ч
Впуск компаунда (вентиль 3)
Выдержка в компаунде, t=1520 мин
Впуск сжатого азота Р=200 250 кПа (вентиль 2),t=1 ч
Выпуск компаунда
Сток излишков компаунда, Р= - 60 90 кПа,t=45 мин
Опрессовка
Загрузка полюсов в циркуляционную печь 1) T=1101200C,t=23 ч
2) запекание при T=1301400C,t=24 ч
Покрытие покровной эмалью ЭП-91
Сушка эмали в печи T=1301400C,t=45 ч

После пропитки катушки меняют свои габаритные размеры (разбухают), на них налипают куски компаунда. Поэтому на катушки перед пропиткой оборачивают стальными сетками (бандажами), которые после пропитки обдирают в горячем состоянии, полюса укладывают в стальные прессформы для опрессовки. После опрессовки полюса проверяют на межвитковые замыкания.
Сборка тяговых электрических машин и приемосдаточные испытания
Сборка тяговых электрических машин
1. Подготовительные операции перед сборкой ТЭД
1.1. Остов
- перед сборкой проверяют катушки на межвитковые замыкания, проверяют корпусную изоляцию полюсов;
- замеряют расстояние между полюсами, зазоры между сердечниками, толщину диамагнитных прокладок между дополнительными полюсами и остовом, сверяют с паспортными данными.
1.2. Якорь
- с помощью двойных мостов измеряют сопротивление обмотки якоря Rа;
- проверяют биение коллектора;
- выполняют поперечную и продольную балансировку якоря.
Допускаются отклонения Rа при КР и СР – 0,80,9%, при ТР – 0,9%; биение коллектора 0,070,08мм; небаланс допускается не более 2,5Н∙см.
2. Сборка тяговых электрических машин
- остов устанавливается на стенд-кантователь малым подшипниковым щитом вверх;
- нагревают горловину остова до Т=1301500С;
- запрессовывают подшипниковый щит в остов с натягом 0,070,15 мм, и зазором 0,15мм между остовом и буртом щита;
- закладывают смазку в подшипники, протирают все посадочные поверхности под якорь;
- поворачивают остов на 1800, устанавливают по уровню горизонтальность остова;
- в горловину остова опускают якорь, между полюсами и якорем устанавливают временные клинья, якорь освобождают;
- устанавливают траверсу в остов с пальцами под щеткодержатели, сжимают её и закрепляют;
- закладывают смазку в подшипники, второго подшипникового щита, протирают все посадочные поверхности под якорь;
- нагревают горловину остова до Т=1301500С;
- запрессовывают второй подшипниковый щит в остов с натягом 0,070,15 мм и с зазором 0,15мм;
- поворачивают остов на 900, проворачивают якорь от руки;
- снимают наружные крышки подшипниковых щитов и проверяю радиальный зазор в якорных подшипниках и биение наружных колец;
- проверяют биение коллектора (не более 0,18мм), зазоры между якорем и полюсами и окончательно затягивают подшипниковые щиты и наружные крышки;
- устанавливают щеткодержатели, снимают с коллектора защитный кожух, устанавливают щётки;
- осуществляют притирку щёток;
- устанавливают шапки моторно-осевых подшипников с натягом 0,070,15мм, окрашивают наружные детали;
- отправляют двигатель на испытательную станцию.
Приемосдаточные испытания
Приемо-сдаточным испытаниям подвергают каждую выпущенную или отремонтированную машину. Целью этих испытаний является установление исправности машины и соответствия ее параметров техническим данным машин того же типа и техническим условиям, определяемым ГОСТом.
Приемо-сдаточные испытания машины постоянного и пульсирующего тока выполняют по следующей программе:
а) измерение сопротивления обмоток при постоянном токе в практически холодном состоянии;
б) испытание на нагревание в течение 1ч или меньшего промежутка времени, если машина рассчитана на кратковременный режим (менее 1ч).
в) проверка частоты вращения и реверсирования при номинальных значениях напряжения, токов нагрузки и возбуждения (для электродвигателей);
г) испытание на повышенную частоту вращения;
д) проверка электрической прочности витковой изоляции;
е) проверка биения коллектора;
ж) проверка коммутации;
з) проверка сопротивления изоляции;
и) проверка электрической прочности изоляции между токоведущими частями и корпусом и между обмотками;
к) проверка уровня вибраций.
ГОСТ2582–81 предусматривает возможность расширения программы дополнительными испытаниями для конкретных типов машин по согласованию с заказчиком и утвержденных в установленном порядке.
Сборка колесно-моторного блока
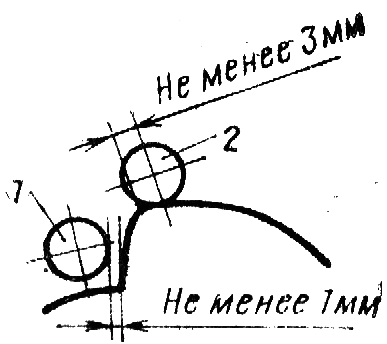
1. Выполняют подбор характеристик колесных пар и тяговых двигателей, и шестерен, расхождение характеристик допускается не более 3% для всех КМБ электровоза (МВПС), разница диаметров бандажей допускается не более 8мм.
2. Проверяется геометрия посадочных поверхностей валов якорей и шестерней:
- износ зубьев шестерни допускается не более 2мм;
- разность толщин зубьев и шестерни допускается не более 1мм;
3. Первой устанавливается правая шестерня (противоколлекторная):
- разогрев шестерни до 2000С;
- установка направляющей шпонки на вал якоря;
- натяг (напрессовка);
- фиксация шестерни фасонной гайкой.
4. Установка левой шестерни.
5. Установка двигателя шапками МОП вверх, установка вкладыша.
6. Установка колесной пары, шапок МОП и их предварительная фиксация.
7. Установка двигателя с КП в горизонтальное положение, затяжка болтов МОП.
8. Прокрутка КП вручную и от двигателя (притирка МОП).
9. Установка нижних кожухов, прокрутка КП, установка верхних кожухов.
10. Проверка радиальных и аксиальных зазоров КМБ.
Пропиточные вещества
Пропиточные лаки
Пропиточные лаки представляют собой растворы пленкообразующих веществ с добавлением сиккативов (катализаторы процесса высыхания), органических высыхающих масел (повышают морозостойкость и пластичность) и растворителей (органических и неорганических).
В качестве пленкообразующих веществ, составляющих основу лака, используют органические (натуральные) или синтетические смолы. По этому признаку лаки делят на две группы:
1 – Термопластичные – на основе натуральных (органических) смол;
2 – Термореактивные – на основе синтетических (неорганических или минеральных) смол.
1 группа термопластичных лаков:
Лаки – БТ-987; БТ-988; ГФ-95 (А или Г).
В качестве основыв лаках БТ используется нефтебитум,
в лаках ГФ – глифталевая смола.
В качестве пластификаторав лаках используется вареное льняное масло.
Растворители– толуол, ксилол или смесь их с уайт-спиритом, бензином.
Класс изоляции – А, В.
Достоинства:дешевизна, хорошие диэлектрические свойства, пластичность, водостойкость.
Недостатки: термопластичность, быстро стареют, огнеопасны, растворяются кислотами, щелочами, маслами.
2 группа термореактивных лаков:
Лак – ФЛ-98 (фенолоалкидный)
Основы:АК – алкидная группа 70%;
РБ – резольнобутанизированная группа 30%.
Растворители– ксилол с уайт-спиритом.
Класс изоляции – В, F.
Лак – ПЭ-933 (полиэфирно-эпоксидный)
Основы: ЭД-40 – эпоксидная смола 60%;
РБ – резольнобутанизированная группа 40%.
Растворители– этил-целузольд с ксилолом.
Класс изоляции – В, F.
Лак – КО-916, КО-916К (кремне-органические)
Основы: ЭД-40, ЭД-6, РБ
Кремний
Растворители– этил-целузольд с ксилолом.
Класс изоляции –F, Н.
Лак – BHD-9127, YP-9144 время сушки t= 23 ч, приT=1201400C
Класс изоляции – В, F.
Достоинства:обладают термостойкостью, хорошие диэлектрические свойства, дугостойки, водостойкость, не растворяются кислотами, щелочами, маслами.
Недостатки: непластичны, дорогие, не позволяют изъять обмотку из паза.
Сушка всех лаков осуществляется в два этапа:
1 – удаление летучих веществ T=1101200C,t=23 ч
2 – запекание и полимеризация при T=1301400C,t= 1214 ч (для лаков КО –T= 1801900C,t= 1618 ч)
Пропиточные компаунды
Пропиточные компаунды в отличие от лаков содержат однородную 100% основу без наполнителей (растворителей) и делятся на термопластичные – на основе натуральных (органических) композиций и термореактивные на основе синтетических композиций.
1группа термопластичные компаунды:
Компаунд 225Д
Основа: нефтебитум марки «Г» 28%;
канифоль 12%;
полимеризованное льняное масло 60%.
Растворители– растворитель 225Р.
Класс изоляции – В, F.
Достоинства:дешевизна, хорошие диэлектрические свойства, пластичность, водостойкость.
Недостатки: термопластичность, быстро стареют, огнеопасны, растворяются кислотами, щелочами, маслами.
2группа термореактивные компаунды:
Компаунды ЭМТ1, ЭМТ2
Основа:эпоксидная композиция ЭД22, ЭД20;
Отвердитель: МТФА.
Класс изоляции – F, Н.
Достоинства:обладают термостойкостью, хорошие диэлектрические свойства, дугостойки, водостойкость, не растворяются кислотами, щелочами, маслами.
Недостатки: непластичны, дорогие, трудоемки при демонтаже.
Покровные эмали
Применяются для создания защитной пленки на поверхности изоляции и защиты её от механических и атмосферных воздействий.
1группа термопластичные эмали:
Глифталевые эмали
ГФ92-ХС – серая (воздушная сушка);
ГФ92-ХК – красная (воздушная сушка);
ГФ92-ГС – серая (сушка при Т= 1001150С).
Нитро-целлюлозные НЦ-929 – розовая (воздушная сушка).
2группа термореактивные эмали:
Кремнеорганические
КО-991 (сушка при Т= 1001150С);
КО-918 (воздушная сушка).
Полиэфирно-эпоксидная ПКЭ-224 (сушка при Т= 1001150С).
Эпоксидная эмаль ЭП-91 (1 ступень сушка при Т= 1000С,t= 2ч.;
2 ступень сушка при Т= 1500С,t= 3ч.)
Герметики
Применяются для заполнения пустот в изоляции
Силиконовый эластомер «PTV», «Эластосил-11-01 и 11-06» и другие высокотемпературные, электроизоляционные отечественные и импортные герметики и водостойкие наполнители.
Текущее содержание и ремонт тяговых трансформаторов
Ремонтный цикл
1 – Осмотр.
2 – Ревизия без разборки.
3 – Капитальная ревизия с разборкой.
1. Осмотр трансформаторов выполняется:
в эксплуатации – локомотивными бригадами;
во время ТО2, мастерами комплексных бригад ПТОЛ.
Особое внимание во время осмотра уделяется:
1) корпусу трансформатора – внешнему состоянию, нагреву, течам масла, системе охлаждения, креплению крышки;
2) изоляторам – выявление трещин, сколов, нагрев, креплению выводов и шин к выводам;
3) состоянию масла – уровню и цвету;
4) обмоткам – сопротивлению обмоток и изоляции.
2. Ревизия без разборки выполняется:
во время ТР1 и ТР2 – мастерами трансформаторного отделения.
Во время ревизии особое внимание уделяется:
1) корпусу трансформатора – нагреву, течам масла по сварным швам, очистка системы охлаждения, проверка давления в системе циркуляции масла, креплению крышки;
2) изоляторам – выявление трещин, сколов, нагрев, креплению выводов и шин к выводам, очистка изоляторов;
3) состоянию масла – по анализу хим. лаборатории;
4) обмоткам – сопротивлению обмоток и изоляции, проверка межвитковой изоляции.
3. Капитальная ревизия с разборкой выполняется:
во время ТР3, СР – мастерами трансформаторного отделения;
во время КР – бригадами трансформаторного участка завода.
Во время текущего (ТР3) и среднего ремонта выполняется:
1) очистка корпуса трансформатора;
2) слив масла и выем сердечника трансформатора;
3) сушка масла;
4) очистка обмоток и керна, замена деревянных деталей, перетяжка бандажей обмоток;
5) замена мена изоляторов (СР);
6) проверка сопротивления обмоток и изоляции, проверка межвитковой изоляции;
7) сборка и испытания.
Во время капитального ремонта выполняется:
1) очистка и ремонт корпуса трансформатора;
2) слив масла и выем сердечника трансформатора;
3) замена масла;
4) замена обмоток, изоляции, изоляторов и деревянных деталей;
5) замена маслонасоса;
5) сборка и испытания.
Требования, предъявляемые к трансформаторному маслу
В тяговых трансформаторах применяется масла марок Ткп и Т-750, имеющие следующие характеристики:
- диэлектрическая прочность 35кВ/мм;
- кинематическая вязкость не более 28∙10-6м2/с;
- температура вспышки не более 1350С;
- температура застывания не ниже -450С для Ткп и -550С для Т-750;
- удельная теплоемкость 1,8кДж;
- удельная теплопроводность 0,0015Вт/(см∙0С);
- температурный коэффициент объемного расширения 0,00065град-1.
Химическая лаборатория при ТР и СР проверяет следующие параметры масла:
1 – Диэлектрическая прочность 14кВ/мм при СР и 10кВ/мм при ТР;
2 – Тангенс угла диэлектрических потерь tgδ≤ 0,02;
3 – Наличие в масле воды, углерода и механических примесей;
4 – Кислотное число – не более 0,025мгр/л;
5 – Температуру вспышки не более 1350С;
6 – Зольность не более 0,005%.
15 пп. – сокращенный хим. анализ для ТР,
16 пп. – полный хим. анализ для СР и КР.


Ревизия силовых преобразователей ЭПС переменного тока в депо
Ремонтный цикл
1 – Осмотр.
2 – Ревизия без разборки.
3 – Капитальная ревизия с разборкой.
1. Осмотр выпрямительных установок, ВИПов и ВУВов выполняется:
в эксплуатации – локомотивными бригадами;
во время ТО2, слесарями комплексных бригад ПТОЛ.
Особое внимание во время осмотра уделяется:
1) состоянию жил – внешнему состоянию, нагреву, охладителям;
2) изоляторам – выявление трещин, сколов;
3) состоянию реакторов.
2. Ревизия без разборки выполняется:
во время ТР1 и ТР2 – слесарями отделения.
Во время ревизии выполняют следующие операции:
1) очистка вентилей, изоляторов, шин от пыли и грязи, выявление трещин и сколов на вентилях, проверка на нагрев, состояние выводов;
2) проверка выпрямительных установок на пробой и отжиг плеч вентилей;
3) очистка реакторов, проверка RC цепочек и управляющих электродов тиристоров на целостность.
3. Капитальная ревизия с разборкой выполняется:
во время ТР3, СР – мастерами отделения;
во время КР – бригадами специализированного участка завода.
Во время капитальной ревизии выполняют:
1) демонтаж выпрямительных установок, демонтаж реакторов;
2) проверка вентилей на установке – снятие вольтамперных характеристик и группировка вентилей в плечи;
3) очистка реакторов, замена RC цепочек.
Проверка вольтамперных характеристик силовых полупроводниковых вентилей в депо
В локомотивных депо при СР и на заводах во время КР вентили сортируют в три группы по состоянию вольтамперных характеристик (ВАХ).
ВАХ снимается при температуре вентиля 200С и после прогрева вентиля до 1400С, отклонения от паспортных значений допускаются не более 0,02В.
Схема
определения прямой зависимости ВАХ Схема
определения обратной зависимости ВАХ




1 – исправный вентиль;
2 – старый вентиль с прогоревшими паяными соединениями;
3 – вентиль с перегретым n-pпереходом (t> 1400C);
4 – корпус вентиля потерял герметичность.
– корпус вентиля потерял герметичность.
Ремонт электрических аппаратов
Ремонт токоприемников
Ремонтный цикл
1 – Осмотр.
2 – Ревизия без разборки.
3 – Капитальная ревизия с разборкой.
1. Осмотр токоприемников выполняется:
в эксплуатации – локомотивными бригадами;
во время ТО2, слесарями комплексных бригад ПТОЛ.
Особое внимание во время осмотра уделяется:
1 – работе привода на подъём и опускание (47 с);
2 – осмотру поверхности полозов, толщине накладок (2,53 и 56 мм);
3 – состоянию шарниров и шунтов;
4 – состоянию подъёмных пружин;
5 – состоянию изоляторов, полиэтиленовых пневмотрубок и рамы.
2. Ревизия без разборки выполняется:
во время ТР1 и ТР2 – слесарями электроаппаратного отделения.
Особое внимание во время ревизии уделяется:
1 – те же работы по осмотру;
2 – состоянию кареток (их синхронное перемещение);
3 – ручная проверка на подъём (для П-5) и свободное перемещение подвижных рам, перекосу рам;
4 – опрессовка подшипников консистентной смазкой;
5 – снятие статической характеристики.
 Разница
величины нажатия полоза на контактный
провод при подъёме и опускании должна
быть не более 30 Н – в эксплуатации
и 15 Н после ТР.
Разница
величины нажатия полоза на контактный
провод при подъёме и опускании должна
быть не более 30 Н – в эксплуатации
и 15 Н после ТР.
3. Капитальная ревизия с разборкой выполняется:
во время ТР3, СР и КР – слесарями электроаппаратного отделения.
Во время ревизии выполняют:
1 – разборку токоприемника и очистка от краски (СР и КР);
2 – дефектировка и геометрический контроль рамы и отдельных узлов;
3 – ремонт или замена отдельных узлов.
Ремонт быстродействующих выключателей
Ремонтный цикл
1 – Осмотр.
2 – Ревизия без разборки.
3 – Капитальная ревизия с разборкой.
1. Осмотр БВ выполняется:
в эксплуатации – локомотивными бригадами;
во время ТО2, слесарями комплексных бригад ПТОЛ.
Во время осмотра проверяется:
1 – работоспособность аппарата (включение – выключение);
2 – внешний осмотр механизма, крепление кабелей;
3 – плотность пневмопривода на дутьё.
2. Ревизия без разборки выполняется:
во время ТР1 и ТР2 – слесарями электроаппаратного отделения.
Во время ревизии со съёмом дугогасительных камер выполняют:
1 – очистку дугогасительных камер;
2 – внешний осмотр механизма, крепление кабелей;
3 – зачистку силовых контактов с проверкой площади их прилегания, и площадь прилегания якоря к магнитопроводу;
4 – замер сопротивления изоляции и обмотки удерживающей катушки;
5 – диагностику аппарата – соответствие тока уставки номиналу косвенным методом с последующей регулировкой.
3. Капитальная ревизия с разборкой выполняется:
во время ТР3, СР и КР – слесарями электроаппаратного отделения.
Во время ревизии выполняют:
1 – предварительную диагностику и сравнение показателей с предыдущими;
2 – проверяют площадь прилегания якоря к магнитопроводу и главных контактов;
3 – разборку БВ;
4 – очистку дугогасительных камер восстановлением поверхности;
5 – ремонт и восстановление отдельных элементов, замена контактов;
6 – пропитку удерживающих катушек;
7 – сборка, испытание и настройка на стенде.


Ремонт главных выключателей
Ремонтный цикл
1 – Осмотр.
2 – Ревизия без разборки.
3 – Капитальная ревизия с разборкой (см. выше).
Ремонт групповых переключателей
Ремонтный цикл
1 – Осмотр.
2 – Ревизия без разборки.
3 – Капитальная ревизия с разборкой.
1. Осмотр переключателей выполняется:
в эксплуатации – локомотивными бригадами;
во время ТО2, слесарями комплексных бригад ПТОЛ.
Во время осмотра проверяется:
1 – работоспособность аппарата (включение – выключение, переключение);
2 – внешний осмотр механизма, крепление кабелей;
3 – плотность пневмопривода на дутьё.
2. Ревизия без разборки выполняется:
во время ТР1 и ТР2У – слесарями электроаппаратного отделения.
Во время ревизии со съёмом дугогасительных камер выполняют:
1 – очистку дугогасительных камер;
2 – внешний осмотр механизма, крепление кабелей;
3 – зачистку силовых контактов с проверкой площади их прилегания;
4 – замер сопротивления изоляции;
5 – диагностику аппарата – снятие диаграммы замыкания контакторов с последующей регулировкой.
3. Капитальная ревизия с разборкой выполняется:
во время ТР3, СР и КР – слесарями электроаппаратного отделения.
Во время ревизии выполняют:
1 – предварительную диагностику и сравнение показателей с предыдущими;
2 – проверяют площадь прилегания контактов;
3 – разборку аппарата;
4 – очистку дугогасительных камер восстановлением поверхности;
5 – ремонт и восстановление отдельных элементов, замена контактов;
6 – сборка, испытание и настройка на стенде.


Текущее содержание и ремонт аккумуляторных батарей
Срок службы батарей определяется остаточной емкостью и минимальным напряжением элементов.
Срок службы кислотных батарей - 23 года;
Срок службы щелочных батарей - 1015 лет.
Щелочные батареи: ЖН – железно-никилевые,
НК – никель-кадмиевые
Возможные дефекты:
- загрязнение электролита (выпадение в осадок окислов электродов, нарушение герметичности корпуса, перезаряд);
- появление следов окислов на поверхности элементов (нарушение герметичности корпуса, попадание влаги на поверхность корпуса элемента, долгий отстой батарея без заряда (саморазряд), выкипание электролита);
- разбухание корпуса батареи (повышенный заряд, высокая герметичность корпуса (закупоривание вентиляционных отверстий), скопление карбонатов при t>450С);
- повышенный саморазряд (выпадение в осадок шлаков, окислов электродов, корпуса).
Ремонтный цикл
1 – Осмотр
2 – Ревизия
3 – Промывочный ремонт
1. Осмотр выполняется:
в эксплуатации – локомотивными бригадами;
во время ТО2, слесарями комплексных бригад ПТОЛ.
Во время осмотра проверяют внешнее состояние.
2. Ревизия:
во время ТР1 и ТР2 – слесарями аккумуляторного отделения.
Во время ревизии выполняют следующие операции:
1) очистка элементов от пыли и грязи, проверка выводов;
2) проверка емкости элементов;
3) проверка уровня электролита (1520мм от поверхности);
4) проверка механических свойств чехлов, изоляции банок.
3. Промывочный ремонт выполняется:
во время ТР3, СР – слесарями аккумуляторного отделения;
Во время промывочного ремонта выполняют:
1) демонтаж аккумуляторных батарей;
2) работы по ревизии;
3) промывку элементов;
4) контрольный заряд-разряд.
Промывка элементов
Промывка элементов выполняется чистой дистиллированной водой 4 5 раз по 10 минут с последующей сушкой в течение 10 минут, после чего заливают свежий электролит, а для длительного хранения дистиллированную воду.
Контрольный заряд-разряд
Контрольный заряд выполняется током Iз=31А в течении t=6час.
Контрольный разряд выполняется током Iр=25А в течении t=5час.
Если у элемента во время контрольного разряда в течении 1часа упало напряжение до 1В – считается, что его емкость С менее 15% и он выбраковывается.
Остальным элементам производится заряд:
С = 1540% - усиленный заряд;
С > 40% - обычный заряд;
Батарея считается нормальной с С ≥ 65% или С ≥ 8285 Ач.
Зависимость термостойкости электролитов от температуры

1 Под термином «осмотр» следует понимать проверку положения, правильности установки, закрепления, взаимного расположения, целости, исправности, чистоты доступных для осмотра деталей, плотного прилегания электрических контактов и дугогасительных камер (со снятием дугогасительных камер, где это оговорено), действия механизма, наличия пломб и надписей в установленных местах, достаточности смазки трущихся деталей, отсутствия утечек сжатого воздуха. Обнаруженные при осмотре неисправности, дефекты, предельные износы должны быть устранены.
Под термином «ревизия» здесь и далее следует понимать проверку состояния деталей, недоступных для наружного осмотра и требующих для этого разборки узла, снятия кожухов, корпусов, крышек, подъемки кузова, вскрытия цилиндров и картеров. Обнаруженные при ревизии неисправности, дефекты, предельные износы должны быть устранены.