

Pиc.28.2 Схемы уплотнения бетонной смеси в изделиях:
а - вибрированием; б - вибровакуумированием; в - вибропрессованием; г - центрифугированием; 1 - вибростол (виброплощадка); 2 - форма; 3 - вакуум-щит; 4 - виброштамп; 5 - прижимная рама; 6 - бортовая оснастка; 7 - поддон; 8 - железобетонная труба; 9 - центрифуга
Вибропрессование - метод вибрационного формования с одновременным давлением на бетонную смесь - обеспечивает более жесткие смеси и формование с профилированной поверхностью. Вибрирование изделий на виброплощадках с пригрузом повышает эффективность уплотнения бетонной смеси, сокращает продолжительность уплотнения, обеспечивает получение гладкой поверхности. При изготовлении железобетонных изделий широко применяют вакуумирование как дополнительное воздействие на уплотняемую бетонную смесь. Сущность процесса в том, что уложенную в форму смесь предварительно уплотняют на виброплощадке, подвергают воздействию вакуумных устройств, приложенных к поверхности уплотняемого бетона или введенных в него. При этом в плоскостях вакуумных устройств создаётся разряжение, вследствие разности давления происходит отсасывание из смеси воздуха и избыточной воды. Одновременно под действием атмосферного давления бетонная смесь уплотняется.
Виброштампование - воздействие на бетонную смесь посредством виброштампа, сочетающего функции виброуплотнения, пригруза и формообразования. Рабочая поверхность виброштампа в зависимости от вида формуемых изделий может быть плоской, рельефной и с пустотообразованием.
Относительно новой эффективной технологией уплотнения является ударно-вибрационная, в которой используется принцип, основанный на вибрации и ударе (виброрезонансные площадки). Данная технология значительно улучшает качество изделий, их заводскую готовность.
Центробежное формование для уплотнения смеси центрифугированием эффективно применяют при изготовлении напорных и безнапорных труб, бетонных свай, опор линий электропередачи и других конструкций кольцевого сечения (рис. 28.3).
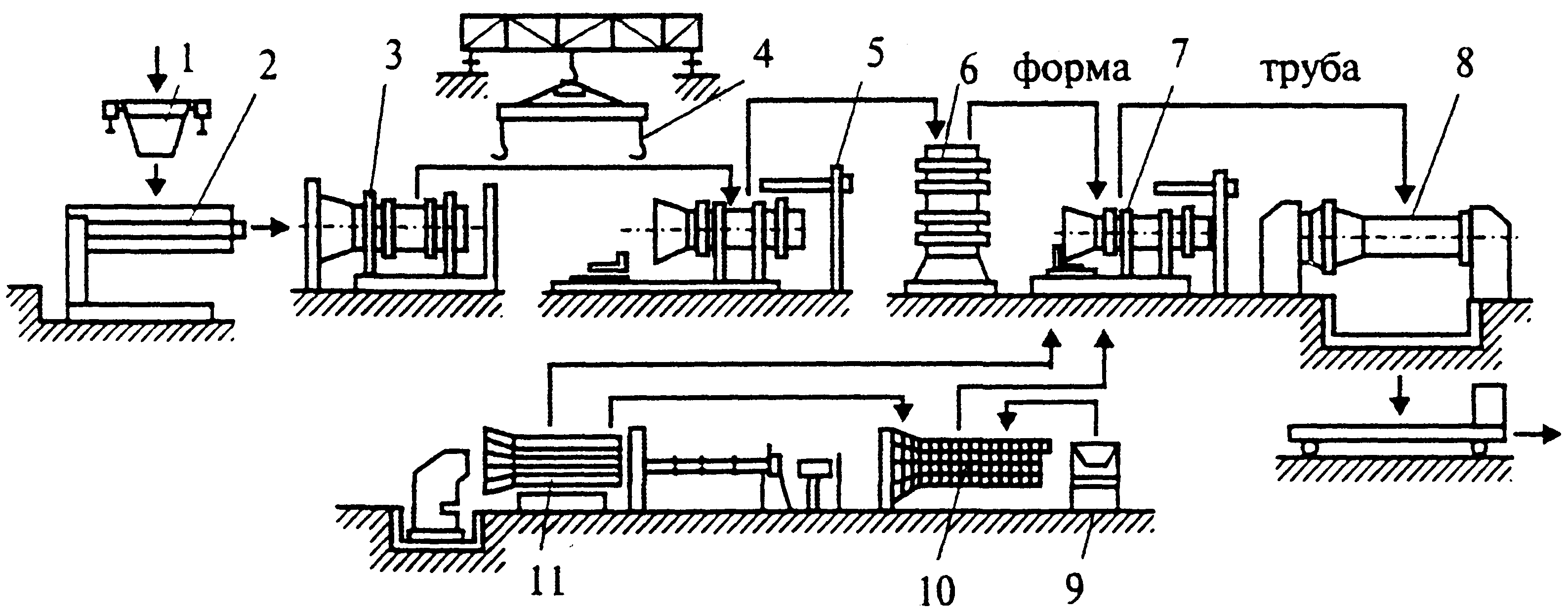
Рис. 28.3. Технологическая схема изготовления труб методом центрифугирования:
1 - накопительный бункер бетонной смеси; 2 - ленточный питатель; 3 - центрифуга; 4 - траверса; 5 - стенд; 6 - консольные съемники; 7 - форма на посту тепловой обработки; 8 - пост разборки, чистки, смазки; 9 - установка для испытания труб; 10 - станок для изготовления фиксаторов арматуры; 11 - стенд для сборки двойных арматурных каркасов
Процесс формования изделий включает три стадии: загрузку бетонной смеси в форму, распределение ее по периметру формы, уплотнение с отжатием воды. При изготовлении труб смесь подают в форму при ее вращении. При воздействии центробежных сил она равномерно распределяется по стенкам формы.
При изготовлении дорожных плит применяют метод вибропроката по способу инженера Н.Я. Козлова. По этой технологии бетонную смесь укладывают и уплотняют механизмами формующей системы. Поступающая непрерывным потоком из смесителя смесь распределяется по всей ширине формовочной ленты. Одновременно с разравниванием происходит уплотнение смеси вибробрусом через формовочную ленту. При дальнейшем движении формующей ленты изделие подвергается калибровке путем проката виброваликами калибрующей секции для получения его проектной толщины. Головное изделие краном подают в пропарочную камеру для тепловлажностной обработки. Вибропрокат производят на стационарных и передвижных станах.
Тепловая обработка железобетонных изделий - наиболее распространенный способ ускорения твердения железобетонных изделий. Сущность способа в том, что с повышением температуры среды до 80-100°С скорость гидратации цемента значительно увеличивается, то есть процесс твердения ускоряется, и изделие в более короткие сроки, чем при обычной температуре, приобретает механическую прочность, допускающую транспортирование и монтаж.
Наиболее широко применяют установки периодического и непрерывного действия - ямные и тоннельные камеры, автоклавы, камеры с обогревом в поле индукционного действия.
К установкам непрерывного действия относят тоннельные камеры вибропроката. Имеются установки, работающие при атмосферном давлении и выше атмосферного, обогреваемые паром и электроэнергией.
Режим тепловлажностной обработки определяют температурой, влажностью и давлением, поступающим на изделие в течение определенного времени и обусловливающим оптимальную скорость процесса. Весь цикл тепловлажностной обработки делят на три стадии: подогрев до наибольшей температуры, выдержка при этой температуре (изотермическая выдержка) и охлаждение до температуры окружающей среды. Рекомендуемые режимы пропаривания бетонных и железобетонных изделий приведены в табл. 28.5.
Таблица 28.5
Рекомендуемые режимы пропаривания бетонных и железобетонных изделий
|
Виды изделий сприменениемпортландцемента |
Продолжительность, ч |
Температура изотермического пропаривания, °С |
Продолжительность пропа- ривания до достижения прочности в % R28, ч | |||
|
подъема температу- ры до предельной |
изотермического пе- риода пропаривания |
50 |
70 |
90 | ||
|
Тонкостенные |
2-3 |
2-3 |
80 |
4 |
10 |
14 |
|
2-3 |
2-3 |
90 |
3 |
7 |
12 | |
|
Массивные |
3-4 |
3-4 |
80 |
5 |
10 |
16 |
|
3-4 |
3-4 |
90 |
4 |
8 |
14 | |
В качестве теплоносителя широко используют пар, паровую смесь, реже подогретый и увлажненный воздух. Нагрев изделий теплоносителем происходит при непосредственном соприкосновении с ним открытых поверхностей или через стенки формы. Давление рабочей среды может быть близким к атмосферному или повышенным (автоклавная обработка).
При использовании электроэнергии изделие нагревают путем непосредственного прохождения электрического тока через бетон (арматуру) или косвенным способом с помощью разного рода излучателей.
Автоматизация тепловой обработки обеспечивает сокращение ее продолжительности, уменьшение расхода пара, увеличение пропускной способности установок, улучшение качества изделий и повышение культуры производства. Система автоматизации режимов тепловлажностной обработки с использованием электронных программных регуляторов температуры позволяет производить в установках контроль температуры, автоматическое ведение процесса тепловлажностной обработки по заданной программе, автоматическую вентиляцию камер.