

2.6. Методы ультразвуковой дефектоскопии Классификация методов ультразвукового контроля
Из большого многообразия методов акустического контроля (ГОСТ 23829-85) для дефектоскопирования наибольшее распространение получили (Рис 2.7.):
Эхо-метод;
Зеркальный;
Теневой;
Зеркально-теневой;
Дельта-метод.
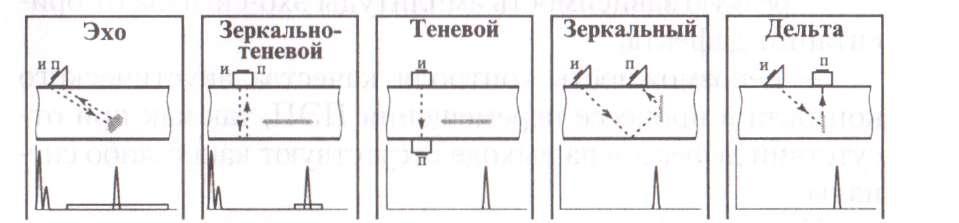
Рис 2.7. Методы ультразвуковой дефектоскопии
Эхо-метод ультразвукового контроля
Эхо-метод ультразвуковой дефектоскопии основан на излучении в контролируемое изделие коротких зондирующих импульсов и регистрации эхо-сигнала, отраженного от дефекта. Временной интервал между зондирующим и эхо-импульсами пропорционален глубине залегания дефекта, а амплитуда, в определенных пределах, отражающей способности (размеру) дефекта.
К преимуществам эхо-метода относятся:
односторонний доступ к изделию;
относительно большая чувствительность к внутренним дефектам;
высокая точность определения координат дефектов.
К недостаткам эхо-метода можно отнести:
низкую помехоустойчивость к поверхностным отражателям;
резкую зависимость амплитуды эхо-сигнала от ориентации дефекта;
невозможность контроля качества акустическог контакта в процессе перемещения ПЭП, так как при о сутствии дефектов на выходе отсутствуют какие-либо сигналы.
Несмотря на указанные недостатки, эхо-метод является наиболее распространенным методом ультразвуковой дефектоскопии деталей подвижного состава. С помощью этого метода обнаруживают более 90% дефектов.
Отличительной особенностью метода является то, что при контроле изделий регистрируются и анализируются практически все сигналы, приходящие из изделия после излучения зондирующих колебаний.
Поэтому при контроле изделий с плоскопараллельными поверхностями возможен одновременный прием эхо-сигналов как от дефекта, так и от противоположной поверхности (рис. 2.8.). Причем временное положение эхо-сигнала от дефекта относительно зондирующего импульса пропорционально глубине h его залегания
![]()
где с – скорость распространения ультразвуковых колебаний в изделии

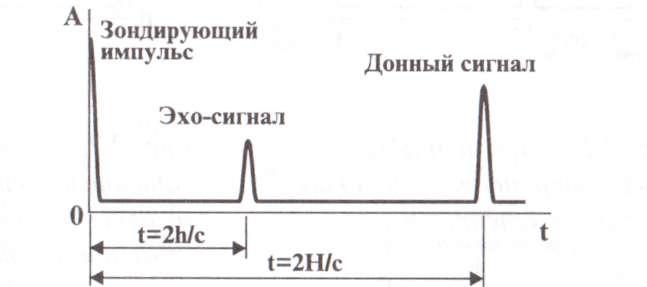
Рис. 2.8. Формирование эхо- и донного сигналов
Амплитуда эхо-импульса сложным образом зависит от величины дефекта, свойств его поверхности и его ориентации, а также затухания ультразвуковой волны в изделии и расстояния до дефекта
Естественно, интервал времени между зондирующим импульсом и эхо-сигналом от противоположной (донной) поверхности пропорционален высоте Н изделия.
Сигнал от противоположной поверхности может отсутствовать при следующих ситуациях:
донная поверхность не параллельна поверхность ввода ультразвуковых колебаний;
дефект имеет значительный размер, полностью перекрывающий звуковой пучок
высота (толщина) изделия настолько велика, что вследствие затухания ультразвуковых колебаний амплтуда эхо-сигнала от противоположной поверхности имеет очень малую величину.
Если дефект имеет протяженность, то его границы, определенные эхо-импульсным методом, также могут отличаться от истинных. В связи с этим в ультразвуковой дефектоскопии используют понятие условный размер дефекта.
Для обнаруженного эхо-импульсным методом дефекта можно измерить три условных размера:
условную ширину ΔХ;
условную высоту ΔН;
условный размер по длине изделия ΔL.