

18. Центробежное формование
Уплотнение бетонных смесей центрифугированием эффективно используется при изготовлении напорных и безнапорных труб, опор линий электропередач, колонн и других конструкций кольцевого сечения
Основное оборудование при центробежном способе формования – центрифуги
По своей конструкции центрифуги бывают:
роликовые
ременные
осевые
люнетные
шпиндельные

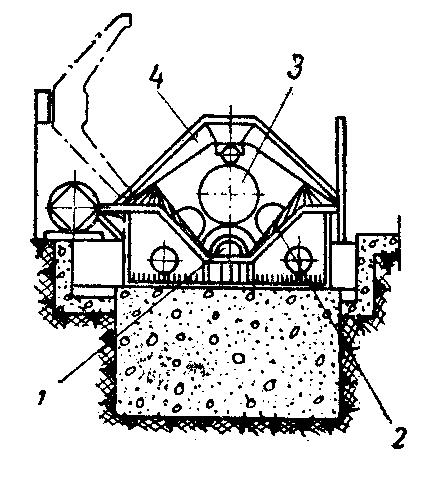
Роликовая двухгнездная центрифуга
1 – приводной ролик; 2 – ведомые ролики; 3 – форма; 4 – электродвигатель; 5 – вариатор скорости
Роликовая одногнездная центрифуга
1 – приводной ролик; 2 – поддерживающие ролики;
3 – форма; 4 – предохранительная скоба с верхним прижимным роликом;
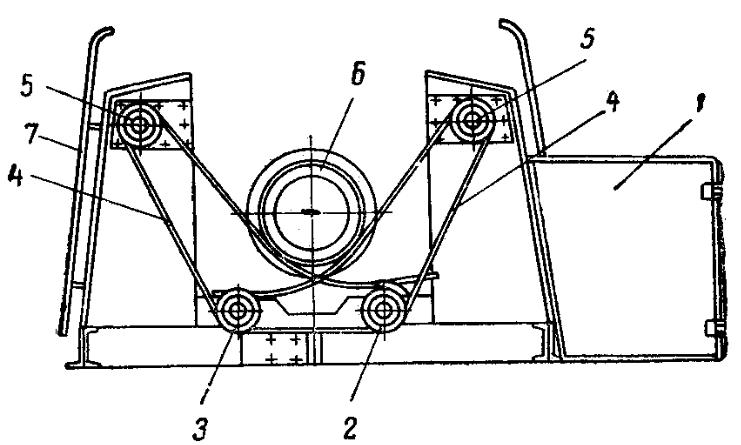
Ременная центрифуга
1 – ограждение привода; 2 – ведущий вал; 3 – ведомый вал; 4 – ремни; 5 – поддерживающие ролики; 6 – форма; 7 – защитный кожух

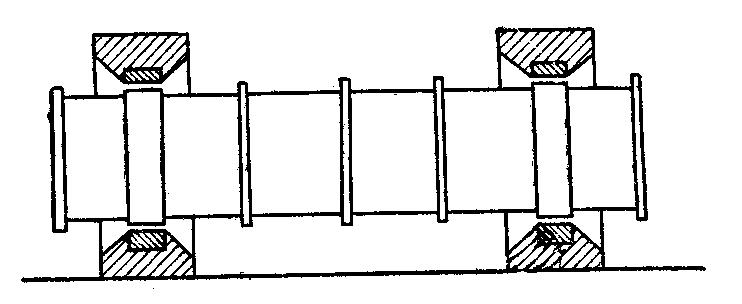
Осевая центрифуга
1 – бабка с разгонным двигателем; 2 – бабка с редуктором; 3 –рабочий двигатель; 4 – торцевые планшайбы, зажимающие форму
Люнетная центрифуга
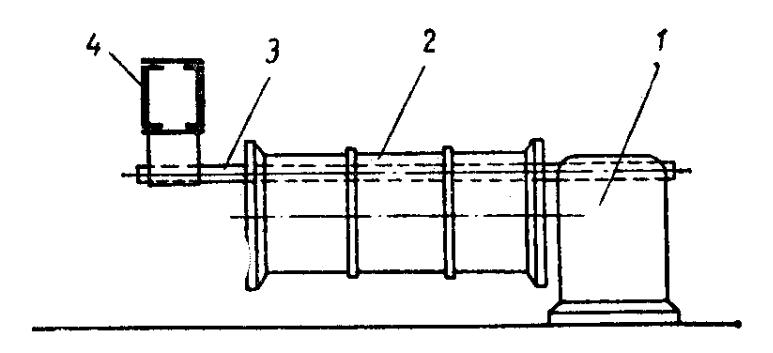
Шпиндельная центрифуга
1 – бабка с электродвигателем; 2 – форма; 3 – шпиндель; 4 – опорная рама для поддержки шпинделя
Формы для центрифугированных изделий могут быть неразъемными и разъемными, собираемыми из двух полуформ
В процессе формования окружные скорости на ободе форм достигают 40 м/с, поэтому необходима высокая точность их изготовления
Процесс формования изделий центрифугированием состоит из трех стадий:
–загрузки бетонной смеси в форму;
–распределения смеси по периметру формы;
–уплотнения смеси с отжатием воды
При изготовлении труб и колонн бетонную смесь загружают в форму при ее вращении; под действием центробежных сил она равномерно распределяется по стенкам формы
Для того чтобы бетонная смесь в верхней части формы не отрывалась от стенок, необходимо соблюдение условия:
gm rm 2
g – ускорение свободного падения, см/с2; m – масса частиц, кг;
r – внутренний радиус формы, см;- угловая скорость, рад/с.

Необходимое число оборотов формы для уплотнения укладки бетонной смеси:
n0 |
300 |
|
r |
Число оборотов формы при распределении бетонной смеси на второй стадии формования:
nр (1,8...2) * n0
Число оборотов формы для уплотнения бетонной смеси:
nу 10375 * p * |
|
|
r1 |
|
r 3 |
r 3 |
|
||
|
|
1 |
|
|
r, r1 - внутренний и наружный радиусы изделия, см; р – центробежное давление на бетонную смесь, МПа.
Обычно число оборотов формы в минуту при загрузке смесью принимают в пределах 85 – 150.
В процессе уплотнения скорость достигает 400 – 900 об/мин.
Давление на бетон, развиваемое в современных центрифугах, составляет от 0,02 до 0,15 МПа
Длительность процесса центрифугирования для получения требуемой плотности бетона зависит от диаметра трубы.
В качестве исходной может быть принята продолжительность центрифугирования из расчета 1...1,5 мин на каждые 10 см внутреннего диаметра изделия.
Продолжительность распределения смеси в формах не превышает 8 мин, уплотнения - 12 мин.
Общий цикл формования, включающий установку форм, загрузку смеси, ее распределение и уплотнение, слив шлама и снятие форм; составляет от 25 до 50 мин.