

Конические днища (переходы)
8.3.14. У конических днищ (переходов) продольные и кольцевые швы смежных поясов могут располагаться непараллельно образующей и основанию конуса. При этом должны выполняться установленные проектом требования.
8.3.15. Утонение толщины стенки отбортовки конических днищ (переходов), изготовляемых штамповкой, должно соответствовать требованию п. 8.3.8.
8.3.16. Отклонения высоты цилиндрической части днища допускаются не более +10 мм и -5 мм.
Днища плоские
8.3.17. Отклонение от плоскостности для плоских днищ не должно превышать требований по отклонению от плоскостности на стальной лист.
8.3.18. Отклонение от плоскостности для плоских днищ, работающих под давлением, после приварки их к обечайке не должно превышать 0,01 внутреннего диаметра сосуда, но не более 20 мм при условии, что в технической документации не указаны более жесткие требования.
8.4. Фланцы
8.4.1. Технические требования к фланцам сосудов и фланцам арматуры должны соответствовать требованиям государственных стандартов. Фланцы с гладкой уплотнительной поверхностью не допускается применять в сосудах 1-й и 2-й групп, за исключением тех случаев, когда во фланцах использованы спирально-навитые прокладки с двумя ограничительными кольцами. Это ограничение не распространяется на фланцы эмалированных и гуммированных сосудов. При выборе материала прокладок следует учитывать условия эксплуатации сосуда. Сведения о прокладках следует указывать в технической документации на сосуд.
8.4.2. Фланцы приварные встык следует изготавливать из поковок, штамповок или бандажных заготовок. Фланцы приварные встык допускается изготавливать:
вальцовкой заготовки по плоскости листа (рис. 8.3) для сосудов, работающих под давлением не более условного давления 2,5 МПа (25 кгс/см2);
путем гиба кованых полос для сосудов, работающих под давлением не более условного давления 6,3 МПа (63 кгс/см2);
методом точения из сортового проката.
При этом сварные швы необходимо проконтролировать радиографическим или ультразвуковым методом в объеме 100 %.
8.4.3. Плоские фланцы допускается изготавливать сварными из частей при условии выполнения сварных швов с полным проваром по всему сечению фланца. Качество радиальных сварных швов необходимо проверять радиографическим или ультразвуковым методом в объеме 100 %. Сварные швы плоских фланцев из низколегированных (марок 16ГС, 09Г2С, 10Г2С1) и аустенитно-ферритных сталей, применяемых при температуре ниже -20 °С, дополнительно испытываются на ударный изгиб при минимальной рабочей температуре. Сварные швы фланцев из аустенитных хромоникелевых и аустенитно-ферритных сталей следует дополнительно испытывать на стойкость против межкристаллитной коррозии в соответствии с требованиями подраздела 6.4.
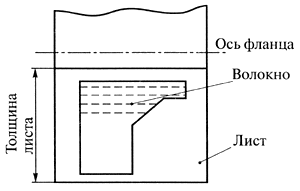
Рис. 8. 3. Схема вальцовки фланца приварного встык по плоскости листа
8.4.4. Фланцы для сосудов из двухслойной стали следует изготавливать из стали основного слоя двухслойной стали или из стали этого же класса с защитной уплотнительной и внутренней поверхностью фланца от коррозии наплавкой или облицовкой из коррозионно-стойкой стали. Фланцы штуцеров, патрубки которых изготовлены из хромоникелевой аустенитной стали, в обоснованных случаях допускается применять из той же стали, если это установлено в технической документации.
8.4.5. Для контроля герметичности сварных соединений облицовки фланцев необходимо предусматривать контрольные отверстия под резьбу М10.
8.4.6. Длина шпилек (болтов) должна обеспечивать превышение резьбовой части над гайкой не менее чем на 1,5 шага резьбы.