

|
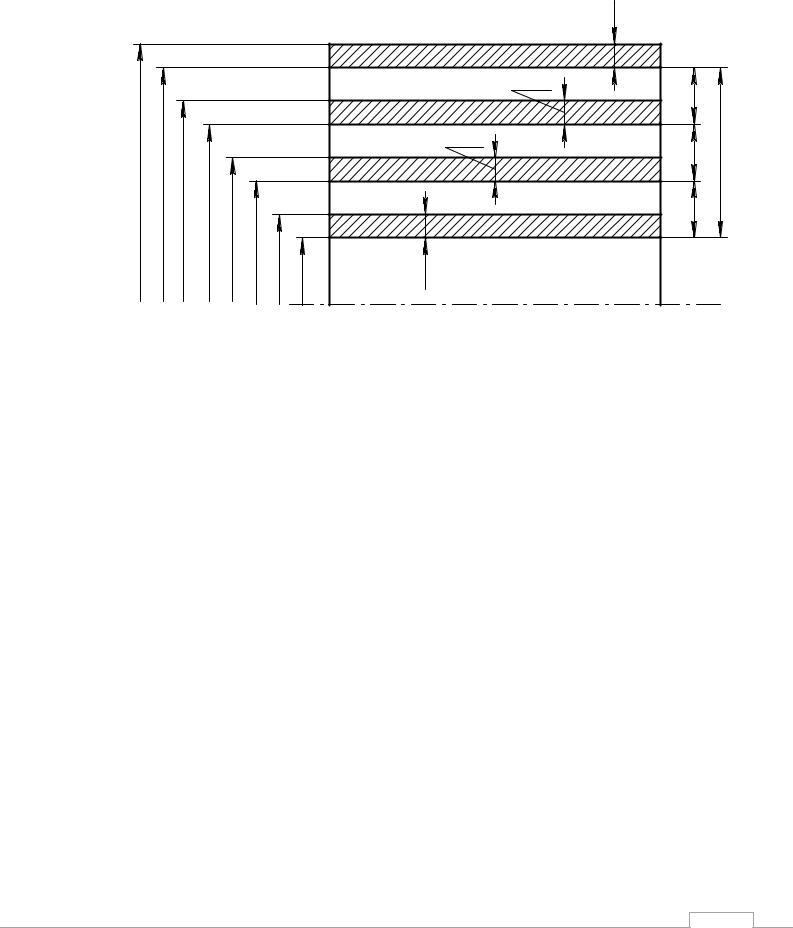
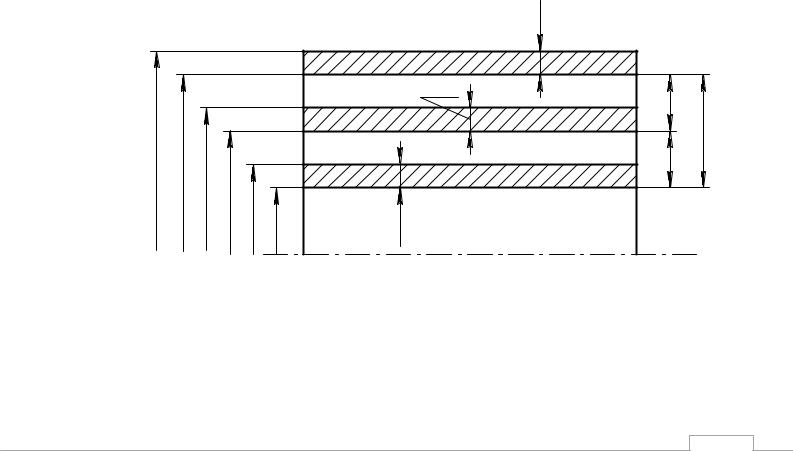
Диаметр заготовки – 46−+ |
00,,72 . |
|
|
|
|
|
0,9 |
|
|
|
|
0,39 |
|
|
|
|
3,2 |
|
|
|
|
0,16 |
4,8 |
,2 |
|
|
1,1 |
|
Ç46 |
Ç45,3 Ç41,6 Ç41,21 Ç40,5 Ç40,34 Ç40 Ç39,38 |
0,62 |
0,5 |
|
|
Рис. 3.3. Схема расположения промежуточных припусков и межпе- |
|||
реходных размеров при обработке наружной цилиндрической поверхности |
||||
3.2. Припуски на обработку торцовых поверхностей
Припуски и допуски на механическую обработку торцовых поверхностей регламентируется ОСТ 23.4.62-79. Настоящий стандарт устанавливает припуски на механическую обработку торцовых поверхностей для изделий из проката круглого и профильного сечения.
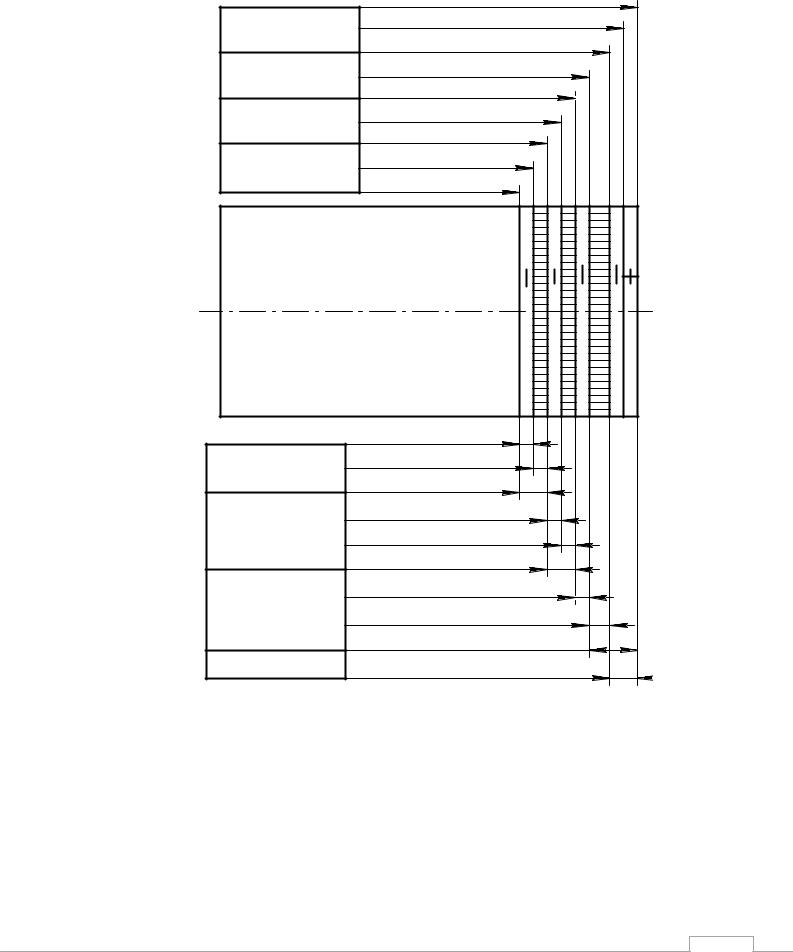
Схема расположения припусков и предельных отклонений на обработку торцовых поверхностей приведена на рис. 3.4.
Величины припусков должны соответствовать табл. 3.3.
Пример определения припусков на обработку торцовых поверхностей приведён ниже.
75
|
Наибольший размер |
|
Заготовка |
Номинальный размер |
|
Наименьший размер |
||
|
||
Предварительная |
Наибольший размер |
|
обработка |
Наименьший размер |
|
Чистовая |
Наибольший размер |
|
обработка |
Наименьший размер |
|
Окончательная |
Наибольший размер |
|
обработка |
Наименьший размер |
|
Допуск |
|
Окончательная |
Наименьший припуск |
|
обработка |
Наибольший припуск |
|
Чистовая |
Допуск |
|
Наименьший припуск |
||
обработка |
||
Наибольший припуск |
||
|
||
Предварительная |
Допуск |
|
Наименьший припуск |
||
обработка |
||
Наибольший припуск |
||
|
||
Заготовка |
Допуск |
|
Рис. 3.4. Схема paсположения припусков и допусков |
||
на обработку торцовых поверхностей |
||
76
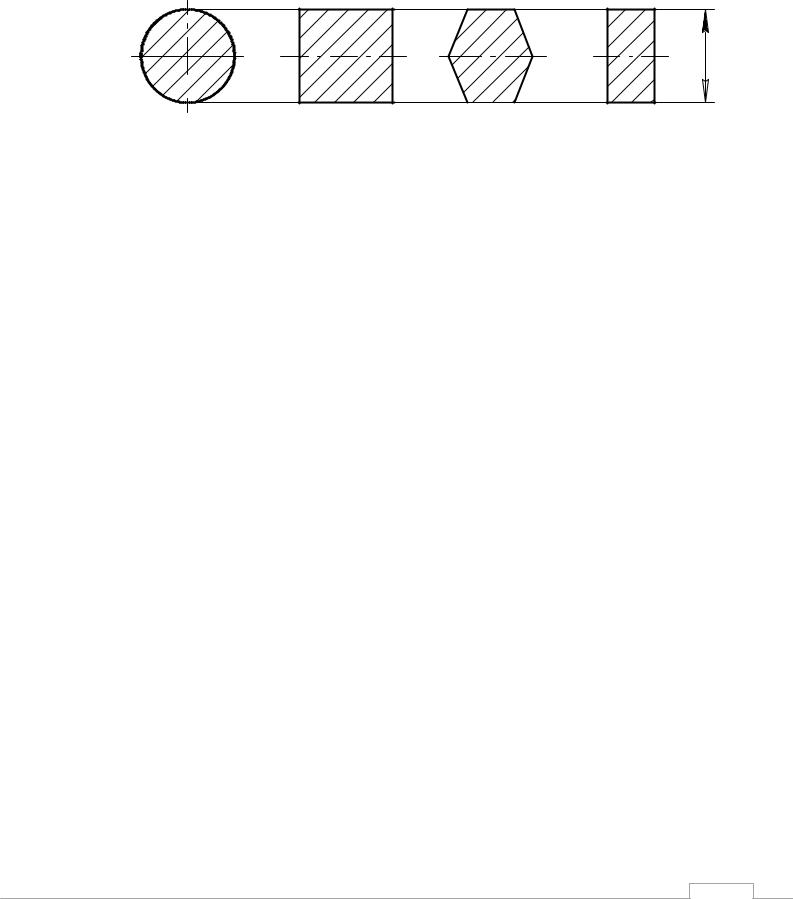
Таблица 3.3 Припуски и допуски на обработку торцовых поверхностей
À
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончательная |
Метод |
|
|
|
|
|
|
|
|
Предельные |
|||||||
|
длина |
обработки |
|
Припуск на длину |
|
||||||||||||
|
|
|
отклонения |
||||||||||||||
обработки, мм |
поверхности |
при величине А, мм |
|||||||||||||||
под опера- |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
цию, мм |
||||
Свыше |
|
|
До |
|
До 18 |
Свыше 18 до 50 |
Свыше 50 до 120 |
Свыше 120 до 260 |
|
Свыше 260 |
Обозначение |
Величина |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
1 |
|
2 |
3 |
4 |
5 |
|
6 |
|
7 |
|
8 |
9 |
10 |
||||
1 |
|
18 |
Подрезание |
1,2 |
1,2 |
1,4 |
– |
|
– |
h14 |
– |
||||||
|
|
|
|
предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подрезание |
0,5 |
0,5 |
0,6 |
– |
|
– |
h13 |
– |
|||||
|
|
|
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование |
0.2 |
0,3 |
0,3 |
– |
|
– |
h11 |
– |
|||||
18 |
|
30 |
Подрезание |
1,2 |
1,3 |
1,5 |
2,0 |
|
– |
h14 |
0,52 |
||||||
|
|
|
|
предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подрезание |
0,5 |
0,6 |
0,7 |
0,7 |
|
– |
h13 |
0,33 |
|||||
|
|
|
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование |
0,3 |
0,3 |
0,3 |
0,4 |
|
– |
h11 |
0,13 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
30 |
|
50 |
Подрезание |
1,2 |
1,3 |
1,5 |
2,0 |
|
– |
h14 |
0,62 |
||||||
|
|
|
|
предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подрезание |
0,6 |
0,6 |
0,7 |
0,8 |
|
1,0 |
h13 |
0,39 |
|||||
|
|
|
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование |
0,3 |
0,3 |
0,3 |
0,4 |
|
– |
h11 |
0,16 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
50 |
|
80 |
Подрезание |
1,5 |
1,6 |
1,8 |
2,2 |
|
2,5 |
h14 |
0,74 |
||||||
|
|
|
|
предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подрезание |
0,6 |
0,6 |
0,7 |
0,8 |
|
1,0 |
h13 |
0,46 |
|||||
|
|
|
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование |
0,3 |
0,4 |
0,4 |
0,5 |
|
0,5 |
h11 |
0,19 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
77

Продолжение табл. 3.3
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
|
|
|
|
80 |
120 |
Подрезание |
1,5 |
1,6 |
1,8 |
2,2 |
2,5 |
h14 |
0,87 |
|
|
предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подрезание |
0,7 |
0,7 |
0,8 |
1,0 |
1,2 |
h13 |
0,54 |
|
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование |
0,3 |
0,4 |
0,4 |
0,5 |
0,5 |
h11 |
0,22 |
|
|
|
|
|
|
|
|
|
|
120 |
180 |
Подрезание |
1,8 |
1,8 |
2,0 |
2,5 |
2,8 |
h14 |
1,00 |
|
|
предварительное |
|
|
|
|
|
|
|
|
|
Подрезание |
0,8 |
0,8 |
1,0 |
1,0 |
1,2 |
h13 |
0,63 |
|
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование |
0,4 |
0,4 |
0,5 |
0,5 |
0,6 |
h11 |
0,25 |
|
|
|
|
|
|
|
|
|
|
180 |
250 |
Подрезание |
1,8 |
1,8 |
2,0 |
2,5 |
2,8 |
h14 |
1,15 |
|
|
предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подрезание |
0,8 |
0,9 |
1,0 |
1,1 |
1,3 |
h13 |
0,72 |
|
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование |
0,4 |
0,4 |
0,5 |
0,5 |
0,6 |
h11 |
0,29 |
|
|
|
|
|
|
|
|
|
|
250 |
315 |
Подрезание |
2,2 |
2,2 |
2,5 |
3,0 |
3,2 |
h14 |
1,3 |
|
|
предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подрезание |
1,0 |
1,0 |
1,2 |
1,2 |
1,4 |
h13 |
0,81 |
|
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование |
0,5 |
0,5 |
0,6 |
0,6 |
0,7 |
h11 |
0,32 |
|
|
|
|
|
|
|
|
|
|
315 |
400 |
Подрезание |
2,2 |
2,2 |
2,5 |
3,0 |
3,2 |
h14 |
1,40 |
|
|
предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подрезание |
1,0 |
1,0 |
1,2 |
1,2 |
1,4 |
h13 |
0,89 |
|
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование |
0,5 |
0,5 |
0,6 |
0,6 |
0,7 |
h11 |
0,36 |
|
|
|
|
|
|
|
|
|
|
400 |
500 |
Подрезание |
2,2 |
2,2 |
2,5 |
3,0 |
3,2 |
h14 |
1,55 |
|
|
предварительное |
|
|
|
|
|
|
|
78
Окончание табл. 3.3
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
|
|
|
|
400 |
500 |
Подрезание |
1,0 |
1,0 |
1,2 |
1,2 |
1,4 |
h13 |
0,97 |
|
|
Чистовое |
|
|
|
|
|
|
|
|
|
Шлифование |
0,5 |
0,5 |
0,6 |
0,6 |
0,7 |
h11 |
0,40 |
|
|
|
|
|
|
|
|
|
|
500 |
1000 |
Подрезание |
2,4 |
2,5 |
2,8 |
3,2 |
3,5 |
h14 |
– |
|
|
предварительное |
|
|
|
|
|
|
|
|
|
Подрезание |
1,2 |
1,2 |
1,2 |
1,4 |
1,5 |
h13 |
– |
|
|
чистовое |
|
|
|
|
|
|
|
|
|
Шлифование |
0,6 |
0,6 |
0,6 |
0,7 |
0,7 |
h11 |
– |
Примечания:
1.Величины припусков в таблице даны на обработку одной стороны заготовки.
2.Приведённые в таблице припуски рассчитаны: на предварительное подрезание после операции отрезки, на чистовое подрезание после предварительного подрезания, на шлифование торцов после чистового подрезания.
3.Припуски на шлифование торцов даны одинаковыми как для закалённых, так и для незакалённых деталей.
4.При подрезании или шлифовании заготовок с уступами припуски следует брать на каждый уступ в отдельности, исходя из величины данного уступа и общей длины заготовки.
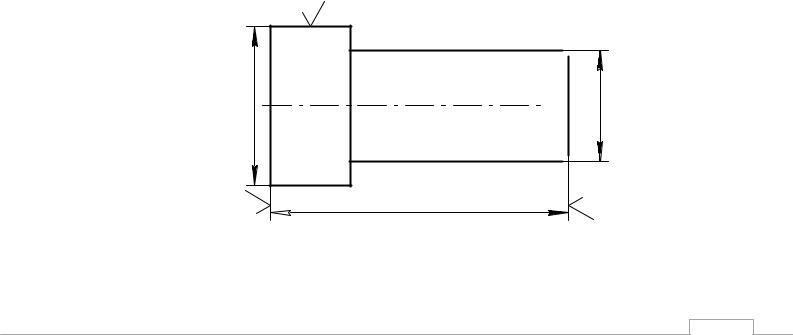
Пример 3.2 Определить операционные припуски на обработку торцовых поверхно-
стей вала в размер 70 h9.
2,5
Ç40
70h9(-0,074) 5,2  1
1
Рис. 3.5. Эскиз вала
 Ç25
Ç25
1,25
79
Исходные данные: чертеж детали (рис. 3.5);
заготовка – прокат круглого сечения; маршрут обработки: отрезка, чистовое подрезание двух торцов, термо-
обработка, шлифование.
1.Длина детали после шлифования двух торцов – 70 h9 (–0,074).
2.Определяем длину детали после чистового подрезания двух торцов.
3. Пo табл. 3.3 находим припуск и предельное отклонение для вала 40 мм, длиной 70 мм, в графе "Шлифование".
Припуск – 0,4 мм.
Предельное отклонение – h11 (–0,19). Вычисляем длину детали
(70 + 0,4 2) h11 (–0,19) = 70,8 h11 (–0,19). 4. Определяем длинудетали после отрезки заготовки.
По таблице в графе "Подрезание чистовое" для вала диаметром 40 мм, длиной 70 мм находим припуск и предельное отклонение.
Припуск – 0,6 мм.
Предельное отклонение – h13 (–0,46). Вычисляем длину детали после отрезки
|
|
|
(70 + 0,6 2) h13 (–0,46) = 72,0 h13 (–0,46). |
|
|
|
|
0,46 |
|
|
|
|
0,19 |
0,6 |
|
|
|
|
|
Ç72 |
|
|
|
1,0 |
Ç71,54 |
Ç70,8 Ç70,61 Ç70 Ç69,926 |
0,074 |
0,4 |
|
|
|
Рис. 3.6. Схема расположения промежуточных припусков |
|
|
|
и межпереходных размеров при обработке торцевой поверхности |
|||
80