

1.6. Способы намагничивания
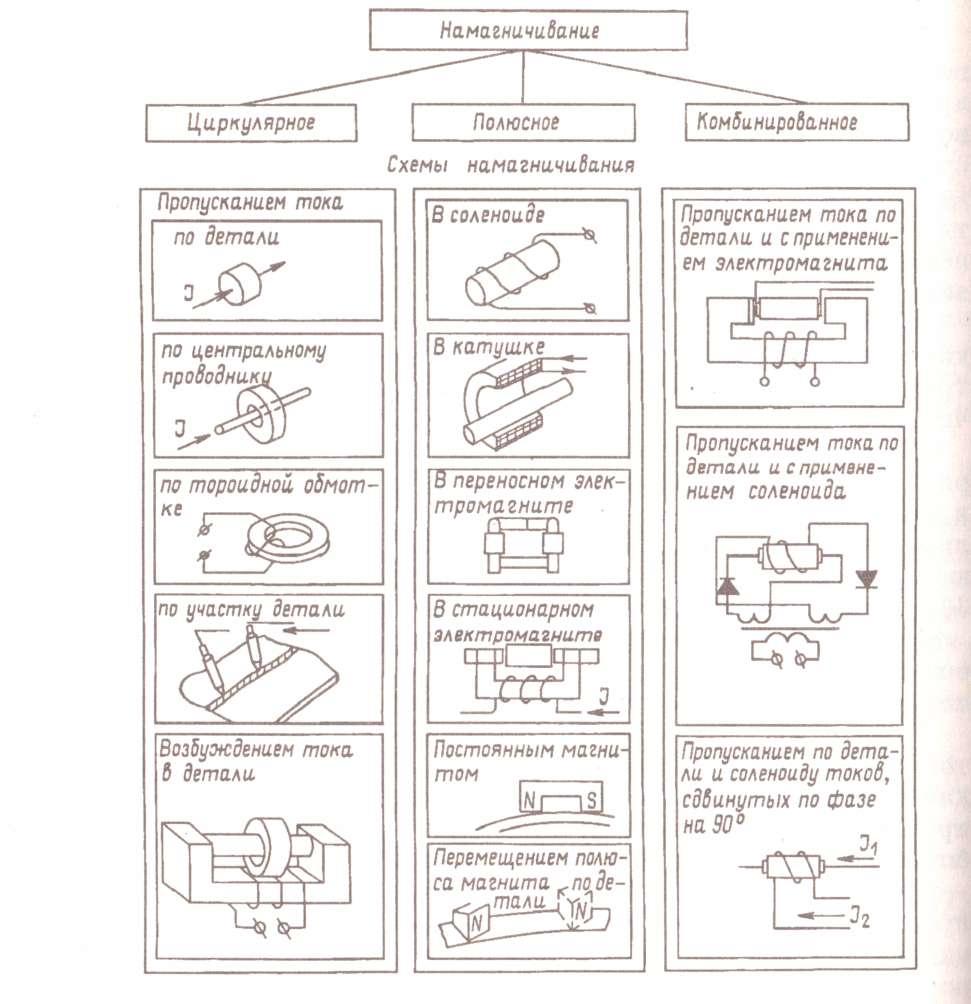
При магнитопорошковом контроле деталей применяют циркулярное, полюсное (продольное, поперечное) и комбинированное намагничивание.
Существует большое число схем циркулярного, полюсного и комбинированного намагничиваний:
пропусканием тока непосредственно по детали;
пропусканием тока по центральному проводнику, который продевают через полую деталь;
с применением тороидной обмотки;
пропусканием тока по участку детали с применением элек роконтактов ;
возбуждением индукционного тока в детали.
Некоторые из таких схем Приведены в таблице. 1.2.
Таблица 1.2.
Виды намагничивания
1.7. Виды токов, применяемых в магнитопорошковой дефектоскопии
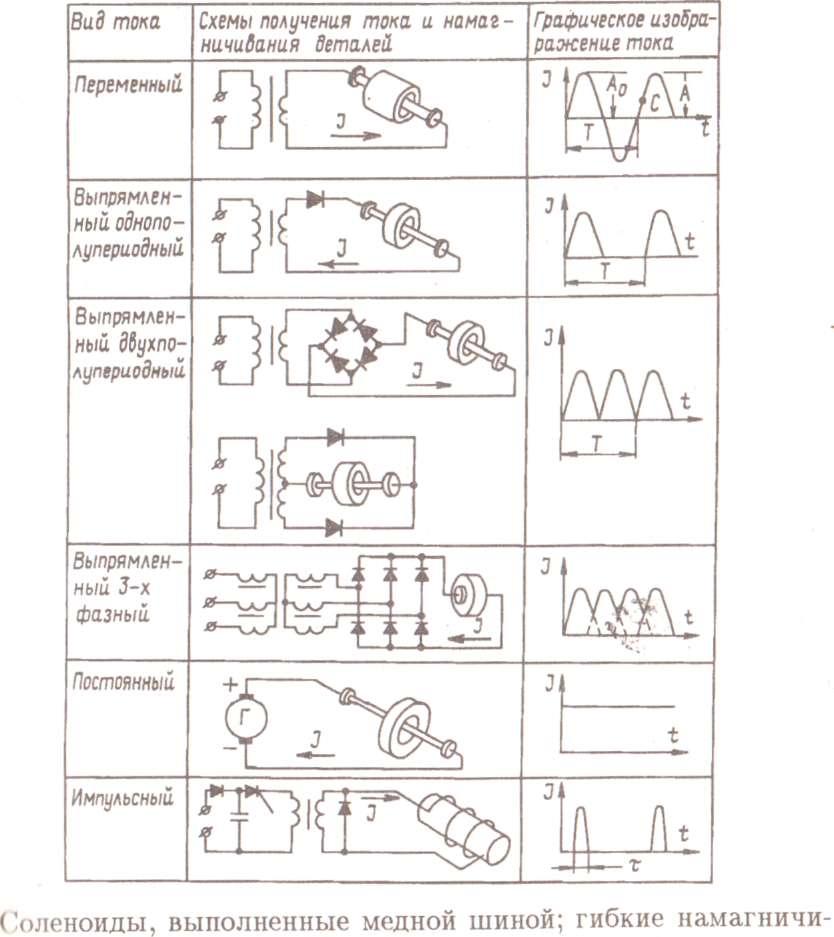
Для намагничивания и размагничивания деталей при магнитопорошковом контроле используют следующие виды токов (табл. 1.3):
переменный промышленной и повышенной частоты;
выпрямленный однополупериодный;
выпрямленный двухполупериодный;
выпрямленный 3-фазный;
постоянный;
импульсный.
Переменный, выпрямленные, постоянный токи используют для циркулярного, полюсного и комбинированного намагничивания. Импульсный ток обычно применяют для циркулярного и полюсного намагничивания.
Длительность пропускания тока при намагничивании с целью контроля на остаточной намагниченности составляет от не скольких мс до 0,5-1 с. При контроле способом приложенного поля ток пропускают либо непрерывно в течение всего процесс са намагничивания, нанесения суспензии и осмотра, либо - по программе «Ток-пауза».
При этом длительность тока составля ет 0,1-3с, а паузы - 1-5 с, т. е. ток является прерывистым. Такой прерывистый ток называют импульсным.
Таблица 1.3.
Виды токов для намагничивания и размагничивания деталей
1.8. Способы размагничивания деталей
Кроме намагничивания при магнитном контроле детали могут намагничиваться при электродуговой сварке, при случайном контакте с постоянным магнитом или электромагнитом, при близком нахождении аппарата от места грозового разряда. Детали, подвергающиеся вибрациям или знакопеременным нагрузкам, могут также намагнититься даже в слабом магнитном поле, например, в магнитном поле Земли. При вибрациях ослабляются силы трения между доменами и облегчается их ориентация в направлении внешнего поля, т. е. облегчается намагничивание.
Магнитные поля неразмагниченных деталей могут вызвать нежелательные последствия. Неразмагниченные детали могут нарушить правильный ход часов, вызвать значительные погрешности в показаниях компаса на летательном аппарате. В зазорах золотниковых пар могут накапливаться ферромагнитные продукты износа деталей и вызвать их заклинивание. При механической обработке плохо размагниченных заготовок стружка прилипает к резцу и снижает чистоту обработки поверхности детали. При электродуговой сварке неразмагниченных деталей дуга отклоняется магнитным полем, что снижает качество сварного шва.
В связи с такими возможными нежелательными последствиями детали тщательно размагничивают и проверяют качество их размагничивания.
Поскольку все детали находятся в магнитном поле Земли, то полного размагничивания достичь не предоставляется возможным. Детали размагничивают до уровня, при котором остаточная намагниченность не нарушает нормальной работы приборов, агрегатов, не оказывает влияния на технологический процесс.
Применяют следующие способы размагничивания деталей:
нагреванием детали до точки Кюри (для Fe =7700С);
однократным приложением встречно намагниченности детали магнитного поля такой напряженности, после уменьшения которой до нуля деталь оказывается практически размагниченной;
изменением тока намагничивания
воздействием на деталь полем уменьшающейся амплитуды от максимального значения до нуля при одновременном периодическом изменении его полярности.