

12.Формы и формовочная оснастка
12.1.Назначение форм и формовочной оснастки.
12.2.Классификация форм.
12.3.Технологические требования к формам.
12.4.Конструктивные элементы форм.

12.1. Назначение форм и формовочной оснастки
Назначение форм и формовочной оснастки заключается в придании уплотняемой бетонной смеси требуемых очертаний и геометрических размеров, соответствующих проектным параметрам
В зависимости от способа производства, вида бетонной смеси, типа изделий форма или оснастка снимается в различные периоды времени:
непосредственно после формования (бортовая оснастка)
после приобретения изделием распалубочной прочности или достижении им 70 % проектной прочности (форма)
От качества форм зависят, геометрические размеры изделий, внешний вид, а также:
–плотность;
–прочность бетона;
–трещиностойкость изделий;
–жесткость изделий;
–конечный выгиб предварительно напряженных конструкций

12.2.Классификация форм
Взависимости от организации технологического процесса:
неподвижные (стендовые) – собираемые на формовочных стендах
перемещаемые (передвижные и переносные) – перемещаются краном или на вагонетках
В зависимости от условий работы:
силовые (напрягаемые) – усилие от натяжения арматуры передается на упоры формы
несиловые (ненапрягаемые)
В зависимости от числа изделий одновременно изготавливаемых в форме:
одиночные – индивидуальные – на одно изделие
групповые – для нескольких изделий

В зависимости от вида изделий:
линейные (b 2h; L 15h)
плоскостные (b> 2h)
стеночные (b 2h; L < 15h)
трубчатые
L – длина; b – ширина; h – высота изделия в положении формования
В зависимости от расположения изделий при формовании:
горизонтальные
вертикальные – кассетные
В зависимости от материала, из которого изготовлены формы:
металлические (стальные, алюминиевые) формы
железобетонные формы
деревянные формы
комбинированные формы
стеклопластиковые формы
Деревянные формы:
Рабочие поверхности имеют полимерное покрытие, остальные поверхности покрывают специальными составами, препятствующими проникновению влаги.
Рабочие поверхности как правило изготавливают из брусьев и досок, для форм повышенного качества из специальной фанеры.
Деревянные формы не обладают стабильностью размеров и достаточной оборачиваемостью, поэтому имеют ограниченное применение.
Стеклопластиковые формы:
Целесообразно применять для изготовления фасадных изделий с рельефом. Также формы изготавливаются в виде оболочки толщиной 5 – 8 мм с ребрами жесткости, для снижения деформативности.
При изготовлении больших форм, помимо оболочки изготавливается несущая конструкция в виде стального или деревянного поддона – комбинированные формы
Железобетонные формы:
Наиболее доступны по применяемым материалам и стоимости. Рабочая поверхность может иметь полимерный слой, может быть и без него. Рекомендуется использовать железобетонные формы для изготовления изделий различного назначения и очертаний.
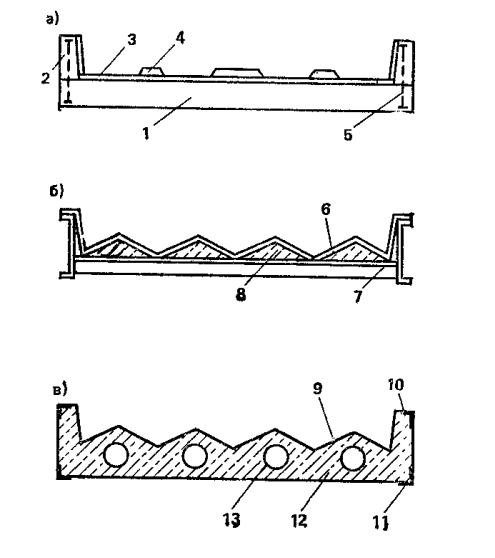
Сечения неметаллических форм
а) деревянная форма; б) стеклопластиковая форма;
в) железобетонная форма
1 – опорный брус;
2 – бортовой элемент;
3 – настил из фанеры;
4 – фасонный брусок (доска);
5 – болт;
6 – стеклопластиковая оболочка (δ=5 – 8 мм); 7 – несущий каркас из стали;
8 – слой полимербетона или бетона (δ≥60 мм); 9 – рабочий слой из полимера (δ=1,5 мм);
10 – верхнее обрамление из уголков; 11 – нижнее обрамление из уголков;
12 – бетон В9,5;
13 – трубы- пустотообразователя
В зависимости от конструкции:
с поддонами
 бортовые формы (бортовая оснастка)
бортовые формы (бортовая оснастка)
специальные конструкции форм
В зависимости от конструктивных особенностей, связанных с освобождением изделий:
неразъемные
сборно-разборные
шарнирно-открывающими бортами
отодвигающимися бортами
12.3.Технологические требования к формам
Впроцессе эксплуатации к формам и формовочной оснастке предъявляют ряд требований, основными из которых являются:
1)соблюдение проектных размеров изделий;
2)получение гладких высококачественных поверхностей;
3)минимум трудовых затрат на съем готового изделия и сборку – разборку форм;
4)соответствие габаритов и массы форм параметрам технологического оборудования;
5)обеспечение минимального влияния на качество изделий деформаций формы при тепловой обработке и напряжении арматуры.
Трудоемкость съема готового изделия зависит от конструктивного решения узлов форм, применения специальных устройств, тщательной очистки формы от остатков бетона предыдущего формования и надлежащей смазки поверхностей формы
В избежания заклинивания изделий боковыми поверхностями форм необходимо придавать уклон от 1:10 до 1:20 в сторону съема изделия
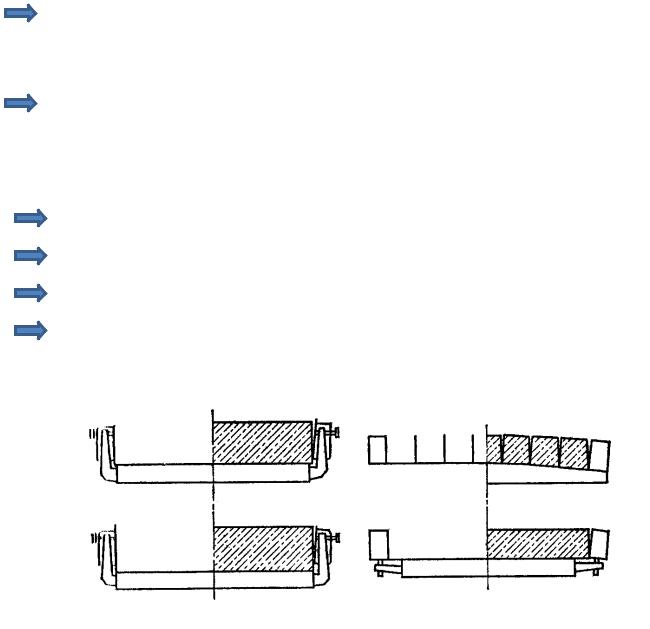
Уменьшение площади соприкосновения формы с бетоном при извлечении изделия достигается за счет:
−открывания бортов;
−удаления вкладышей;
−удаления съемных стенок
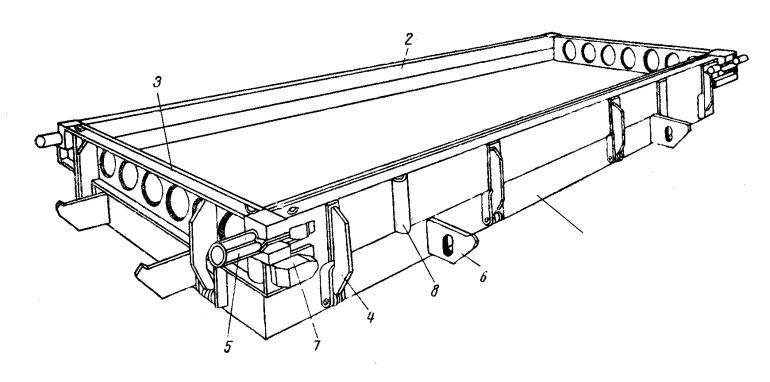
12.4. Конструктивные элементы форм
1
1 |
– поддон; |
5 |
– винтовой замок; |
2 |
– продольный борт; |
6 |
– строповочное устройство; |
3 |
– поперечный борт (торцевой); |
7 |
– фиксаторы; |
4 |
– шарнирное соединение; |
8 |
– карманы |
Наибольшее распространение получили формы с поддонами и бортами. Эти формы предназначены для изготовления: плит, балок, колонн и т. д.
Как правило, такие формы состоят:
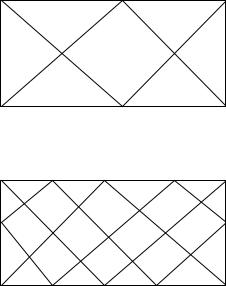
12.4.1. Поддоны:
конструируют по балочной схеме из швеллеров № 14 – 18 и листовой стали толщиной 8 –10 мм
Раскосная одинарная решетка
Раскосная двойная решетка