

![]()
Исследование силовых характеристик при токарной обработке
Цель работы: Исследование зависимостей составляющих силы резания от параметров режима резания и геометрии режущей части инструмента.
Практическая часть
Для выполнения практической части используется прикладная программа «Точение», которая находится на компакт-диске в конце книги, а ее главный интерфейс представлен на рис.1.6.

Рис.1.6. Главный интерфейс прикладной программы “Точение”
Инструкции и пояснения к работе с прикладной программой появляются на дополнительном интерфейсе при нажатии кнопки Help.
На главном интерфейсе в окнах 1 и 2 выбираются материал инструмента и заготовки соответственно. На анимационном поле изображены векторы силы P резания и ее составляющих, а на осциллографе – осциллограммы составляющих силы резания. При изменении любых геометрических параметров режущей части инструмента соответствующие изменения отображаются на анимационном поле прикладной программы.
В основу прикладной программы положена обобщенная математическая модель (1.13), которая отображает зависимость составляющих силы резания от глубины H резания, продольной подачи S, скорости резания V, геометрических параметров режущей части, а именно: переднего угла ; главного угла в плане и угла наклона режущей кромки. Влияние других геометрических параметров режущей части, а именно: заднего угла и вспомогательного угла 1 в плане является несущественным и в математических моделях не учитывается, хотя на графическое изображение их влияние сохранено.
Таким образом, адекватность моделирования ограничивается тем, что в математической модели проигнорированы процессы изнашивания режущего инструмента, статические и динамические характеристики ТОС, случайные возмущения, тепловые явления и т.п.
В соответствии с вариантом индивидуального задания для выполнения лабораторной работы необходимо разработать методику исследования изменения составляющих силы резания с учетом диапазонов изменения параметров процесса обработки, которые поддерживаются программой.
Глубина резания изменяется в диапазоне H = 0,2…4,0 мм с дискретностью 0,1 мм; продольная подача – S = 0,05…0,5 мм/об с дискретностью 0,01 мм/об; скорость резания – V = 10…200 м/мин с дискретностью 1 м/мин; главный угол в плане – = 30…90º; передний угол – = 0…15º; угол наклона режущей кромки – = -5…5º, все с дискретностью 1º. Вспомогательный угол в плане 1 в исследованиях принимается неизменным и выбирается в диапазоне 1 = 30-45-60º.
Для всех вариантов индивидуального задания, условия которых приведены в табл.1.5, необходимо провести экспериментальные исследования с целью установления зависимостей составляющих PZ, PY, PX силы резания от переменных параметров.
В четных вариантах задания переменными параметрами процесса обработки являются глубина резания, скорость резания и передний угол инструмента, соответственно неизменными – подача, главный угол в плане и угол наклона режущей кромки.
В нечетных вариантах задания переменными параметрами процесса обработки являются подача, главный угол в плане и угол наклона режущей кромки, соответственно неизменными – глубина резания, скорость резания и передний угол.
Исследование влияния переменных параметров на составляющие силы резания выполняется по "классической" методике однофакторных экспериментов, а именно, последовательные изменения одного параметра производятся при неизменных значениях всех других параметров. Диапазоны изменения параметров, в функции которых выполняются исследования, приведены выше. Результаты выполненных исследований необходимо занести в таблицы экспериментальных данных, по которым построить соответствующие графики зависимостей составляющих силы резания от заданных переменных параметров процесса обработки.
Порядок выполнения лабораторной работы целесообразно рассмотреть на примере, исходные данные для которого приведены в табл.1.1.
Таблица 1.1. Исходные данные примера
|
Материал |
1, град |
H, мм |
V, м/мин |
, град |
S, мм/об |
, град |
, град | |
|
заготовка |
инструмент | |||||||
|
Чугун СЧ20 |
ВК8 |
30 |
1,5 |
100 |
9 |
0,25 |
60 |
-5 |
Пусть, в соответствии с заданием нужно определить экспериментальные зависимости составляющих силы резания от глубины резания, главного угла в плане и переднего угла резца.
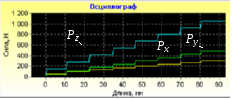
Перед активацией прикладной программы подготовить таблицы экспериментальных данных, где указать конкретные цифровые величины параметров, в функции которых будут проводиться исследования. При этом необходимо ориентироваться на рекомендованные диапазоны и шаги изменения параметров. После активации программы ввести исходные данные, установить первое значение изменяемого параметра и последовательно провести запись осциллограмм составляющих силы резания для всего запланированного диапазона. На рис.1.7 представлен интерфейс прикладной программы в конце эксперимента по определению зависимости составляющих силы резания от главного угла в плане резца.
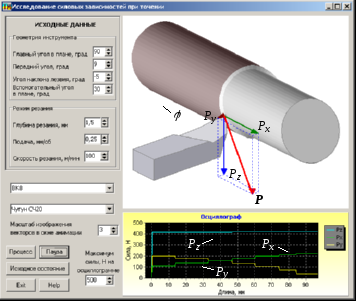
Рис. 1.7. Интерфейс программы в конце исследования
При проведении экспериментов удобно пользоваться следующей методикой. После нажатия кнопки «Процесс» и записи определенного участка осциллограмм, достаточного для точного измерения, нажать кнопку «Пауза», изменить параметр, в функции которого проводятся исследования и снова нажать кнопку «Процесс» и т.д.
На интерфейсе рис.1.7 введены исходные данные в соответствии с заданием (смотри табл. 1.1), а на осциллограмме можно видеть 7 участков записи составляющих силы резания, которые отвечают данным таблицы 1.2.
Таблица 1.2. Зависимость составляющих силы резания от
|
№ |
, град |
Pz, H |
Py, H |
Px, H |
|
1 |
30 |
416 |
198 |
107 |
|
2 |
40 |
417 |
180 |
135 |
|
3 |
50 |
417 |
158 |
160 |
|
4 |
60 |
418 |
133 |
181 |
|
5 |
70 |
418 |
105 |
199 |
|
6 |
80 |
419 |
73 |
212 |
|
7 |
90 |
419 |
38 |
222 |
Аналогично провести эксперимент по определению зависимостей составляющих силы резания от глубины H резания и переднего угла резца. Результаты исследований зафиксированы на осциллограммах рис.1.8, где также представлены все семь участков осциллограммы, а соответствующие экспериментальные данные по точным измерениям осциллограмм с использованием функции увеличения виртуального осциллографа (используйте функцию Help) представлены в табл.1.3 и табл.1.4.
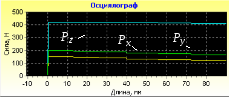
а) б)
Рис.1.8. Осциллограммы зависимости составляющих силы резания от:
а) - глубины резания, б) – переднего угла инструмента
Таблица 1.3. Зависимость составляющих силы резания от глубины H
|
№ |
H, мм |
PZ, Н |
PY, Н |
PX, Н |
№ |
H, мм |
PZ, Н |
PY, Н |
PX, Н |
|
1 |
0,5 |
152 |
51 |
63 |
5 |
2,5 |
678 |
202 |
305 |
|
2 |
1,0 |
285 |
98 |
117 |
6 |
3,0 |
805 |
236 |
365 |
|
3 |
1,5 |
418 |
134 |
181 |
7 |
3,5 |
932 |
269 |
426 |
|
4 |
2,0 |
549 |
168 |
243 |
8 |
4,0 |
1058 |
302 |
485 |
Таблица 1.4. Зависимость составляющих силы резания от угла
|
№ |
, град |
PZ, Н |
PY, Н |
PX, Н |
№ |
, град |
PZ, Н |
PY, Н |
PX, Н |
|
1 |
0 |
420,5 |
151 |
200 |
4 |
9 |
418 |
134 |
181 |
|
2 |
3 |
420,4 |
145 |
194 |
5 |
12 |
415 |
127 |
174 |
|
3 |
6 |
419,5 |
140 |
188 |
6 |
15 |
412 |
121 |
166 |
По результатам экспериментальных исследований построены графики соответствующих зависимостей (рис.1.9 – рис.1.11). Графики экспериментальных зависимостей удобно строить с использованием пакета Exсel по данным таблиц.
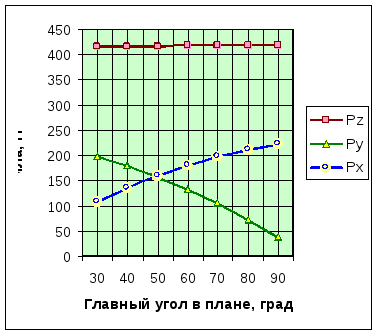
Рис.1.9. Зависимость составляющих силы резания от угла в плане
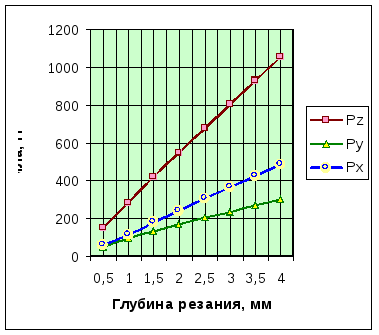
Рис.1.10. Зависимость составляющих силы резания от глубины H
Анализ экспериментальных зависимостей позволяет сделать следующие выводы, которые соответствуют исследованному диапазону режима резания для приведенных в примере материалов инструмента и заготовки:
Увеличение главного угла резца в плане почти не изменяет силу резания, составляющая Pz не изменяется, составляющая Py уменьшается, а составляющая Px увеличивается. Такие изменения будут вызывать соответствующие изменения составляющих погрешности обработки, вызванных упругими деформациями ТОС.
Увеличение глубины резания вызывает пропорциональное увеличение силы резания и ее составляющих почти по линейному закону.
Увеличение угла наклона главной режущей кромки вызывает уменьшение силы резания и всех ее составляющих. Это свидетельствует об улучшении условий стружкообразования и уменьшении энергетических затрат на снятие припуска.
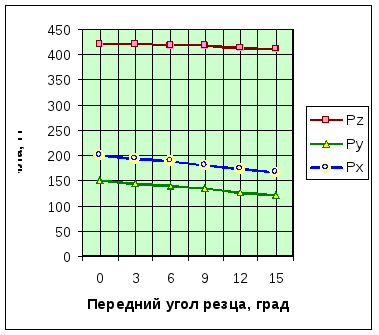
Рис.1.11. Зависимость составляющих силы резания от угла