

2. 2. 2 Шпоночные соединения
Цель - изучение конструкций шпоночных соединений, области их применения, преимуществах и недостатках, способах сборки и разборки, выполняемых функциях. Уяснение используемых видов шпонок, посадки при установке шпонки в шпоночные канавки, выбор материалов и изучение методов расчета на прочность.
Шпоночные соединения служат для передачи крутящего момента посредством шпонки соединяющей вал и установленную на нем деталь (рис.2.33). Шпонки обычно используют в малонагруженных соединениях. К недостаткам соединений этого типа относят невысокую несущую способность, снижение прочности соединяемых деталей шпоночными пазами, трудоемкость в изготовлении. К достоинствам можно отнести простоту сборки-разборки и предохранительные свойства соединения при срезе шпонки в случае возрастания крутящего момента.
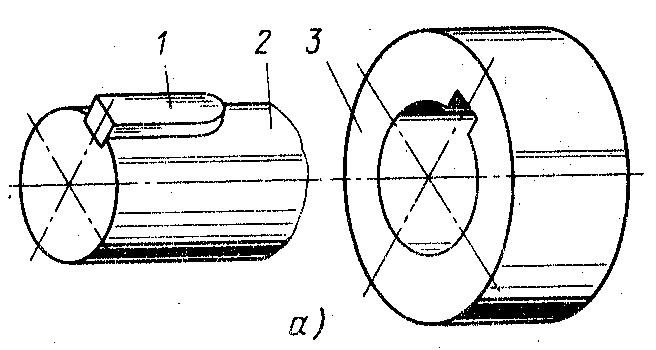
Рис. 2.33 Шпоночное соединение
В соединениях находят применение следующие виды шпонок: клиновые, призматические и сегментные. Клиновые шпонки в настоящее время применяется редко и только в соединениях не требующих точного центрирования (рис. 2.34). Недостатком таких соединений является радиальное смещение осей вала и ступицы, приводящее к их несоосности, возникновение больших напряжений из-за натяга, трудность демонтажа.
Наибольшее
распространение получили соединения
с призматическими шпонками,
устанавливаемыми в пазу по посадкам с
натягом
![]() (врезные шпонки) или по посадке
(врезные шпонки) или по посадке![]() (закладные шпонки).
(закладные шпонки).

Рис. 2.34 Соединение клиновой шпонкой
Призматические
шпонки располагаются в пазах вала и
втулки и передают крутящий момент
боковыми гранями (рис. 2.35). При этом в
поперечном сечении возникает напряжение
среза
![]() , а на боковых гранях - напряжение
смятия -
, а на боковых гранях - напряжение
смятия -![]() .
Недостатком призматических шпонок
является трудность обеспечения их
взаимозаменяемости. При сборке иногда
требуется подбор шпонки по пазу или
пригонка, что ограничивает их применение
в крупносерийном производстве. В
шпоночном соединении необходимо
обеспечить радиальный зазор между
шпонкой и ступицей предназначенный для
облегчения сборки и исключения
напряжений смятия в ступице от возможного
натяга. Однако наличие зазора вызывает
дополнительные динамические нагрузки.
.
Недостатком призматических шпонок
является трудность обеспечения их
взаимозаменяемости. При сборке иногда
требуется подбор шпонки по пазу или
пригонка, что ограничивает их применение
в крупносерийном производстве. В
шпоночном соединении необходимо
обеспечить радиальный зазор между
шпонкой и ступицей предназначенный для
облегчения сборки и исключения
напряжений смятия в ступице от возможного
натяга. Однако наличие зазора вызывает
дополнительные динамические нагрузки.
Ступицы
устанавливают на вал обычно по посадке
![]() ,
а в соединениях с циклическими или
,
а в соединениях с циклическими или
динамическими
нагрузками с натягом типа
![]() .
.

Рис.2.35 Призматические шпонки
Пазы в ступице выполняют долблением на долбежном станке или протягиванием специальной профильной протяжкой, а на валу - фрезерованием пальцевой или дисковой фрезой (рис. 2.36).

Рис. 2.36 Изготовление шпоночных пазов
В соединениях используется три разновидности шпонок (рис.2.35): с закругленными торцами (исполнение I), с закругленным и плоским торцами (исполнение 2) и с плоскими торцами (исполнение 3). Размеры призматических шпонок можно выбрать по стандарту.
Сегментные шпонки (рис. 2.37) обладают технологическими преимуществами по сравнению с призматическими. Обработка пазов выполняется дисковыми фрезами с большой точностью и производительностью, а шпонки нарезают из чистотянутых сегментных профилей.
Вследствие
значительного местного углубления на
валу сегментные шпонки устанавливают
преимущественно в массивных валах или
в малонагруженных соединениях. Размеры
сегментной шпонки: диаметр -![]() ,
длина -
,
длина -![]() ,
толщина -b
и высота - h
зависят от диаметра вала и представлены
в справочниках.
,
толщина -b
и высота - h
зависят от диаметра вала и представлены
в справочниках.
 Рис.
2.37 Соединение сегментной шпонкой
Рис.
2.37 Соединение сегментной шпонкой
На
чертежах шпонка обозначается размерами
![]() и номером ГОСТа.
и номером ГОСТа.
Шпонки общего применения изготавливают из углеродистых сталей СТ 45,50,60. В нагруженных соединениях применяют шпонки из легированных сталей 40Х с термообработкой до HRC35-45
Для
неподвижных шпоночных соединений, при
спокойной нагрузке рекомендуются
следующие предельные отклонения
размеров: для призматической или
сегментной шпонки –![]() ,
для паза вала -
,
для паза вала -
![]() ,
для паза ступицы -
,
для паза ступицы -
![]() .
.
После
определения размеров шпонки в соответствии
с конструктивными особенностями
соединяемых деталей, производят
проверочный расчет на прочность. Для
призматической шпонки, как отмечалось
ранее, напряжения среза
![]() и смятия
и смятия![]() найдутся из соотношения:
найдутся из соотношения:
![]() ,
,
где
![]() - крутящий момент,
- крутящий момент,
![]() -
справочный размер,
-
справочный размер,
![]() -
расчетная длина шпонки.
-
расчетная длина шпонки.
Для
сегментной шпонки расчет на срез
выполняется по выше приведенной формуле,
а напряжения смятия равны
![]() ,
,
где l- длина сегментной шпонки, R= h – t- справочный размер, t- глубина паза .
Контрольные вопросы
1. Каково назначение шпонок и какие типы шпонок стандартизованы ?
2. В каких случаях используют призматические шпонки, а в каких сегментные ?
3. От чего зависят размеры поперечного сечения шпонки и как найти ее длину ?
4. Как проводится проверочный расчет призматических шпонок ?