

8.5. Штуцера, люки, укрепляющие кольца
8.5.1. Патрубки штуцеров и люков сосудов из двухслойных сталей могут быть изготовлены:
из двухслойной стали той же марки или того же класса;
с коррозионно-стойкой наплавкой внутренней поверхности патрубка;
с применением облицовочных гильз.
Толщина наплавленного слоя должна быть не менее 3 мм после механической обработки и не менее 5 мм при наличии требований по межкристаллитной коррозии. Толщина облицовки должна быть не менее 3 мм.
Патрубки штуцеров сосудов из двухслойной стали с основным слоем из углеродистой или марганцевокремнистой стали и плакирующим слоем из хромистой коррозионно-стойкой стали или хромоникелевой аустенитной стали допускается изготавливать из хромоникелевой аустенитной стали при соблюдении следующих условий:
условный проход патрубка не более 100 мм, расчетная температура не более 400 °С независимо от режима работы сосуда;
условный проход патрубка не более 200 мм, расчетная температура не более 250 °С и режим работы сосуда непрерывный или периодический с количеством циклов не более 1000.
8.5.2. Торцы патрубков штуцеров и люков из двухслойной стали и швы приварки их к корпусу необходимо защищать от корродирующего действия среды наплавкой или накладкой. Толщина наплавленного слоя должна быть не менее указанной в п. 8.5.1. Толщина накладок должна быть не менее 3 мм.
8.5.3. Отверстия и разделка кромок при установке бобышек, штуцеров и люков на продольных швах цилиндрических и конических частей корпусов и сварных швах выпуклых днищ, сосудов из хромомолибденовых сталей следует выполнять механическим способом.
8.5.4. При установке штуцеров и люков:
позиционное отклонение (в радиусном измерении) осей штуцеров и люков допускается не более ±10 мм;
отклонения диаметров отверстий под штуцера и люки должны быть в пределах зазоров, допускаемых для сварных соединений;
оси отверстий для болтов и шпилек фланцев не рекомендуется совмещать с главными осями сосудов и следует располагать симметрично относительно этих осей, при этом отклонение от симметричности допускается не более ±5°;
отклонение по высоте (вылету) штуцеров допускается не более ±5 мм.
8.5.5. Для контроля на герметичность при наличии облицовочной гильзы необходимо предусмотреть контрольное отверстие с резьбой М10.
8.5.6. При приварке к корпусу сосуда бобышек, патрубков штуцеров и люков, укрепляющих колец минимальное расстояние N между краем шва корпуса и краем шва приварки детали (рис. 8.4) принимается в соответствии с требованиями п. 8.9.6.
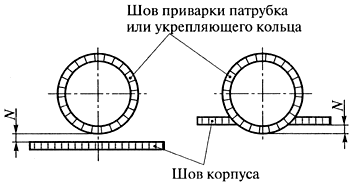
Рис. 8. 4. Схема определения расстояния между краем шва корпуса и краем шва приварки детали
8.5.7. Укрепляющие кольца допускается изготавливать из частей, количество которых обосновывается проектом. При этом сварные швы следует выполнять с проваром на полную толщину кольца. В каждом укрепляющем кольце или каждой его части, если сварка частей производится после установки их на сосуд, следует предусматривать не менее одного контрольного отверстия с резьбой М10. Контрольное отверстие следует располагать в нижней части кольца или полукольца по отношению к сосуду, устанавливаемому в проектное положение, и оставлять открытым.
8.5.8. Укрепляющие кольца должны прилегать к поверхности укрепляемого элемента. Зазор допускается не более 3 мм. Зазор контролируется щупом по наружному диаметру укрепляющего кольца.