

4.4. Процесс каталитического риформинга
Процесс каталитического риформинга предназначен для повышения детонационной стойкости бензинов и получения индивидуальных ароматических углеводородов, главным образом бензола, толуола, ксилолов — сырья нефтехимии. Важное значение имеет получение в процессе дешевого водородсодержащего газа для использования в других гидрокаталитических процессах. Значение процессов каталитического риформинга в нефтепереработке существенно возросло в 1990-е гг. в связи с необходимостью производства неэтилированного высокооктанового автобензина.
Бензиновые фракции большинства нефтей содержат 60...70 % парафиновых, 10 % ароматических и 20...30 % пяти- и шестичленных нафтеновых углеводородов. Среди парафиновых преобладают углеводороды нормального строения и моно-метилзамещенные их изомеры. Нафтены представлены преимущественно алкилгомологами циклогексана и циклопентана, а ароматические – алкилбензолами. Такой состав обусловливает низкое октановое число прямогонного бензина, обычно не превышающего 50 пунктов (по ММ).
Помимо прямогонных бензинов как сырье каталитического риформинга используют бензины вторичных процессов – коксования и термического крекинга после их глубокого гидрооблагораживания, а также гидрокрекинга.
Выход прямогонных бензинов относительно невелик (около 15...20 % от нефти). Кроме того, часть бензинов используется и для других целей (сырье пиролиза, производство водорода, получение растворителей и т.д.). Поэтому общий объем сырья, перерабатываемого на установках каталитического риформинга, не превышает обычно потенциального содержания бензиновых фракций в нефтях.
4.4.1. Установки каталитического риформинга со стационарным слоем катализатора
Установки этого типа в настоящее время получили наибольшее распространение среди процессов каталитического риформинга бензинов. Они рассчитаны на непрерывную работу без регенерации в течение 1 года и более. Окислительная регенерация катализатора производится одновременно во всех реакторах. Общая длительность простоев установок со стационарным слоем катализатора составляет 20...40 суток в год, включая цикл регенерации и ремонт оборудования. Сырье установок подвергается предварительной глубокой гидроочистке от сернистых, азотистых и других соединений, а в случае переработки бензинов вторичных процессов – гидрированию непредельных углеводородов.
Установки каталитического риформинга всех типов включают следующие блоки: гидроочистки сырья, очистки водородсодержащего газа, реакторный, сепарации газа и стабилизации катализата.

Принципиальная
технологическая схема установки
платформинга (без блока гидроочистки
сырья) со стационарным слоем катализатора
приведена на рис. 8.6.
Гидроочищенное и осушенное сырье
смешивают с циркулирующим ВСГ, подогревают
в теплообменнике, затем в секции печи
П-1
и подают в реактор Р-1.
На установке имеется три-четыре
адиабатических реактора и соответствующее
число секций многокамерной печи П-1
для межступенчатого подогрева реакционной
смеси. На выходе из последнего реактора
смесь охлаждают в теплообменнике и
холодильнике до 20...40°С и направляют
в сепаратор высокого давления С-1
для отделения циркулирующего ВСГ от
катализата. Часть ВСГ после осушки
цеолитами в адсорбере Р-4
подают на прием циркуляционного
компрессора, а избыток выводят на
блок предварительной гидроочистки
бензина и передают другим потребителям
водорода. Нестабильный катализат из
С-1
подают в сепаратор низкого давления
С-2,
где от него отделяют легкие углеводороды.
Выделившиеся в сепараторе С-2
газовую и жидкую фазы направляют во
фракционирующий абсорбер К-1.
Абсорбентом служит стабильный
катализат (бензин). Низ абсорбера
подогревают горячей струей через печь
П-2.
В абсорбере при давлении 1,4 МПа и
температуре внизу 165 и вверху 40° С
отделяют сухой газ. Нестабильный
катализат, выводимый с низа К-1,
после подогрева в теплообменнике подают
в колонну стабилизации К-2.
Тепло в низ К-2
подводят циркуляцией и подогревом
в печи П-1
части стабильного конденсата. Головную
фракцию стабилизации после конденсации
и охлаждения направляют в приемник С-3,
откуда частично возвращают в К-2
на орошение, а избыток выводят с установки.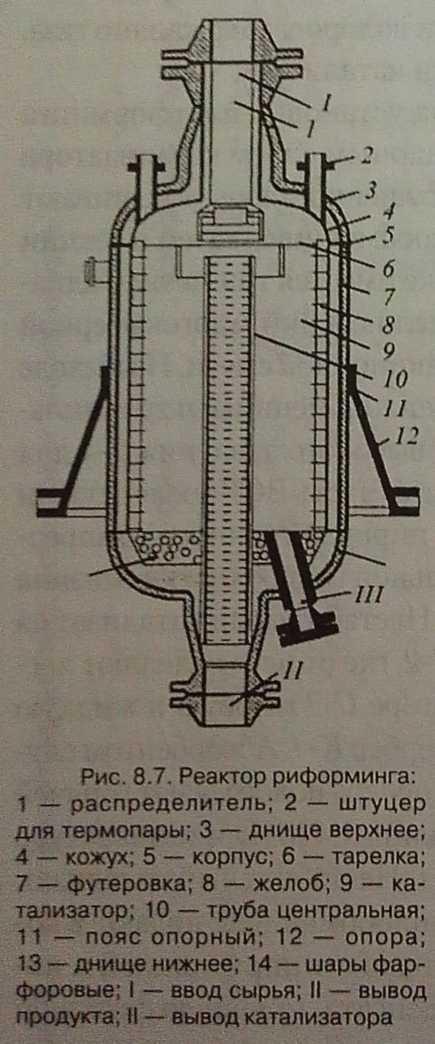
Часть стабильного катализата после охлаждения в теплообменнике подают во фракционирующий абсорбер К-1, а балансовый его избыток выводят с установки.
Основными реакционными аппаратами установок (или секций) каталитического риформинга с периодической регенерацией катализатора являются адиабатические реакторы шахтного типа со стационарным слоем катализатора. На установках раннего поколения применялись реакторы аксиального типа с нисходящим или восходящим потоком реакционной смеси. На современных высокопроизводительных установках применяются реакторы только с радиальным движением потоков преимущественно от периферии к центру.
Радиальные реакторы обеспечивают значительно меньшее гидравлическое сопротивление, по сравнению с аксиальным.
На рис. 8.7 показана конструкция радиального реактора, применяемая в секциях риформинга КУ ЛК-6у; Поступающий в реактор газофазный поток сырья и водорода пропускают по периферийным перфорированным желобам через слой катализатора к центральной трубе и затем выводят из аппарата. Катализатор располагают в виде одного слоя с равномерной плотностью засыпки. Верхнюю часть снабжают тарелкой, предотвращающей прямое попадание потока сырья в слой катализатора. В центре устанавливают перфорированную трубу, обтянутую сеткой. Нижнюю часть реактора заполняют фарфоровыми шарами.
В промышленности эксплуатируют реакторы с корпусами, изготовленными из биметалла типа 12 ХМ+0,8Х 18Н10Т, или защитным торкрет-бетонным покрытием.