

2.4. Выводы по разделу
В данном разделе мы, определили требуемые для получения данной детали мощностные и силовые параметры, рассчитали рациональную скорость подачи из условия отсутствия отталкивания заготовки от режущего инструмента. Также мы определили потребное количество инструмента на год и абразивного материала для его заточки.
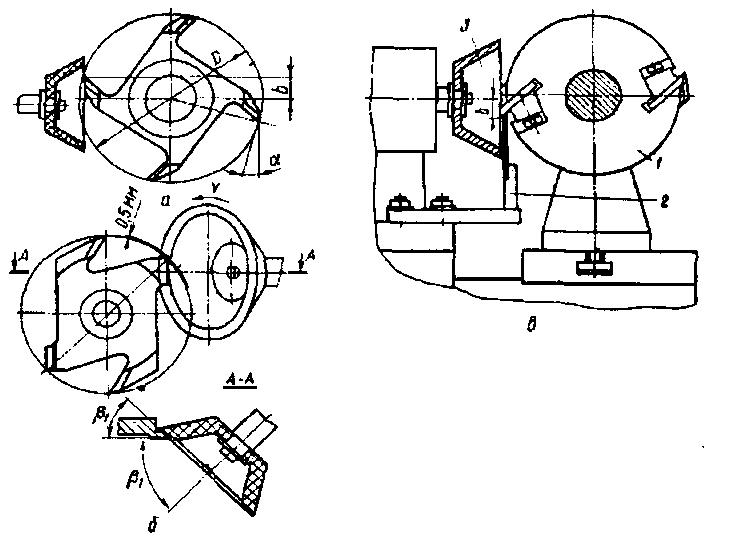
Рис. 6 Схемы злючки зубьев фрез по задней поверхности: а - основных зубьев цельных фрез; б - подрезающих зубьев цельных фрез; в ножей сборных фрез с винтовой режущей кромкой; г - сборная фреза; 2 упора; 3 -абразивный круг.
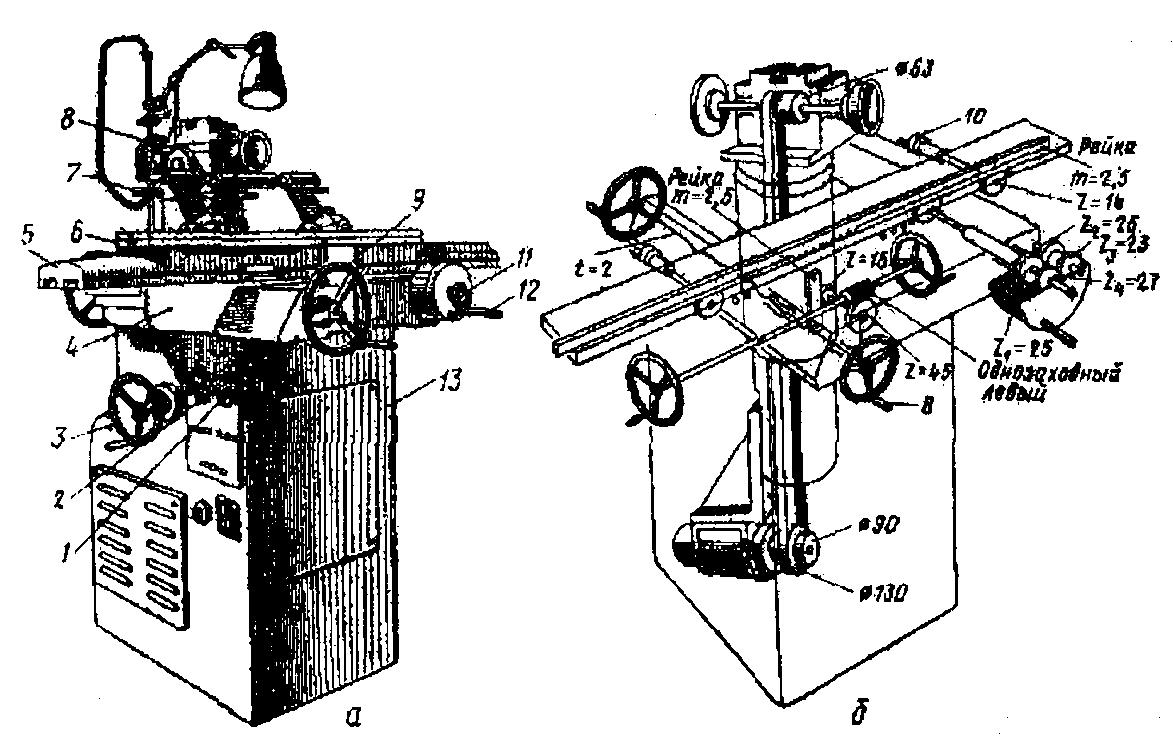
Рис. 7 Универсально-заточной станок ЗА64М.
а - общий вид; б - кинематическая схема; I я 2 кнопки пуска и остановки шпинделя; 3 - маховичок вертикального перемещения головки; 4 - суппорт; 5 - стол; 6 — верхняя часть стала; 7 - рукоятка поворота шлифовальной головки; 8 - шлифовальная головка; 9 - маховичок поперечного перемещения стола; 10 - рукоятка быстрого продольного перемещения стола; 11 - кнопка переключения скорости вращения стола; 12 - маховичок медленного перемещения стола; 13 - станина.
 Универсальная
головка (рис 8,а) дает возможность
устанавливать затачиваемые, поверхности
под любым углом к рабочей поверхности
круга. Это наиболее часто применяемое
приспособление при, заточке концевых
инструментов и насадных фрез. Передняя
и задняя бабки предназначены для
поддержания инструмента, который нельзя
закрепить в универсальной головке.
Трехповоротные тиски (рис. 8,б) используют
для заточки ножей и других инструментов.
Универсальный упор (рис. 8, в) предназначен
для фиксирования правильного положения
фрезы при заточке без делительной
головки.
Универсальная
головка (рис 8,а) дает возможность
устанавливать затачиваемые, поверхности
под любым углом к рабочей поверхности
круга. Это наиболее часто применяемое
приспособление при, заточке концевых
инструментов и насадных фрез. Передняя
и задняя бабки предназначены для
поддержания инструмента, который нельзя
закрепить в универсальной головке.
Трехповоротные тиски (рис. 8,б) используют
для заточки ножей и других инструментов.
Универсальный упор (рис. 8, в) предназначен
для фиксирования правильного положения
фрезы при заточке без делительной
головки.
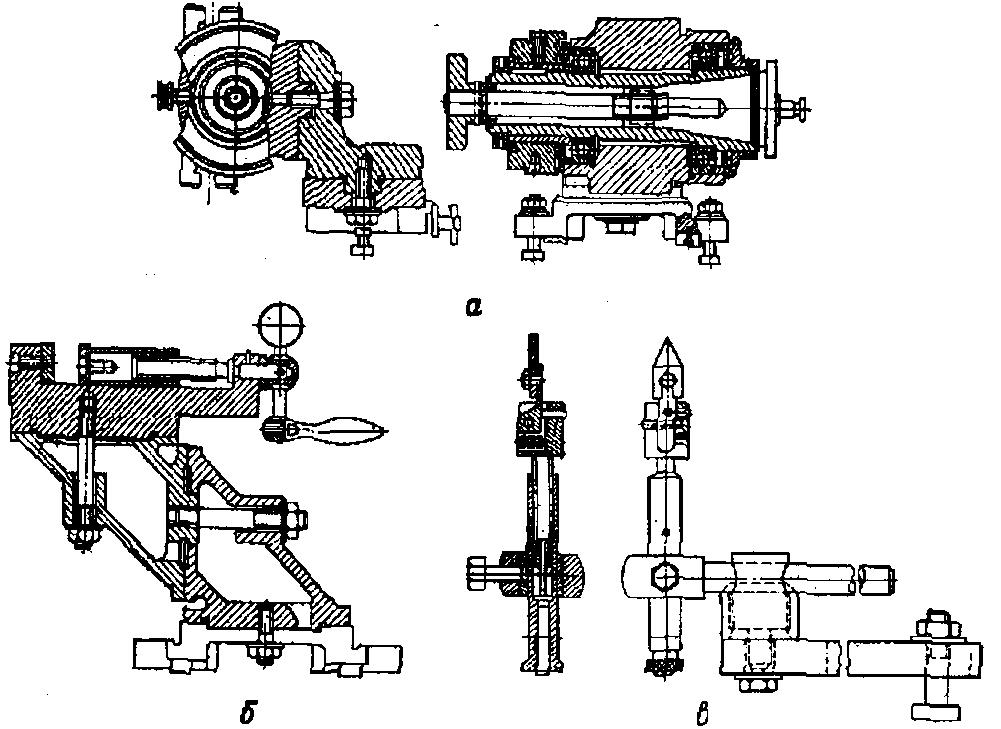
Рис.8 Приспособления к заточному станку типа ЗА64М.
а - универсальная головка; б - тиски; в - упор.
При за точке прямозубого инструмента упор устанавливают на столе, а при заточке зубьев с винтовой режущей кромкой на шлифовальной головке. Для выполнения различных работ с упором применяют сменные пластины различных размеров. Их делают из упругой стальной полосы толщиной 1 — 1,5 мм. Такой упор достаточно точно базирует инструмент при заточке и легко соскакивает с зуба при повороте фрезы. Цанговые патроны предназначены, для закрепления концевых фрез в универсальной головке.
Отечественной промышленностью выпускаются также
специализированные станки для заточки фрезерного инструмента следующих моделей: ТчФ - для заточки насадных фрез; ТчФА - для заточки насадных фрез в автоматическом режиме; ТчФТ - для заточки насадных фрез, стальных и твердосплавных, в автоматическом режиме; ТчФК - для заточки концевых фрез и фрезерных цепочек.
Это в свою очередь вызывает ускоренный износ элементов сишка (особенно подшипниковых опор, шпинделя), ухудшение качества обработки, увеличение уровня шума. Различают два вида балансировки — статическую и динамическую. Статичеекая балансировка позволяет уравновесить силы, действующие на вращающуюся фрезу. Для этого необходимо, чтобы центр массы фрезы располагался на оси вращения. Статическая балансировка насадных фрез выполняется на приспособлении, показанном на рис. 9
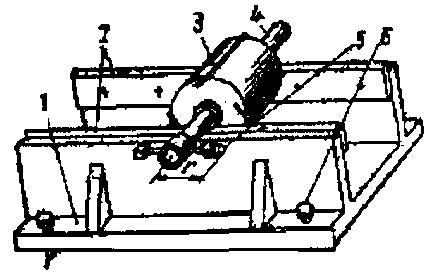
 Рис.
9 Приспособление для статической
балансировки инструмента:
Рис.
9 Приспособление для статической
балансировки инструмента:
1 -основание, 2-направляющие, 3-фреза, 4-оправка, 5- уравновешивающий грузик, 6-регулируемая опора.
Фрезу насаживают на отбалансированную оправку, которую устанавливают на горизонтальные направляющие. Направляющие выверяют по уровню с помощью регулируемых опор. Легким толчком руки фрезу с оправкой заставляют катиться по направляющим. Когда фреза остановится, замечают ее положение (например, отмечая верхнюю точку мелом). Эту операцию повторяют 3-4 раза. Если фреза останавливается в различных положениях, то можно считать, что фреза уравновешена. Если фреза каждый раз останавливается в одном положении, центр массы смещен относительно оси вращения. Это смещение и заставляет фрезу разворачиваться тяжелой частью вниз. Для определения величины неуравновешенности на легкую сторону (обращенную вверх) прикрепляют дополнительную массу G1 (гирьку или шарик из пластилина). Величину массы подбирают такой, чтобы фреза останавливалась в произвольном положении. Измеряют расстояние г1 от оси фрезы до центра массы груза. Степень неуравновешенности характеризуют,
величиной дисбаланса D = Gl*rl. Затем в тяжелой нерабочей части фрезы стачивают или высверливают металл. Возможно, также уравновешивание ввинчиванием специальных винтов на легкой части фрезы, перемещение сухариков в корпусе и др.
Во всех случаях массу дополнительного груза Gдоп рассчитывают по формуле:
Gдоп= (С1г1)/г2 =D/r2