

Шероховатость поверхности
Под шероховатостью поверхности понимается совокупность неровностей с относительно малым шагом - от 2 до 800 мкм и высотой 0,03-400 мкм.
К параметрам шероховатости можно отнести: Rz - высоту неровноcтей профиля по десяти точкам, мкм;
Ra - арифметическое отклонение профиля, мкм.
Значение Rz является средним арифметическим десяти измерений высоты неровностей на базовой длине. Этот параметр содержит минимальную информацию о поверхности, поэтому его назначают на несопрягаемые, грубо обработанные поверхности, а также поверхности, получаемые литьем, ковкой, штамповкой.
При определении параметра Rа исследуют все отклонения неровностей профиля (все впадины и выступы), поэтому параметр Ra дает более полную информацию о геометрии поверхности. Принято 14 классов шероховатости, причем с увеличением номера шероховатость уменьшается.
Параметры шероховатости указываются на рабочих чертежах деталей. Для параметра Ra значение шероховатости ставится без символа (например, 1,6; 3,2; 6,3), а для параметра Rz - после символа (например, Rz 20, Rz40) и т.д.
Различают три основных вида знаков шероховатости:
-
если вид обработки поверхности (точение,
фрезерование) конструктор не устанавливает,
то применяется знак![]() ,
а численное значение параметра
шероховатости наносится над знаком:
,
а численное значение параметра
шероховатости наносится над знаком:![]() ;
;![]() ;
;
-
если конструктор устанавливает вид
обработки, то кроме параметра шероховатости
на полке знака указывается вид
обработки
;
шабрить





 1,5
1,5
- если поверхность образуется без удаления слоя материала (например, накатыванием роликом или чеканкой),то на полке знака наносится вид
обработки
,
![]() а
на знаке шероховатости рисуется круг.
а
на знаке шероховатости рисуется круг.
Обозначение преобладающей шероховатости, чаще всего наиболее грубой, показывают в правом верхнем углу чертежа (рис.1.7). Знак, взятый в скобки, обозначает, что все остальные поверхности детали, кроме обозначенных на чертеже, имеют шероховатость, указанную перед скобкой.
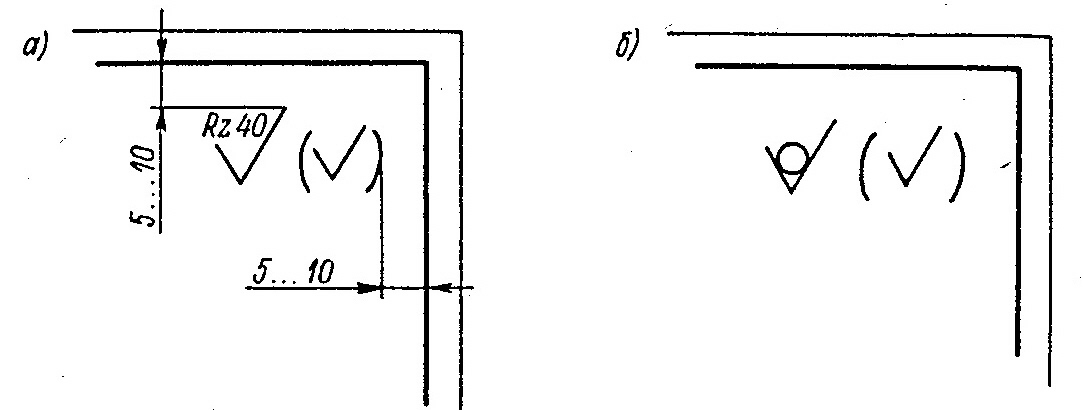
Рис. 1.7. Обозначение преобладающей шероховатости поверхности
§ 1.6. Стандартизация, унификация и технологичность в машиностроении.
Под стандартизацией подразумевают установление специальных норм, правил, показателей, методов и т.п., предназначенных для использования при проектировании, производстве, испытаниях, ремонте, эксплуатации и хранении продукции.
Процесс конструирования машин стандартизован требованиями Единой системы конструкторской документации (ЕСКД). Кроме того, при проектировании машин применяются большое количество стандартов, нормалей, руководящих технических материалов и унифицированных методов расчета.
Стандартизация упрощает и ускоряет проектирование машин и механизмов, снижает трудоемкость изготовления, облегчает ремонт.
Требования ЕСКД определяют правила оформления чертежей, значения мощностей, угловых скоростей и грузоподъемности машин, характеристики машиностроительных материалов, шероховатости поверхностей и точность их изготовления, параметры крепежных деталей, подшипников, ремней, цепей, муфт, зубчатых и червячных передач.
Унификация - это направление стандартизации, предназначенное для сокращения типов, видов и размеров изделий одинакового функционального назначения , методов их проектирования и расчета. Унификация изделия проводится по числовым значениям параметров машин и по конструктивным формам. Унификация деталей и узлов направлена на ограничение их типоразмеров и создает условия для организации специализированных производств, обеспечивающих серийный выпуск типовых изделий и высокую надежность продукции. Высшим этапом унификации является агрегатирование, при котором машина создается из готовых, стандартных, взаимозаменяемых узлов и агрегатов.
Технологичной называют такую конструкцию, которая изготовляется при минимальных затратах труда, времени и средств. На технологичность влияют такие факторы, как форма детали, применяемый материал, точность изготовления и шероховатость поверхностей, термическая обработка, способ получения заготовки, возможности применяемого оборудования и др.
При проектировании следует предпочитать детали плоской, цилиндрической или конической формы, как наиболее технологичные и дешевые в изготовлении.
Ускорение процесса обработки детали достигается уменьшением числа обрабатываемых поверхностей и их рациональным расположением. Форма деталей и их расположение в агрегате должны обеспечивать удобную сборку, обслуживание и ремонт. Форма детали и ее материал должны выбираться так, чтобы при обеспечении необходимой прочности, иметь минимальную массу и низкую стоимость в изготовлении.