

2.Механическая обработка сталей
2.1.Заготовка арматурной стали, поставляемой в мотках (в бухтах).
2.2.Заготовка арматурной стали, поставляемой в прутках.
2.3.Резка сортового и фасонного проката.
2.4.Гибка арматуры.
2.5.Изготовление арматурных сеток и каркасов.
2.6.Виды сварных соединений.
2.7.Изготовление закладных деталей.
2.8.Виды закладных деталей.

Механическая обработка стали для арматурных изделий включает в себя:
Размотка;
Правка;
Отмеривание и резка стали;
Гибка отдельных стержней;
Гибка сеток и каркасов;
Изготовление монтажных петель и другие операции.

2.1.Заготовка арматурной стали, поставляемой
вмотках (в бухтах)
Вбухтах поставляется арматурная сталь D = 3 – 12 мм классов В500, Вр500, A240, A300, A400, Aт400с.
Отклонения от прямолинейности стержней не должны превышать:
для D 10 мм – 3 мм на 1 м длины
для D 10 мм – 6 мм на 1 м длины

Правильно-отрезные станки
СМЖ – 357
И – 6118
И – 6022 А
ГД – 162
Комплектация станков
- подающие ролики, с помощью которых арматура сматывается с бухты;
-вращающийся правильный барабан, где арматурная сталь выпрямляется правильными планками и одновременно очищается;
- отрезное устройство гильотинного типа;
-приемно-выдающее устройство с продольными канавками для направления выправленных стержней и поворотной планкой, закрывающей канавку при приеме стержня и откидывающейся при его сбросе.
-размоточное устройство;
-ограждение

Установка СМЖ-357 для правки и резки арматурной стали
1 – сборник арматуры; 2 – приемно-сбрасывающее устройство; 3 – электрооборудование; 4 – станок; 5 – ограждение с приспособлением для заправки; 6 – размоточное устройство
Расчетно-конструктивная производительность станков, работающих по принципу непрерывной подачи арматуры
Q * D * n*60* a * K
Производительность станков, у которых на период резки стержней подача арматуры прекращается, зависит от длины отрезаемого стержня
Q * D * n * 60 * a * K n1 c
D – диаметр тянущих роликов, м;
n – частота вращения тянущих роликов, мин-1;
n1 – частота вращения тянущих роликов соответствующая длине отрезаемых прутков, мин-1;
а – масса 1 м круглой арматуры, т; с – число оборотов ролика за период резки;
К – коэффициент, учитывающий проскальзывание тянущих роликов, равный 0,95 – 0,98

Для практических расчетов при выборе технологического оборудования используется формула, учитывающая технические характеристики станков
Q 60 * * * a * Kв * 1000
- продолжительность смены, ч;- скорость подачи и правки, м/мин; а – масса 1 м арматуры, кг;
Кв – коэффициент использования во времени в течение смены;- коэффициент снижения производительности при перерыве подачи арматуры на период резки.
tп tп t р
tп – время правки стержня определенной длины, мин; tР – время резки, мин

2.2.Заготовка арматурной стали, поставляемой в прутках
Впрутках поставляется горячекатаная арматурная сталь D=10 – 40 мм, классов A240, A300, A400, A600, A800, A1000, A12000
Отклонения от прямолинейности на 1 м длины не должны превышать 6 мм
Станки для резки арматуры
механические СМЖ – 172Б СМЖ – 322А
гидравлические СМЖ –133А СМЖ – 175А СМЖ – 214А
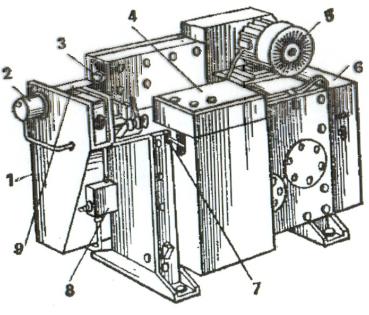
Станок СМЖ-322А для резки арматурной стали
1 – станина; 2 – гидроцилиндр механизма подпора; 3, 9 – подвижный и неподвижный ножи, 4 – пульт управления; 5 – электродвигатель, 6 – электрошкаф, 7 – переключатель; 8 – напорный гидрораспределитель гидросистемы

2.3. Резка сортового и фасонного проката
Комбинированные пресс-ножницы
СМЖ – 229А
предназначены для резки круглого, уголкового, швеллерного и квадратного проката, листа, а также пробивки отверстий и треугольной высечки, необходимых при заготовке элементов закладных деталей
НБ – 633
Н – 5222