

Одноэлектродные сварочные машины
Применяют для сварки сеток и каркасов с предварительной заготовкой продольных и поперечных элементов, которые раскладываются в процессе сварки вручную.
Производительность таких машин в большей степени зависит от продолжительности выполнения оператором (сварщиком) вспомогательных операций:
подача и раскладка стержней
перемещение изделия в процессе сварки
снятие готовых изделий
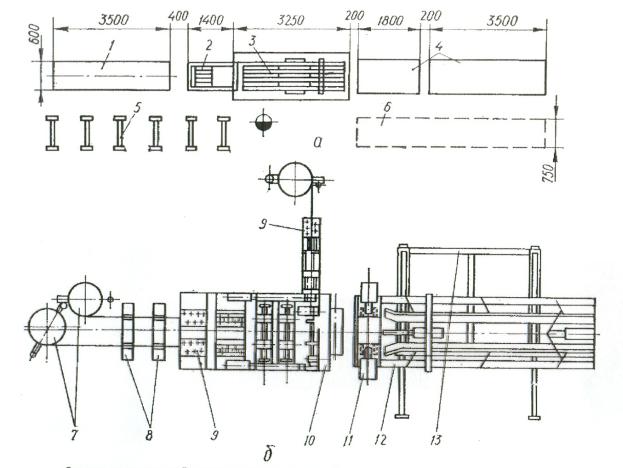
Схемы организаций технологических линий для сварки плоских каркасов
а – на машине МТМК-3×100; б – на автоматизированной линии И-2АК-1; 1 – стол для продольных стержней; 2 – каретка; 3 – машина МТМК-3×100; 4 – приемные столы; 5 –
стеллаж; 6 – готовые каркасы; 7 – бухтодержатели; 8 – тормозное устройство; 9 – механизм подачи и правки стержней; 10 – сварочная машина; 11 – ножницы для резки каркасов; 12 – приемно- пакетирующее устройство; 13 - контейнер

Машина МТМК – 3 100-1
Выполняет сварку каркасов шириной до 775 мм из предварительно заготовленных продольных стержней D = 5 – 25 мм и поперечных стержней D = 4 – 12 мм.
Производительность такой машины составляет 180 м/ч
Принцип работы машины МТМК – 3 100-1:
Продольные стержни раскладываются и заправляются в подающее устройство машины, а поперечные стержни поступают из бункера автоматически
Перемещение свариваемого изделия на заданный шаг автоматизировано
Машина может быть использована для одновременной сварки двух каркасов общей шириной до 700 мм

Автоматизированная линия И-2АК-1
Предназначена для сварки двухстержневых каркасов шириной от 70 до 900 мм.
Подача продольных и поперечных стержней предусмотрена сначала в правильное устройство, а затем под электроды машины.
Производительность такой линии – от 24 до 360 м/ч
Изготовление широких сеток и каркасов
Плоские сетки и каркасы шириной от 600 мм до 3800 мм изготавливают на комплексно- механизированных и автоматизированных высокопроизводительных линиях
Всостав линий входят:
-групповые бухтодержатели для продольной и поперечной арматуры;
-правильные устройства;
-узел приема и подачи поперечных стержней;
-многоэлектродная сварочная машина;
-устройство для поперечной и продольной резки сетки;
-пневмопакетирующее устройство

Автоматизированная линия изготовления широких арматурных сеток
1 – установка для сматывания сетки в рулон; 2 – контейнер с пакетом сеток; 3 – пакетировщик сеток; 4 – рольганг для перемещения сетки; 5 – ножницы для поперечной резки сетки; 6 – многоэлектродная
сварочная машина АТМС-14×75-7; 7 – правильное устройство; 8 – станина с направляющими роликами; 9 – бухтодержатели; 10 – консольный кран; 11 – электроточила; 12 – устройство для поперечной подачи проволоки; 13 – машина для стыковой сварки; 14 – ножницы для продольной резки сетки; 15 – разделитель для укладки сетки

Основным сварочным оборудованием комплексно-механизированных и автоматизированных линий являются многоэлектродные машины типа
МТМС – для сварки каркасов и сеток из предварительно заготовленных продольных и поперечных стержней
АТМС – подача продольных и поперечных стержней производится с бухт без предварительной заготовки
Все операции на линиях, за исключением укладки бухт в бухтодержатели и снятия готовых пакетов или рулонов сеток, автоматизированы
Изготовление пространственных каркасов
Пространственные каркасы размером в плане 3 7,2 м собирают на вертикальных кондукторах-манипуляторах типа СМЖ – 56А и аналогичных установках спаренного типа СМЖ – 286Б.
Сварка арматурных элементов производится подвесными сварочными клещами

Вертикальная установка СМЖ-286Б для сборки и сварки арматурных каркасов
1 – колонна; 2 – трансформатор подвесной сварочной машины; 3 – привод перемещения сварочной машины по монорельсу; 4 – монорельс; 5 – поворотная консоль; 6 – клещи; 7 – рама; 8 – подвижная площадка с кондуктором; 9 – арматурная сетка; 10 – привод механизма подъема площадки

Установка для сварки объемных каркасов
1 – приямок; 2 – фундамент; 3 – передвижные рамы; 4 – опорная станина; 5 – привод; 6 – каркас; 7 – сварочные клещи

2.7. Изготовление закладных деталей
Назначение закладных деталей
Закладные детали, устанавливаются в изделие при его изготовлении, служат для соединения сборных железобетонных конструкций при монтаже
Изготовление закладных деталей состоит из операций
очистка анкерных стержней резка анкерных стержней изгиб анкерных стержней
выполнение отверстий в заготовках штамповка рельефа тавровые и нахлесточные соединения

Для тавровых соединений анкерных стержней из стали класса А240, А300, А400 диаметром 10 – 40 мм с плоскими элементами (Т1-Мф) применяют сварку под флюсом
Применяются полуавтоматические станки АДФ – 2001, производительностью 1000 соединений в смену
Контролируемые параметры режима сварки:
1). Зазор в момент отрыва торца стержня от поверхности плоского элемента;
2). Сила сварочного тока;
3). Напряжение дуги;
4). Продолжительность горения дуги;
5). Величина осадки стержня в ванну.
Нахлесточные соединения пластин с анкерами D = 8 – 20 мм (Н2-Кр, Н3-Кп) выполняются контактной рельефной сваркой
Для этого в элементах листового или профильного проката выштамповывают рельефы, чтобы уменьшить площадь контакта для получения необходимой плотности тока и удельного давления в зоне сварки