


деталей, но он не учитывает конкретные условия обработки данных поверхностей, что приводит к завышению припусков на обработку.
Расчётно-аналитический метод определения припусков применяют в условиях крупносерийного и массового производства, а также в условиях единичного производства при обработке крупных и особенно ответственных деталей.
После определения минимальных промежуточных припусков необходимо определить предельные промежуточные (межпереходные) размеры. Промежуточными (межпереходными) размерами называют размеры, получаемые на каждом технологическом переходе.
2. РАСЧЁТНО-АНАЛИТИЧЕСКИЙ МЕТОД ОПРЕДЕЛЕНИЯ ПРИПУСКОВ
Расчётно-аналитический метод определения припусков базируется на анализе производственных погрешностей, возникающих при конкретных условиях получения заготовок и их обработки, определении величины элементов, составляющих припуск и их суммирования.
Расчётно-аналитический метод определения припусков необходимо применять в условиях крупносерийного и массового производства.
2.1.Факторы, определяющие величину припуска
1.Высота неровностей профиля RZi-1, полученная на предшествующем переходе обработки данной поверхности. Величина RZi-1 зависит от метода, режимов и условий выполнения предшествующей обработки приводится в табл. 2.1–2.8.
2.Состояние и глубина поверхностного слоя Ti-1, полученные на предшествующем технологическом переходе. Этот слой, отличающийся от основного металла по механическим свойствам, наличию остаточных напряжений и структуре, включается в припуск не всегда.
Разные металлы в зависимости от вида и режимов обработки имеют разную величину изменённого слоя.
У заготовок, изготовленных из серого чугуна, изменённый слой представляет собой перлитную корку, которая обычно полностью удаляется
впервом переходе при обработке лезвийным инструментом с целью сохранения его стойкости. Поэтому для последующих переходов обработки по-
верхности величина Ti-1 принимается равной нулю.
Стальные поковки и штамповочные заготовки имеют обезуглероженный поверхностный слой. Этот слой снижает предел выносливости металла, поэтому его следует удалить при механической обработке. Значения Т для основных видов заготовок и методов механической обработки приводятся
втабл. 2.1–2.8.
5

3. Суммарное значение пространственных отклонений ρi-1 в расположении обрабатываемой поверхности относительно базовых поверхностей за готовки, оставшихся после выполнения предшествующего перехода. В минимальный припуск входят пространственные отклонения, имеющие самостоятельные значения, не связанные с допуском на выполняемый размер. Они могут быть заданы непосредственно как допустимая кривизна вала, коробление поверхностей, смещение и увод отверстия, непараллельность осей, неперпендикулярность, радиальное и торцевое биение и прочие, а также допуском на расположение, поверхности или оси, координирующим размером. Причинами пространственных отклонений могут быть: пространственные погрешности изготовления литейных форм и штампов; деформации детали в процессе обработки; погрешности взаимного положения рабочих элементов станка.
Втабл. 2.9 приводятся расчётные формулы для определения суммарного значения пространственных отклонений для различных видов заготовок при их обработке на первой операции, с учётом способов базирования заготовок, влияющих на величину пространственных отклонений.
Втабл. 2.10–2.12 приведены величины пространственных отклонений. Величину остаточной кривизны после выполняемого перехода опреде-
ляется по формуле
ρост = ку ρзаг,
где ρост – остаточная кривизна; ку – коэффициент уточнения (см. табл. 2.13); ρзаг – кривизна заготовки.
Таблица 2.1 Качество наружной поверхности калиброванного проката
Прокат |
RZ |
|
Т |
|
мкм |
||
|
|
||
Гладкотянутый |
60 |
|
60 |
Шлифованный |
10 |
|
20 |
Примечание: Качество торцовой поверхности после резки проката см. в табл. 2.3.
6

Таблица 2.2 Качество наружной поверхности горячекатаного проката
Диаметр |
Качество поверхности при точности проката |
|||||
повышенной |
|
обычной |
|
|||
проката, |
|
|
||||
RZ |
Т |
|
RZ |
|
Т |
|
мм |
|
|
||||
|
|
мкм |
|
|||
|
|
|
|
|||
До 25 |
100 |
100 |
|
150 |
|
150 |
Свыше 25 до 75 |
100 |
150 |
|
150 |
|
250 |
Свыше 75 до 150 |
150 |
200 |
|
200 |
|
300 |
Свыше 150 до 250 |
250 |
300 |
|
300 |
|
400 |
Таблица 2.3 Точность и качество торцевой поверхности горячекатаного проката по-
сле резки по упору
|
Диаметр |
Точность |
|
Удельная |
|
|
резки |
Качество |
неперпен- |
||
|
отрезаемой заго- |
||||
Способ резки |
по длине |
поверхности |
дикуляр- |
||
|
товки, |
заготовки, |
(RZ+T), мм |
ность |
|
|
D, мм |
||||
|
мм ( ± ) |
|
, мкм/мм |
||
|
|
|
|||
|
До 25 |
1,0 |
|
см. |
|
На ножницах |
Свыше 25 до 75 |
1,3 |
|
||
Свыше 75 до 150 |
1,8 |
0,3 |
примечание |
||
|
|||||
|
Свыше150 до 250 |
2,3 |
|
|
|
Дисковыми |
До 25 |
0,3 |
|
|
|
пилами, |
|
|
|
|
|
Свыше 25 до 75 |
0,4 |
|
|
||
приводными |
|
|
|||
|
|
|
|
||
|
|
|
|
||
ножовками, |
|
|
0,2 |
0,01 |
|
дисковыми |
Свыше 75 |
0,5 |
|
|
|
фрезами |
|
|
|||
|
|
|
|
||
на станках |
|
|
|
|
|
Отрезными |
До 25 |
0,25 |
|
|
|
резцами |
Свыше 25 до 75 |
0,35 |
0,2 |
0,045 |
|
на станках |
Свыше 75 до150 |
0,40 |
|||
|
|
||||
токарного типа |
|
|
|
|
|
Свыше 150 до 250 |
0,50 |
|
|
Примечание: При резке на ножницах и прессах образуется вмятина в направлении, перпендикулярном к поверхности среза, достигающая 0,2D и скос по торцу до 3°. Величину вмятины и скоса необходимо учитывать при последующей обработке заготовки по торцу и диаметру.
7
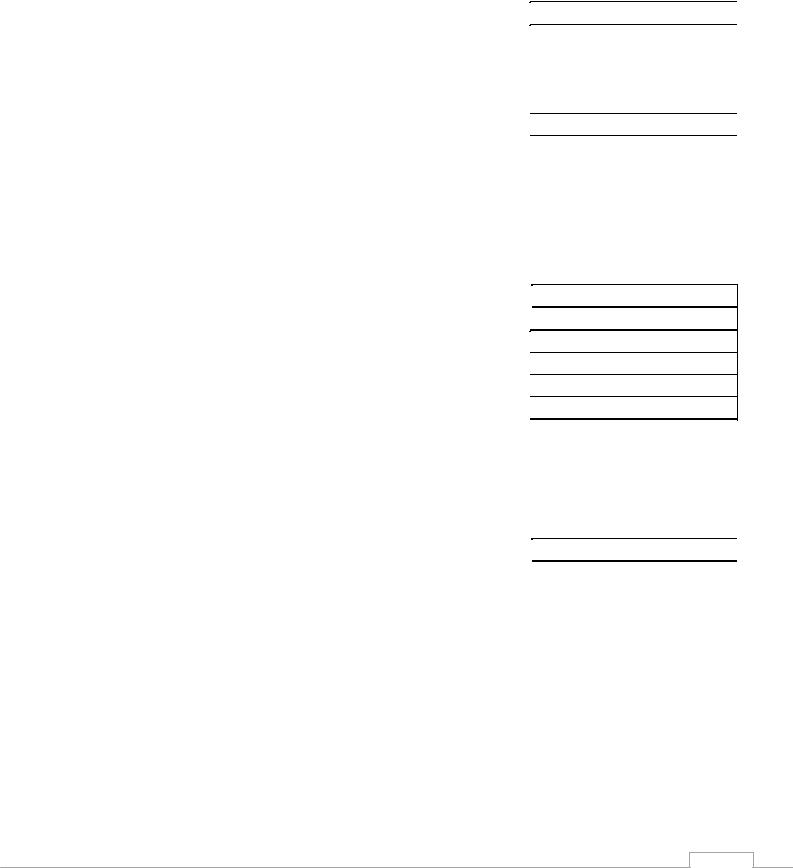
Таблица 2.4
Качество поверхности штампованных поковок
Масса штампованной |
RZ |
|
Т |
||
поковки, кг |
|
|
|
||
|
мкм |
||||
До 0,25 |
|
|
80 |
|
100 |
Свыше 0,25 |
до 4,00 |
160 |
|
200 |
|
Свыше 4,00 |
до 25 |
240 |
|
250 |
|
Свыше 25 |
до 40 |
320 |
|
300 |
|
Свыше 40 |
до 100 |
350 |
|
350 |
|
Свыше100 до 200 |
400 |
|
400 |
||
Примечание: Высота неровностей профиля RZ дана после пескоструйной обработки поверхности поковок или травления; при дробеструйной или дробеметной обработке RZ принимают равной 400 мкм независимо от массы поковок.
Таблица 2.5 Качество торцевой поверхности поковки после ковки
Диаметр торцевой |
RZ |
|
|
T |
|
поверхности, мм |
|
мкм |
|||
До 30 |
|
200 |
|
|
300 |
Свыше 30 |
до 50 |
300 |
|
500 |
|
Свыше 50 |
до 80 |
400 |
|
800 |
|
Свыше 80 |
до 120 |
500 |
|
|
1200 |
Таблица 2.6 Точность и качество поверхности заготовок, получаемых литьем
в песчаные формы (машинная формовка)
|
RZ + Т (мкм) для классов точности заготовок |
||||||
Размер |
|
1 |
|
|
заготовки |
2 |
|
|
|
Материал |
|
|
|||
отливки, мм |
|
|
|
|
|
|
|
Чугун |
Сталь |
|
Цветные |
Чугун |
Сталь |
Цветные |
|
|
|
|
|
металлы |
|
|
металлы |
|
|
|
|
и сплавы |
|
|
и сплавы |
До 1250 |
600 |
500 |
|
400 |
800 |
600 |
500 |
Свыше 1250 до 3150 |
800 |
700 |
|
– |
1000 |
800 |
– |
Примечание: 1-й класс соответствует массовому производству; 2-й класс – серийному.
8

Таблица 2.7
Точность и качество заготовок, получаемых специальным способом литья
|
|
|
Качество поверхности |
|||
|
Степень |
|
|
Т, мкм |
|
|
Способ литья |
|
Материал заготовки |
||||
точности |
RZ |
|
|
|
Цветные |
|
|
|
|
|
|||
|
|
|
Чугун |
Сталь |
|
металлы |
|
|
|
|
|
|
и сплавы |
В кокиль |
IT14–IT15 |
200 |
300 |
200 |
|
100 |
Центробежное |
IT14–IT15 |
200 |
300 |
200 |
|
100 |
Воболочковыефор- |
|
|
|
|
|
|
мы для элементов, |
IT11–IT13 |
40 |
260 |
160 |
|
100 |
получаемых: в од- |
|
|||||
ной полуформе |
|
|
|
|
|
|
В обеих |
IT14 |
40 |
260 |
160 |
|
100 |
полуформах |
|
|||||
|
|
|
|
|
|
|
Под давлением |
IT14–IT15 |
50 |
– |
– |
|
100 |
По выплавляемым |
IT14–IT15 |
30 |
170 |
100 |
|
60 |
моделям |
|
|
|
|
|
|
Таблица 2.8
Точность и качество поверхности заготовки после механической обработки
|
|
|
Качество |
||
Заготовка |
Механическая обработка |
Степень |
поверхности |
||
точности |
RZ |
|
T |
||
|
|
IT12–IT14 |
|
мкм |
|
Горячекатаный |
Черновая |
120 |
|
120 |
|
прокат |
Получистовая |
IT11–IT13 |
60 |
|
60 |
|
Чистовая |
IT10–IT11 |
30 |
|
30 |
Поковка |
Обдирка |
IT17 |
1150 |
|
350 |
|
Черновая |
IT15–IT16 |
240 |
|
240 |
|
Получистовая |
IT12–IT14 |
120 |
|
120 |
|
Чистовая |
IT10–IT11 |
40 |
|
40 |
9

Окончание табл. 2.8
Заготовка |
Механическая обработка |
Степень |
Качество по- |
|||
|
|
точности |
верхности |
|||
|
|
|
RZ |
|
|
T |
|
|
|
|
мкм |
||
Отливка |
Обдирка |
IT16–IT17 |
320 |
|
320 |
|
|
Черновая |
IT14–IT15 |
240 |
|
240 |
|
|
|
|
|
|
|
|
|
Получистовая |
IT12–IT14 |
100 |
|
100 |
|
|
|
|
|
|
|
|
|
Чистовая |
IT10–IT11 |
20 |
|
20 |
|
|
|
|
|
|
|
|
Заготовки всех |
Протягивание наружное |
IT10 |
5 |
|
10 |
|
видов |
|
|
|
|
|
|
Тонкая обработка |
IT6 |
3 |
|
|
– |
|
|
лезвийным |
|
|
|
|
|
|
инструментом |
|
|
|
|
|
|
Шлифование: |
|
|
|
|
|
|
предварительное |
IT8 |
10 |
|
20 |
|
|
чистовое |
IT6 |
5 |
|
15 |
|
Калиброванный |
Бесцентровое |
|
|
|
|
|
прокатклассаточ- |
шлифование: |
IT7 |
6 |
|
|
12 |
ности IT10-IT8 |
до термообработки |
|
||||
|
после термообработки |
IT6 |
3 |
|
|
– |
|
|
|
|
|
|
|
Примечание: При обработке заготовок серого чугуна после первого перехода механической обработки, а также при обработке заготовок из стали после термообработки Т из формулы исключить.
4. Погрешность установки заготовки εуi на выполняемом переходе.
Погрешность εуi в общем виде определяют как векторную сумму погрешно-
сти базирования εб, погрешности закрепления εзи погрешности приспособ-
ления εпр, т. е. εу = εб + εз + εпр.
В случае, когда можно определить направление векторов:
εу = εб + εз + εпр.
Знаки в приведенном выражении зависят от направления векторов. Когда же предвидеть направление векторов затруднительно, их сумми-
руют по правилу квадратного корня:
10
εу =  εб2 + εз2 + εпр2 .
εб2 + εз2 + εпр2 .
Погрешность базирования имеет место при несовпадении технологической и измерительной баз и зависит также от допуска и погрешности формы базовых поверхностей. В табл. 2.14 и 2.15 приводятся формулы для определения погрешности базирования при обработке заготовок в различных приспособлениях.
Погрешность закрепления εз возникает в результате смещения обраба-
тываемых поверхностей заготовок от действия зажимной силы. Значения погрешности закрепления заготовок приведены в табл. 2.16–2.19.
Погрешность приспособления εпр является следствием неточности из-
готовления станочного приспособления, погрешности установки самого приспособления на станке и износа его рабочих поверхностей. К погрешности приспособления относится и погрешность индексации – поворота зажимных устройств при обработке заготовок на многопозиционных станках. За исключением последней составляющей, элементы погрешности приспособления часто трудно выявить как самостоятельные значения, поэтому их учитывают как входящими в погрешность закрепления.
С учётом сказанного для однопозиционной обработки:
εу =  εб2 + εз2 или εу = εб ± εз.
εб2 + εз2 или εу = εб ± εз.
При обработке заготовок на многопозиционных станках для расчёта припуска под второй переход погрешность определяют по формуле:
εу = ку εуii−1 + εинд,
где ку – коэффициент уточнения (можно принимать ку = 0,06); εуi−1 – по-
грешность установки на первом переходе; εинд – погрешность индексации поворотного устройства (поворотного стола, шпиндельного барабана, револьверной головки и т. д.), при расчётах можно принимать εинд = 0,05 мм.
При последующих переходах остаточная погрешность установки мала, и ею можно пренебречь, а учитывать только погрешность индексации.
11

|
|
|
|
|
|
|
Таблица 2.9 |
|||
Суммарное значение пространственных отклонений |
|
|
||||||||
для различных видов заготовок и механической обработки |
|
|||||||||
Тип детали и схема базирования |
Расчётные формулы |
|||||||||
|
1. Литые заготовки |
|
|
|
|
|
|
|
|
|
Корпусные детали, по отверстиям с пара- |
ρ |
= |
ρ2 +ρ |
2 |
|
|||||
лельными осями и перпендикулярной к ним |
|
|||||||||
|
|
|
|
см |
кор |
|||||
плоскости |
|
Ðêîð |
|
|
|
ρсм =δ |
|
|
||
Ðñì |
|
|
|
ρкор = |
кL |
|
|
|||
À+d |
|
|
|
|
|
|
|
|
|
|
То же, по плоскости, противоположной об- |
|
|
ρ = ρкор |
|
|
|||||
рабатываемой |
|
|
|
|
|
|
|
|
|
|
Pê |
|
|
|
|
|
|
|
|
|
|
|
L |
|
|
|
|
|
|
|
|
|
Детали – тела вращения, в самоцентри- |
|
|
|
|
|
|
|
|
||
рующих патронах по наружному диаметру с при- |
ρ |
D |
= ρ |
кор |
= |
к |
D |
|||
жимом к торцевой поверхности |
|
|
|
|
|
|
||||
|
|
Ðêîð |
ρd |
= |
|
2 |
|
2 |
|
|
|
|
|
|
ρсм |
+ ρкор |
|||||
|
Pñì |
|
|
|
ρсм =δв |
|
|
|||
|
|
|
|
ρВ |
= |
кВ |
|
|
||
|
|
d D |
|
|
|
|
||||
|
B |
b |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
|
Продолжение табл. 2.9 |
||||
|
Тип детали и схема базирования |
Расчётные формулы |
|||||||
|
2. Штампованные заготовки |
|
|
|
|
||||
|
Стержневые |
детали |
(валы |
ступенчатые, |
ρ = |
ρ2 |
+ρ |
2 |
|
рычаги др.) с базированием по крайней ступени |
|||||||||
|
см |
|
кор |
||||||
(поверхности) |
|
|
|
|
ρкор = |
кl |
|
||
|
|
|
êîð |
|
|
|
|
|
|
|
|
|
P |
|
|
|
|
|
|
|
l |
|
Pñì |
|
|
|
|
|
|
трах |
Стержневые детали при обработке в цен- |
ρ = |
ρсм2 + ρкор2 |
+ ρц2 |
|||||
|
l |
|
|
|
|
ρкор = |
кl |
|
|
|
|
Pê |
|
при l≤L / 2 |
|||||
|
|
|
|
ρЦ = 0,25 δ 2 +1 |
|||||
|
|
L |
|
|
|
|
|
|
|
|
Детали типа дисков с прошиваемым цен- |
ρ = |
ρсм2 |
+ ρэскц2 |
|||||
тральным отверстием (шестерни, |
диски и др.) |
||||||||
с установкой по наружному диаметру и торцу |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
13 |
|

|
|
|
Продолжение табл. 2.9 |
||
|
Тип детали и схема базирования |
Расчётные формулы |
|||
|
pcì |
|
|
|
|
|
ðýêñö |
|
|
|
|
То же, при обработке торцевых поверхно- |
ρ = ρкор |
||||
стей |
|
|
|||
|
|
|
ρкор |
= |
k D |
D |
r |
R |
|
|
|
|
ðêîð |
|
|
|
|
|
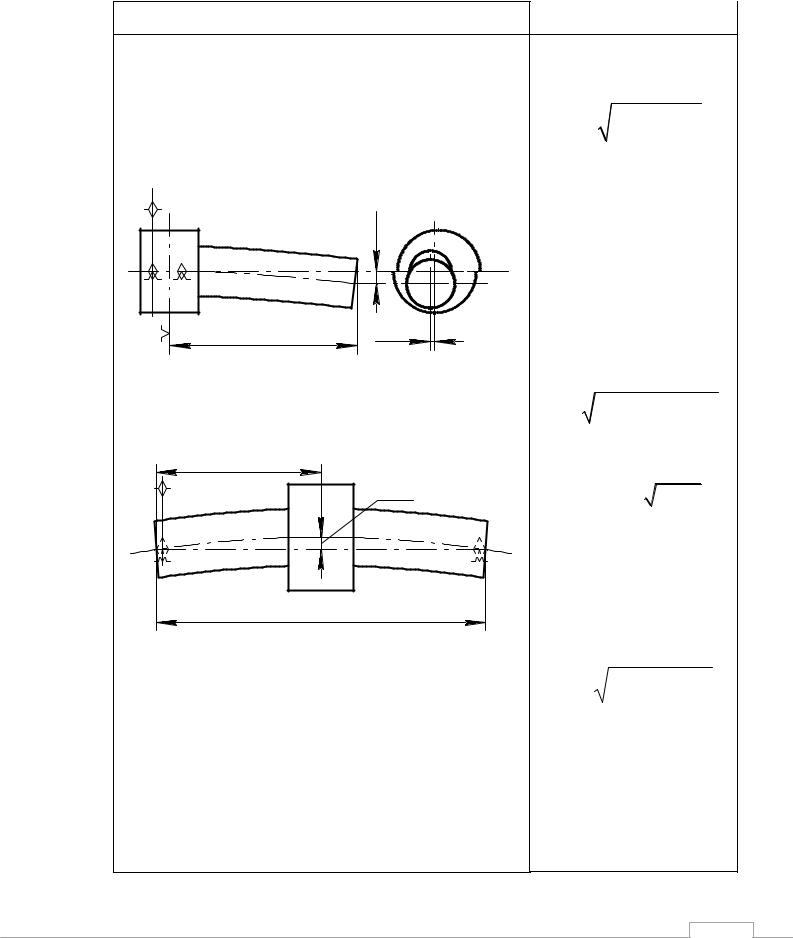
3. Заготовки из сортового проката |
|
|
|
|
При консольном закреплении в самоцен- |
|
|
|
||
трирующих патронах |
|
ρ = ρкор |
|||
|
|
|
|||
|
|
|
ρкор = |
k l |
|
|
|
|
ρ = |
ρ2 |
+ ρ2 |
|
|
|
|
кор |
ц |
|
|
êîð |
|
|
|
|
l |
P |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14 |

Тип детали и схема базирования
При обработке в центрах
|
|
|
|
|
l |
|
|
|
|
Pêîð |
|||||
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L
4. Сверление центровых отверстий в заготовке
При установке в самоцентрирующих зажимных устройствах
ð +


 D
D 



Окончание табл. 2.9
Расчётные формулы
ρкор = k l
при l≤L / 2
ρц = 0,25 δ2 +1
ρц = 0,25 мм
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
При установке на призмах с односторон- |
|
|
|
||||
ним прижимом |
ρЦ = |
δ2 |
+ 0,252 |
||||
|
|
|
|
|
|
2 |
|
|
|
|
|
|
(при α = 90°) |
||
ρЦ = |
δ2 |
+ 0,252 |
|
3 |
|
(при α =120°)
15
Обозначения, используемые в табл. 2.9: ρ, ρ 1 , ρα – суммарное значение пространственных отклонений обрабатываемой поверхности; ρкор –
величина коробления обрабатываемой поверхности (см. табл. 2.11); ρсм – смещение обрабатываемой поверхности относительно базовой или смещение одних участков поверхностей относительно других (см. табл. 2.10; ρц – по-
грешность зацентровки; |
к – удельная кривизна обрабатываемой поверхно- |
сти (см. табл. 2.12); ρэксц |
– эксцентричность (см. табл. 2.11); δ – допуск на |
диаметральный размер базовой поверхности заготовки, используемой при зацентровке.
Таблица 2.10
Смещение осей поковок, штампуемых в разных половинах штампа ρсм , мм
Масса |
|
|
|
|
Штамповка |
|
|
|
|
На молотах |
|
На прессах и горизонтально- |
|||||
штампованной |
|
|
||||||
|
|
ковочных машинах |
||||||
поковки, кг |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
Группа точности |
|
|
||
|
|
|
|
|
|
|
||
|
1 |
|
2 |
|
3 |
1 |
2 |
3 |
До 0, 25 |
0,30 |
|
0,4 |
|
0,6 |
0,20 |
0,3 |
0,5 |
Свыше 0,25 до 0,63 |
0,35 |
|
0,5 |
|
0,8 |
0,25 |
0,4 |
0,6 |
|
|
|
|
|
|
|
|
|
Свыше 0,63 до 1,60 |
0,40 |
|
0,6 |
|
1,2 |
0,30 |
0,5 |
0,7 |
|
|
|
|
|
|
|
|
|
Свыше 1,60 до 2,50 |
0,45 |
|
0,8 |
|
1,4 |
0,35 |
0,6 |
0,8 |
Свыше 2,50 до 4,00 |
0,50 |
|
1,0 |
|
1,5 |
0,40 |
0,7 |
0,9 |
|
|
|
|
|
|
|
|
|
Свыше 4,00 до 6,30 |
0,63 |
|
1,1 |
|
1,7 |
0,50 |
0,8 |
1,0 |
Свыше 6,30 до 10,00 |
0,70 |
|
1,2 |
|
2,0 |
0,60 |
0,9 |
1,2 |
Свыше 10, 00 до 16 |
0,80 |
|
1,3 |
|
2,1 |
0,60 |
1,0 |
1,3 |
Свыше 16 до 25 |
0,90 |
|
1,4 |
|
2,3 |
0,70 |
1,1 |
1,4 |
Свыше 25 до 40 |
1,00 |
|
1,6 |
|
2,6 |
0,70 |
1,2 |
1,6 |
Свыше 40 до 63 |
1,20 |
|
1,8 |
|
2,9 |
– |
– |
– |
Свыше 63 до 100 |
1,40 |
|
2,2 |
|
3,5 |
– |
– |
– |
Свыше 100 до 125 |
1,60 |
|
2,4 |
|
3,8 |
– |
– |
– |
Свыше 125 до 160 |
1,80 |
|
2,7 |
|
4,4 |
– |
– |
– |
Свыше 160 до 200 |
2,20 |
|
3,2 |
|
5,0 |
– |
– |
– |
Примечание: Группы точности: 1 – повышенная, 2 – нормальная, 3 – пониженная.
16
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2.11 |
|||
Эксцентричность ρэксц |
и коробление поковок ρкор , |
|
|
|
||||||||||||
получаемых на прессах и горизонтально-ковочных машинах, мм |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Толщина (высота), |
|
|
|
Эксцентричность |
Кривизна (стрела |
|||||||||||
|
|
|
прогиба и коробление) |
|
||||||||||||
длина и ширина |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
Группа точности |
|
|
|
|
||||||
поковки |
|
|
|
|
|
|
|
|
|
|
||||||
|
|
1 |
|
2 |
|
3 |
1 |
2 |
|
3 |
|
|||||
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
До 50 |
|
0,50 |
|
0,8 |
|
1,0 |
0,25 |
0,5 |
|
0,5 |
|
|||||
Свыше 50 до 120 |
|
0,63 |
|
1,4 |
|
1,5 |
0,25 |
0,5 |
|
0,5 |
|
|||||
Свыше 120 до 180 |
|
0,80 |
|
2,0 |
|
2,5 |
0,32 |
0,5 |
|
0,7 |
|
|||||
Свыше 180 до 260 |
|
1,00 |
|
2,8 |
|
3,5 |
0,32 |
0,6 |
|
0,9 |
|
|||||
Свыше 260 до 360 |
|
1,50 |
|
3,2 |
|
4,5 |
0,40 |
0,70 |
|
1,0 |
|
|||||
Свыше 360 до 500 |
|
2,50 |
|
3,6 |
|
5,5 |
0,50 |
0,80 |
|
1,1 |
|
|||||
Примечание : Группы точности: 1 – повышенная, 2 – нормальная, 3 – пониженная. |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2.12 |
|||
Удельная изогнутость и коробление |
кор , мкм/мм |
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|||||||
Метод |
|
|
Диаметр или толщина деталей, мм |
|||||||||||||
|
Свыше |
|
Свыше |
|
Свыше |
Свыше |
Свыше |
|||||||||
получения поверхности |
|
|
|
|||||||||||||
|
18 до 30 |
30 до 50 |
50 до 80 |
80 до 120 |
120 до 180 |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Литьё в земляные формы |
4 |
|
деталей типа плит |
||
|
||
Литьё в металлические |
2 |
|
формы корпусных деталей |
||
|
||
Горячая штамповка |
2,4 |
|
(без правки) |
||
|
||
Горячая штамповка |
0,4 |
|
(после правки) |
||
|
||
Прокат горячекатаный (без |
12 |
|
правки) |
|
|
Прокат горячекатаный (по- |
2 |
|
сле правки) |
||
|
||
|
|
|
Прокат калиброванный |
|
|
нормальной точности |
4 |
|
(без правки) |
|
4 |
3 |
3 |
2,5 |
|
|
|
|
2 |
1 |
1 |
0,7 |
|
|
|
|
2 |
1,6 |
1,2 |
0,8 |
|
|
|
|
0,3 |
0,2 |
0,2 |
0,15 |
|
|
|
|
10 |
10 |
8 |
5 |
|
|
|
|
2 |
1,5 |
1 |
1 |
|
|
|
|
4 |
3 |
3 |
2 |
17

|
|
|
|
Окончание табл. 2.12 |
||
|
|
|
|
|
|
|
Метод |
Диаметр или толщина деталей, мм |
|||||
Свыше |
Свыше |
Свыше |
Свыше |
Свыше |
||
получения поверхности |
||||||
18 до 30 |
30 до 50 |
50 до 80 |
80 до 120 |
120 до 180 |
||
|
|
|
|
|
|
|
Прокат калиброванный |
2 |
|
(после правки) |
||
|
||
Прокат холоднотянутый |
8 |
|
(без правки) |
||
|
||
Прокат холоднотянутый |
2 |
|
(после правки) |
||
|
||
Закалённые детали |
0,9 |
|
(после правки) |
||
|
||
Детали после закалки ТВЧ |
0,5 |
|
|
|
|
Валы после шлифования |
0,06 |
|
|
|
|
Валы закалённые ТВЧ |
0,03 |
|
после шлифования |
||
|
2 |
1,5 |
1,5 |
1 |
|
|
|
|
6 |
4 |
2 |
– |
|
|
|
|
1,5 |
1 |
1 |
– |
|
|
|
|
0,8 |
0,7 |
0,6 |
0,5 |
|
|
|
|
0,4 |
0,4 |
0,3 |
0,3 |
|
|
|
|
0,05 |
0,04 |
0,03 |
– |
|
|
|
|
0,03 |
0,02 |
0,02 |
– |
Значение коэффициента уточнения ку |
Таблица 2.13 |
||
|
|||
|
|
|
|
Заготовка |
Технологический |
|
Коэффициент |
переход |
|
уточнения ку |
|
|
|
||
|
После обтачивания: |
|
0,05 |
|
однократного |
|
|
|
|
|
|
Калиброванный прокат |
двукратного |
|
0,02 |
|
После шлифования: |
|
0,06 |
|
чернового |
|
|
|
|
|
|
|
чистового |
|
0,04 |
|
|
|
|
|
После обтачивания: |
|
|
Горячекатаный |
чернового |
|
0,06 |
и однократного |
|
|
|
прокат, штамповка, |
|
|
|
получистового |
|
0,05 |
|
отливка |
|
||
|
чистового |
|
0,04 |
|
|
|
|
18
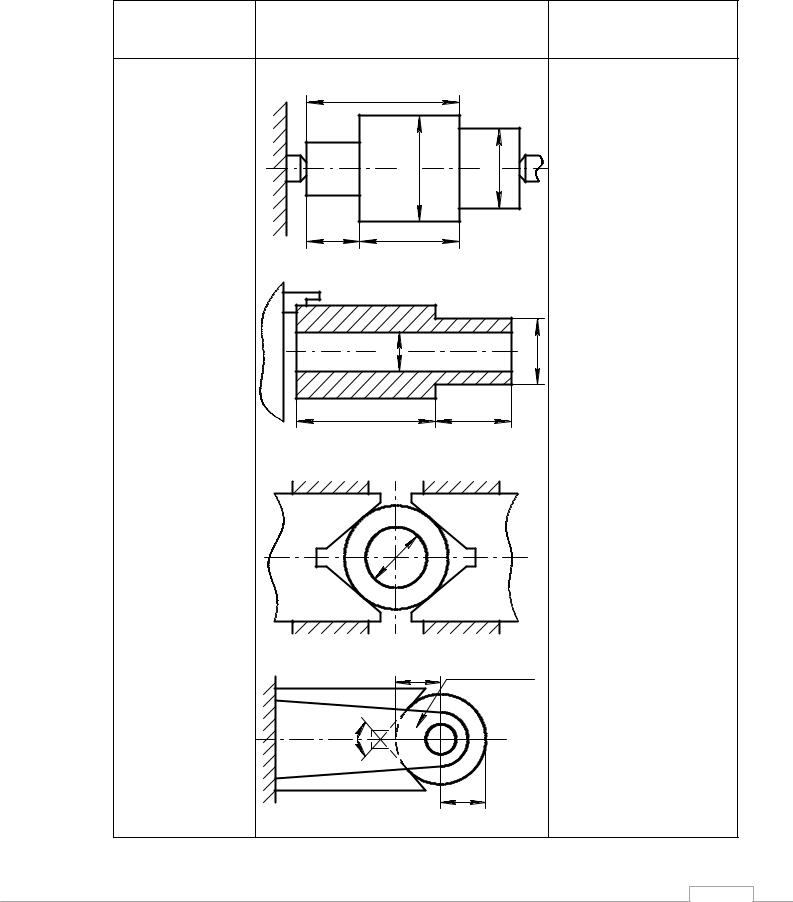
Таблица 2.14
Погрешность базирования при обработке в приспособлениях
Базирование |
Схема установки |
|
||
По |
центровым |
|
C |
|
отверстиям: |
|
|
|
|
на жесткий |
|
|
|
|
передний центр |
|
1 |
2 |
|
на плавающий |
|
|||
|
D |
D |
||
передний центр |
|
|
|
|
|
|
b |
a |
|
По внешней |
|
|
поверхности: |
|
|
в зажимной цан- |
|
|
ге по упору и в |
d |
D |
самоцентри- |
|
|
рующемся па- |
a |
b |
троне с упор- |
||
ным торцом |
|
|
В самоцентри- |
|
|
||
рующихся |
|
|
||
призмах |
|
d |
|
|
|
|
|
l |
кондукторная |
|
|
|
|
втулка |
Впризмеприоб- |
|
|
||
работке |
отвер- |
a |
|
|
стия |
по |
кон- |
|
|
дуктору |
|
|
D |
|
|
|
|
|
|
Погрешность базирования ε
εD = 0; |
εD |
2 |
= 0 |
1 |
|
|
|
εa = 0; εb = |
ц |
||
εC = |
ц |
|
|
При плавающем центре:
εb = 0; |
εC = 0 |
εD = 0; |
εd = 0 |
εa = 0; |
εb = 0 |
εd = 0
εC = 0
εС = |
δD |
|
|
2sin |
α |
|
|
|
|
||
2 |
|
||
|
|
|
19

Базирование |
Схема установки |
По плоской по- |
D |
верхности при |
|
обработке от- |
|
верстия по кон- |
|
дуктору |
|
|
d |
В призме |
|
при обработке |
|
паза |
|
В призме при обработке плоскости
b
n
D
m


 h
h
a
Продолжение табл. 2.14
Погрешность базирования ε
εl =δ2D
εl = δ2D
εm = 0
|
|
|
|
|
|
|
|
|
|
|
|
δD |
|
|
1 |
|
|
|
|||
εh = |
= |
|
|
−1 |
||||||
|
|
α |
||||||||
|
|
2 |
|
|
|
|
|
|||
|
|
|
|
sin |
2 |
|
|
|||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
δD |
|
|
1 |
|
|
|
|||
εn = |
= |
|
|
|
|
|
||||
|
|
|
|
|
||||||
|
2 |
|
|
α |
+1 |
|||||
|
|
|
|
|
||||||
|
|
|
|
sin |
|
2 |
|
|
||
|
|
|
|
|
δD |
|
|
|
||
ε |
|
= |
|
|
|
|
|
|
||
m |
2 sin |
α |
|
|||||||
|
|
|
|
|||||||
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
2 |
|
|
εb = 0
20
|
|
|
|
Продолжение табл. 2.14 |
||||
Базирование |
|
Схема установки |
|
Погрешность |
||||
|
|
базирования ε |
||||||
|
|
|
|
|
||||
По отверстию: |
A |
|
|
εD |
= Smin +δB +δ A |
|||
на жесткой |
|
|
|
1 |
|
|
|
|
|
|
|
εD2 = Smin +δB +δ A |
|||||
оправке |
|
|
|
|||||
со свободной |
|
|
|
εh |
= Smin +δB +δ A |
|||
посадкой |
|
D |
|
При установке |
|
|||
|
|
|
|
|||||
|
|
|
|
оправки |
|
|
|
|
|
|
|
|
на плавающий |
|
|
||
|
A |
B |
|
передний центр, |
||||
|
|
в гильзу или патрон |
||||||
|
|
|
|
|||||
|
|
|
|
по упору |
|
|
|
|
|
A |
A-A |
|
|
εa = 0 ; εb = 0 |
|||
|
|
|
h |
При установке |
|
|||
|
|
|
оправки на жесткий |
|||||
|
|
|
|
|||||
|
|
|
|
передний центр |
|
|||
|
D1 |
|
|
|
εb = 0 εa = |
Ц |
||
По отверстию: |
|
|
|
|
εD = 0; |
εD |
|
= 0 |
|
|
|
|
1 |
|
2 |
|
|
|
|
|
|
|
|
|
||
на разжимной |
|
|
|
1 |
εh = 0; |
εb = |
Ц |
|
оправке, |
|
|
|
D |
εa |
= 0 |
|
|
на жесткой |
|
|
|
|
|
|
||
оправке |
|
|
|
|
|
|
|
|
|
|
a |
b |
|
|
|
|
|
По плоскости |
|
C |
|
|
εB = δa |
|
||
при обработке |
|
|
|
b |
εK |
= δl |
|
|
уступа |
|
|
|
|
εC |
= a |
|
|
|
|
|
|
|
|
|
||
|
|
|
Ê |
|
|
|
|
|
|
|
l |
|
|
|
|
|
|
21
Окончание табл. 2.14
Базирование |
Схема установки |
Погрешность |
|
базирования ε |
|||
|
|
||
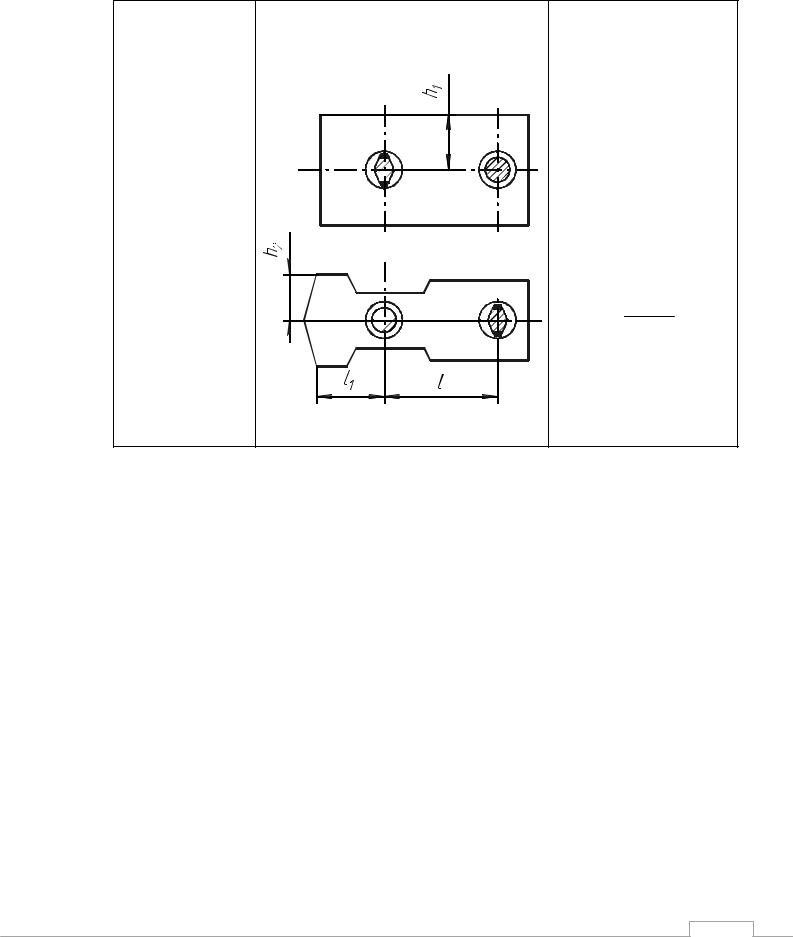
По двум |
|
|
|
отверстиям |
εh |
= Smin +δB +δA |
|
на пальцах: |
1 |
||
|
|
||
при обработке |
|
|
|
верхней поверх- |
|
|
|
ности |
|
|
|
|
εh2 |
= (Smin +δB +δA )× |
|
× 2l1 + ll
Примечание: Обозначения, используемые в табл. 2.14: εl – смещение оси отверстия относительно оси внешней поверхности; δ D – допуск на диаметр внешней поверхности; Smin – минимальный гарантийный зазор; δB – допуск на размер оправки; δ A – допуск на размер базового отверстия.
|
|
|
|
Таблица 2.15 |
||
Просадка центровых гнёзд (отверстий) |
ц |
|
|
|||
|
|
|
|
|
|
|
Наибольший диаметр |
1; 2; 2,5 |
4; 5; 6 |
7,5; 10 |
12,5; 15 |
20; 30 |
|
центрового гнезда, мм |
|
|||||
|
|
|
|
|
|
|
ц , мм |
0,12 |
0,15 |
0,20 |
0,22 |
0,25 |
|
|
|
|
|
|
|
|
22

Таблица 2.16
Погрешность закрепления при установке заготовок в пневматическом патроне
|
|
Погрешность закрепления εЗ, мкм, |
|
||||||||
|
|
при поперечном размере заготовки, мм |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Характеристика |
Свыше 10до6 |
Свыше 18до10 |
Свыше 30до18 |
Свыше 50до30 |
Свыше 80до50 |
Свыше 120до80 |
Свыше 180до120 |
Свыше 260до180 |
Свыше 360до260 |
Свыше 500до360 |
|
|
|
|
|
|
|
|
|
|
|
||
базовой поверхности |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
|
В |
радиальном направлении |
|
|
|
|
|||||
Литье |
180 |
220 |
260 |
320 |
380 |
440 |
550 |
580 |
660 |
760 |
|
в песчаную форму |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Литье |
120 |
140 |
170 |
220 |
240 |
280 |
320 |
380 |
440 |
500 |
|
в постоянную форму |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Литье по выплавляе- |
|
|
|
|
|
|
|
|
|
|
|
мым моделям или |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
120 |
– |
– |
|
в оболочковые формы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Литье под давлением |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
60 |
– |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
Горячая штамповка |
180 |
220 |
260 |
320 |
380 |
440 |
500 |
580 |
660 |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
Горячекатаная |
180 |
220 |
260 |
320 |
380 |
440 |
500 |
– |
– |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
Предварительно |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
120 |
140 |
160 |
|
обработанная |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Чисто обработанная |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
60 |
70 |
80 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В осевом направлении |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
Литье |
55 |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
|
в песчаную форму |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Литье |
55 |
60 |
65 |
75 |
80 |
90 |
110 |
110 |
120 |
130 |
|
в постоянную форму |
|||||||||||
Литье по выплавляе- |
|
|
|
|
|
|
|
|
|
|
|
мым моделям или |
45 |
50 |
55 |
65 |
75 |
80 |
85 |
90 |
– |
– |
|
в оболочковые формы |
|
|
|
|
|
|
|
|
|
|
|
Литье под давлением |
25 |
35 |
45 |
50 |
55 |
65 |
70 |
80 |
– |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
Горячая штамповка |
55 |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
Горячекатаная |
55 |
60 |
70 |
80 |
90 |
100 |
110 |
– |
– |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
23

Окончание табл. 2.16
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
11 |
|
|
|
Предварительно |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
|
- |
|
|
|
обработанная |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чисто обработанная |
25 |
30 |
35 |
40 |
50 |
60 |
70 |
80 |
90 |
|
100 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2.17 |
|
||||
|
Погрешность закрепления при установке заготовок |
|
|
|
|
|
||||||||
|
на опорные пластины приспособлений |
|
|
|
|
|
|
|||||||
|
|
|
Погрешность закрепления εЗ, мкм, |
|
|
|
||||||||
|
|
|
|
|
|
|||||||||
|
Характеристика |
|
при поперечном размере заготовки, мм |
|
|
|
||||||||
|
Свыше 10до6 |
Свыше до1018 |
Свыше до1830 |
Свыше до3050 |
Свыше до5080 |
Свыше 120до80 |
Свыше до120180 |
Свыше до180260 |
Свыше до260360 |
Свыше до360500 |
|
|
||
|
базовой поверхности |
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
11 |
|
|
|
Установка в |
зажимное приспособление с винтовыми |
|
|
|
|
|
|||||||
|
или эксцентриковыми зажимами |
|
|
|
|
|
|
|
||||||
|
Литье |
– |
100 |
110 |
120 |
135 |
150 |
175 |
200 |
240 |
|
280 |
|
|
|
в песчаную форму |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Литье |
55 |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
|
140 |
|
|
|
в постоянную форму |
|
|
|
||||||||||
|
Литье по выплавляе- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
мым моделям или |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
– |
– |
|
|
|
|
в оболочковые формы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Литье под давлением |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
– |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Горячая штамповка |
- |
100 |
110 |
120 |
135 |
150 |
175 |
200 |
240 |
|
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Горячекатаная |
90 |
100 |
110 |
120 |
135 |
150 |
175 |
– |
– |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Предварительно |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
|
130 |
|
|
|
обработанная |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чисто обработанная |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
|
120 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифованная |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
|
110 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Установка в зажимное |
|
приспособление с пневматическими зажимами |
|
|
|||||||||
|
Литье |
– |
80 |
90 |
100 |
110 |
120 |
140 |
160 |
190 |
|
220 |
|
|
|
в песчаную форму |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
24 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||

Окончание табл. 2.17
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Литье |
50 |
55 |
60 |
65 |
70 |
80 |
90 |
100 |
110 |
120 |
|
в постоянную форму |
|||||||||||
Литье по выплавляе- |
|
|
|
|
|
|
|
|
|
|
|
мым моделям или в |
35 |
40 |
50 |
55 |
60 |
70 |
80 |
90 |
– |
– |
|
оболочковые формы |
|
|
|
|
|
|
|
|
|
|
|
Литье под давлением |
25 |
30 |
35 |
40 |
50 |
60 |
70 |
80 |
– |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
Горячая штамповка |
- |
80 |
90 |
100 |
110 |
120 |
140 |
160 |
180 |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
Горячекатаная |
70 |
80 |
90 |
100 |
110 |
120 |
140 |
– |
– |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
Предварительно |
35 |
40 |
50 |
55 |
60 |
70 |
80 |
90 |
100 |
110 |
|
обработанная |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Чисто обработанная |
25 |
30 |
35 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифованная |
15 |
20 |
25 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
|
|
|
|
|
|
|
|
|
|
|
|
Примечания: 1. Поперечный размер заготовки принимать в сечении по нормали к обрабатываемой поверхности. 2. Погрешность закрепления дана по нормали к обрабатываемой поверхности.
|
|
|
|
|
|
|
|
|
Таблица 2.18 |
|||
Погрешность закрепления при установке заготовок |
|
|
||||||||||
на опорные штифты приспособлений |
|
|
|
|||||||||
|
|
|
Погрешность закрепления εЗ, мкм, |
|
||||||||
|
|
|
|
|||||||||
|
|
|
при поперечном размере заготовки, мм |
|
||||||||
Характеристика |
|
Свыше до610 |
Свыше до1018 |
Свыше до1830 |
Свыше до3050 |
Свыше до5080 |
Свыше до80120 |
Свыше до120180 |
Свыше до180260 |
Свыше до260360 |
Свыше до360500 |
|
базовой поверхности |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Установка в |
зажимное приспособление с винтовыми |
|
|
|||||||||
|
или эксцентриковыми зажимами |
|
|
|
|
|||||||
Литье |
|
– |
100 |
125 |
150 |
175 |
200 |
225 |
250 |
300 |
350 |
|
в песчаную форму |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
||
Литье |
|
– |
100 |
110 |
120 |
130 |
140 |
150 |
160 |
180 |
200 |
|
в постоянную форму |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
||
25

Окончание табл. 2.18
Литье по выплавляемым |
|
|
|
|
|
|
|
|
|
|
|
моделям или |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
150 |
– |
– |
|
в оболочковые формы |
|
|
|
|
|
|
|
|
|
|
|
Литье под давлением |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
– |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
Горячая штамповка |
- |
100 |
125 |
150 |
175 |
200 |
225 |
250 |
300 |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
Горячекатаная |
90 |
100 |
125 |
150 |
175 |
200 |
225 |
– |
– |
– |
|
Предварительно |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
150 |
160 |
170 |
|
обработанная |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Чисто обработанная |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
150 |
160 |
|
Шлифованная |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
150 |
|
Установка в зажимное приспособление с пневматическими зажимами |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Литье |
- |
90 |
100 |
120 |
140 |
160 |
180 |
200 |
240 |
280 |
|
в песчаную форму |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Литье |
- |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
160 |
180 |
|
в постоянную форму |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Литье по выплавляемым |
|
|
|
|
|
|
|
|
|
|
|
моделям или |
65 |
70 |
75 |
80 |
90 |
100 |
110 |
120 |
– |
– |
|
в оболочковые формы |
|
|
|
|
|
|
|
|
|
|
|
Литье под давлением |
40 |
45 |
50 |
60 |
70 |
80 |
90 |
100 |
– |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
Горячая штамповка |
- |
90 |
100 |
120 |
140 |
160 |
180 |
200 |
240 |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
Горячекатаная |
70 |
80 |
100 |
120 |
140 |
150 |
180 |
– |
– |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
Предварительно |
65 |
70 |
75 |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
|
обработанная |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Чисто обработанная |
50 |
60 |
70 |
80 |
90 |
90 |
100 |
110 |
120 |
130 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифованная |
40 |
50 |
60 |
70 |
80 |
80 |
90 |
100 |
110 |
120 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания: 1. Поперечный размер заготовки принимать наибольший в сечении по нормали к обрабатываемой поверхности. 2. Погрешность закрепления дана по нормали к обрабатываемой поверхности.
26

Таблица 2.19
Погрешность закрепления при установке заготовок в самоцентрирующемся патроне
|
|
Погрешность закрепления εЗ, мкм, |
|
||||||||
Характеристика |
|
при поперечном размере заготовки, мм |
|
||||||||
Свыше 10до6 |
Свыше до1018 |
Свыше до1830 |
Свыше до3050 |
Свыше до5080 |
Свыше до80120 |
Свыше до120180 |
Свыше до180260 |
Свыше до260360 |
Свыше до360500 |
||
базовой поверхности |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
В радиальном направлении |
|
|
|
|
|||||||
Литье |
220 |
270 |
320 |
370 |
420 |
500 |
600 |
700 |
800 |
900 |
|
в песчаную форму |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Литье |
150 |
175 |
200 |
250 |
300 |
350 |
400 |
450 |
550 |
650 |
|
в постоянную форму |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Литье по выплавляемым |
|
|
|
|
|
|
|
|
|
|
|
моделям или в оболоч- |
50 |
60 |
70 |
80 |
100 |
120 |
140 |
160 |
200 |
250 |
|
ковые формы |
|
|
|
|
|
|
|
|
|
|
|
Литье под давлением |
25 |
30 |
35 |
40 |
50 |
60 |
70 |
80 |
100 |
125 |
|
Горячая штамповка |
220 |
270 |
320 |
370 |
420 |
500 |
600 |
700 |
800 |
900 |
|
на молотах |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Горячая штамповка |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
– |
– |
|
на прессах |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Горячекатаная |
220 |
270 |
320 |
370 |
420 |
500 |
600 |
– |
– |
– |
|
Предварительно обра- |
50 |
60 |
70 |
80 |
100 |
120 |
140 |
160 |
180 |
200 |
|
ботанная |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Чисто обработанная |
25 |
30 |
35 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
|
Шлифованная |
12 |
15 |
16 |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
|
|
В |
осевом |
направлении |
|
|
|
|
|
|||
Литье |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
150 |
160 |
|
в песчаную форму |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Литье |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
150 |
|
в постоянную форму |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Литье по выплавляемым |
|
|
|
|
|
|
|
|
|
|
|
моделям или в оболоч- |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
|
ковые формы |
|
|
|
|
|
|
|
|
|
|
|
Литье под давлением |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
|
Горячая штамповка |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
150 |
200 |
|
на молотах |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Горячая штамповка |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
150 |
|
на прессах |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
27