

2.8. Проведение контроля
П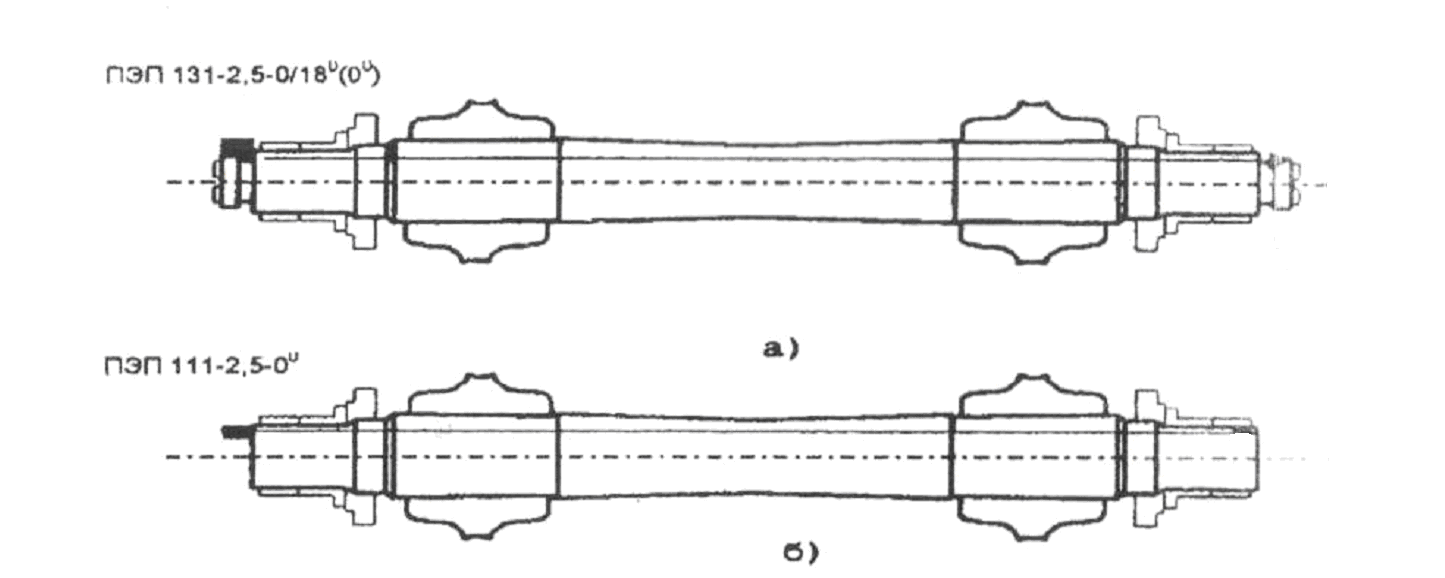 ри
проведении контроля осей на
«прозвучиваемость» решение о браковки
принимают, по факту снижения амплитуды
«донного» сигнала ниже браковочного
уровня.
ри
проведении контроля осей на
«прозвучиваемость» решение о браковки
принимают, по факту снижения амплитуды
«донного» сигнала ниже браковочного
уровня.
Рис 2.13. Акустическая схема контроля осей типа РУ-1 (а) и РУ-1Ш (б) на «прозвучиваемость»

а)
б)
Рис 2.14. Дефектограммы годной (а) и негодной (б) оси
Оборудование и оснастка: универсальный ультразвуковой дефектоскоп, набор прямых и наклонных искателей (преобразователей), контрольный (стандартный) образец, комплект рабочих образцов, иммерсионная жидкость.
Порядок выполнения работы
Изучить теоретические основы методов ультразвуковой дефектоскопии, принцип действия и устройство универсального ультразвукового дефектоскопа с кратким изложением материала в отчете.
Изучить органы управления используемого универсального дефектоскопа УД2-102 «Пеленг» и провести его тестирование на контрольном образце в соответствии с инструкцией по эксплуатации.
Изучить методику проведения работ по поиску дефектов в выданном рабочем образце.
Провести контроль выданного преподавателем рабочего образца эхо-методом на наличие в нем несплошностей с установлением координат их расположения по длине образца.
Зарисовать рабочий образец со схемой расположения дефектов в отчете по лабораторной работе.
Лабораторная работа №3 методы и аппаратура вихретокового контроля деталей
Цель работы: изучить Принципы и методы вихретокового дефектоскопирования
Теоретические сведения
Вихретоковый неразрушающий контроль - неразрушающий контроль, основанный на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых в объекте контроля этим полем.
3.1. Электромагнитное поле
В основе вихретокового метода контроля лежит взаимодействие внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля этим полем. В качестве источника электромагнитного поля чаще всего используется индуктивная катушка, которая встроена в вихретоковый преобразователь (вихретоковый датчик). Ток, действующий в катушке вихретокового преобразователя, создает электромагнитное поле, которое возбуждает вихревые токи в исследуемом металлическом объекте. Электромагнитное поле вихревых токов воздействует на катушку преобразователя и наводит в ней ЭДС или изменяет ее электрическое сопротивление. Сигнал с вихретокового датчика (преобразователя) поступает в электронный блок вихретокового прибора, и полученные данные преобразуются в значения толщины покрытия, электропроводности, размеры трещины и др.
Преимущества вихретокового метода контроля:
Отсутствие контактной жидкости между вихретоковым датчиком и объектом контроля (в отличие от ультразвукового метода);
Возможность измерения через зазор от долей миллиметров до нескольких миллиметров (без контакта преобразователя и объекта);
Высокая чувствительность к микроскопическим дефектам, расположенным непосредственно на поверхности либо близко к поверхности контролируемого металлического объекта (подповерхностные дефекты).
Высокая точность и повторяемость выявления дефектов;
Высокая скорость контроля;
Минимальные требования к состоянию поверхности;
Возможность контроля покрытий и через покрытия;
Возможность контроля объектов со сложной геометрией, мест трудного доступа;
Вихретоковый метод не представляет опасности здоровью оператора.
Простота конструкции преобразователя - еще одно преимущество ВТМ. В большинстве случаев катушки помещают предохранительный корпус и заливают компаундами. Благодаря этому они устойчивы к механическим и атмосферным воздействиям, могут работать в агрессивных средах в широком интервале температур и давлений.
ВТМ основаны на возбуждении вихревых токов, а поэтому применяются в основном для контроля качества электропроводящих объектов: металлов, сплавов графита полупроводников благоприятных условиях контроля и малом влиянии мешающих факторов удается выявить трещины глубиной 0,1 мм, протяженностью 12 мм (при использовании накладного преобразователя) или протяженностью около 1 мм и глубиной 15% от диаметра контролируемой проволоки или прутка (при использовании проходного преобразователя).
ВТМ позволяют успешно решать задачи контроля размеров изделий. Этими методами измеряют диаметр проволоки, прутков и труб, толщину металлических листов и стенок труб при одностороннем доступе к объекту, толщину электропроводящих (например, гальванических) и диэлектрических (например, лакокрасочных) покрытий на электропроводящих основаниях, толщину слоев многослойных структур, содержащих электропроводящие слои. Измеряемые толщины могут изменяться в пределах от микрометров до десятков миллиметров. Для большинства приборов погрешность измерения 25%. Минимальная площадь зоны контроля может быть доведена до 1 мм2, что позволяет измерить толщину покрытия на малых объектах сложной конфигурации. С помощью ВТМ измеряют зазоры, перемещения и вибрации в машинах и механизмах.
Структурное состояние металлов и сплавов влияет на их электрические и магнитные характеристики. Благодаря этому оказывается возможным контролировать не только однородность химического состава, но и структуру металлов и сплавов, а также определять механические напряжения. Широко применяют вихретоковые измерители удельной электрической проводимости и другие приборы для сортировки металлических материалов и графитов по маркам (по химическому составу). С помощью вихретоковых приборов контролируют качество термической и химикотермической обработки деталей, состояние поверхностных слоев после механической обработки (шлифование, наклеп), обнаруживают остаточные механические напряжения, выявляют усталостные трещины в металлах на ранних стадиях их развития и т.д.
Классификация и применение вихретоковых преобразователей (ВТП). По рабочему положению относительно объекта контроля преобразователи делят на проходные, накладные и комбинированные.
Накладные ВТП обычно представляют собой одну или несколько катушек, к торцам которых подводится поверхность объекта (рис. 3.1.). Катушки таких преобразователей могут быть круглыми коаксиальными (рис. 3.1а), прямоугольными (рис. 3.1б), прямоугольными крестообразными (рис. 3.1в), с взаимно перпендикулярными осями (рис. 3.1г) и др.


Рис.3.1. Накладные преобразователи с сердечниками: а - цилиндрическим; б - прямоугольным; в - полуброневого типа; г - в виде полутороида
Накладные преобразователи выполняют с ферромагнитными сердечниками или без них. Благодаря ферромагнитному сердечнику (обычно ферритовому) несколько повышается абсолютная чувствительность преобразователя и уменьшается зона контроля за счет локализации магнитного потока. На рис. 3.2 приведены некоторые типы преобразователей с сердечниками. Здесь 2R - эквивалентный геометрический параметр ВТП, входящий в формулу для определения обобщенного параметра контроля.
Проходные ВТП целят на наружные, внутренние, погружные. Отличительная особенность проходных ВТП в том, что в процессе контроля они проходят либо снаружи объекта, охватывая его либо внутри объекта, либо погружаются в жидкий объект. Обычно проходные ВТП имеют однородное магнитное поле в зоне контроля, в результате чего радиальные смещения однородного объекта контроля не влияют на выходной сигнал преобразователя. Для этого длина L возбуждающей обмотки должна не менее чем в 3-4 раза превышать ее диаметр D, а длина Ly измерительной обмотки, размещенной в середине возбуждающей обмотки, должна быть значительно меньше длины последней.
Комбинированные преобразователи представляют собой комбинацию накладных и проходных ВТП.


Рис 3.2. Проходной преобразователь
Ток создает вокруг катушки переменное магнитное поле, которое наводит в ней электродвижущую силу (ЭДС) самоиндукции. При размещении ВП на поверхности детали указанное поле возбуждает в элетропроводном поверхностном слое вихревые токи. Вихревые токи создают собственное поле, которое наводит в катушке вихретоковую (стороннюю) ЭДС. Складываясь, обе ЭДС формируют на катушке результирующее напряжение. Так как на дефектной и бездефектной поверхностях вихревые токи имеют разную величину, измеряя амплитуду и (или) фазу результирующего напряжения, можно судить о том, есть или нет в детали дефект.
Дефекты обнаруживаются в той части детали, по которой протекают вихревые токи. Если катушка ВП имеет цилиндрическую форму и приложена к детали торцевой частью, возбуждаемый ею вихревой ток течет по окружности, диаметр которой равен диаметру катушки. Глубина проникновения вихревых токов в деталь меняется в пределах от долей миллиметра до нескольких миллиметров. Она зависит от частоты возбуждающего тока, электропроводности и магнитной проницаемости материала детали.
Порог чувствительности вихретокового дефектоскопа определяется минимальной глубиной трещины, которая может выявляться с заданными вероятностями ошибок. К ошибкам относятся пропуск и ложное обнаружение дефектов. Ошибки обусловлены помехами.
К помехам относятся:
шероховатость поверхности детали;
локальные изменения электромагнитных свойств металла;
изменение зазора между ВП и металлической поверхностью детали;
изменение кривизны контролируемой поверхности и т.п.
Порог чувствительности зависит от способа обработки сигналов ВП.