

Введение
В лесной и деревообрабатывающей промышленности на сегодняшний день существует множество проблем, связанных, прежде всего с тем, что с переходом на рыночную экономику многие предприятия не сумели быстро перестроиться на новый лад.
Средний срок эксплуатации оборудования - 25 лет. Оборудование лесопильных и деревообрабатывающих предприятий давно уже выработало свой срок эксплуатации, но из-за недостатка денежных средств, продолжает использовать дальше без замены на новую современную технику. Вследствие этого продукция получается низкого качества и не обеспечивает необходимого уровня конкурентоспособности.
Одна из основных задач в прогрессивном развитии лесопиления - доведение полезного и эффективного использования древесины до 90-92% объема сырья, учитывая, что 8-10% попадает в безвозвратные потери в виде усушки и распыла. Таким образом, так называемые отходы лесопиления должны полностью превратиться во вторичное сырье или полуфабрикат.
За последние десятилетия произошли коренные изменения в области технологии, оборудования и систем управления лесопильной промышленностью.
Вместо лесопильных рам в современных процессах лесопиления используются фрезерное, фрезерно-ленточнопильное и фрезерно-круглопильное бревнопильное оборудование, имеющее в несколько раз большую производительность, чем лесопильные рамы. Скорости подачи такого оборудования достигают 200м/мин. Вместо полумеханизированных сортплощадок для сортировки сырых пиломатериалов используются автоматизированные линии для выборочной торцовки и автоматической сортировки досок по сечениям.
До перехода к рыночной экономике в отечественной лесопильной промышленности использовалось до 100 тысяч лесопильных рам. Поэтому классификация бревнопильного оборудования сводилась к квалификации лесопильных рам по назначению, величине просвета, по виду распиливаемого материала, по величине хода, направлению движения и уклона пильной рамки.
На сегодняшний день лесопильные рамы практически не устанавливаются, так как могут перерабатывать не более 2-3 брёвен в минуту. Современное оборудование имеет возможность перерабатывать до 20 и более брёвен за то же время. Бревноперерабатывающее оборудование может быть классифицировано по типу и виду следующим образом:
Многопильное оборудование проходного типа групповой распиловки брёвен на пиломатериалы. Коэффициент использования рабочего времени составляет Км=0,9.
Оборудование позиционно-проходного типа индивидуальной распиловки с возвратно-поступательным движением брёвен и брусьев при их раскрое, где
Км=0,2-0,4.
Оборудование позиционного типа индивидуальной распиловки с возвратно- поступательным движением пильных механизмов, где Км=0,3-0,4.
На средних и крупных лесопильных предприятиях, как правило, в виде головного бреноперерабатывающего оборудования устанавливают станки проходного типа. Использование позиционно-проходного и позиционного бревнопильного оборудования характерно для малых лесопильных предприятий.
Предприятия с производственной мощностью от 250-300 и более тысяч кубометров брёвен в год относятся к крупным. С производственной мощностью от 80-100 до 200-250 тысяч кубометров брёвен в год относятся к средним. К малым лесопильным предприятиям относятся предприятия с производственной мощностью от 5-1 О до 60-80 тысяч кубометров брёвен в год.
Расчёт производственной мощности лесопильного предприятия на базе Hew Saw SL 250
Объём бревна
 ,
м³, определяется по формуле:
,
м³, определяется по формуле:
![]() ,
,
где L - длина бревна, м; d - диаметр бревна, м.
![]()
Расчёт фактической производительности рамных потоков рассчитываются по формуле:
![]()
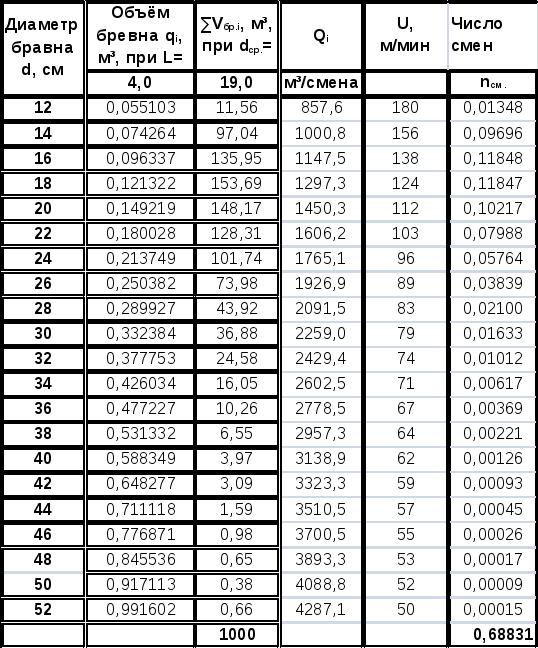
где Км – коэффициент использования машинного времени. Для данного типа предприятия Км =0,875; Кn – коэффициент скрытых потерь, характеризует снижение расчётной скорости распиловки брёвен в следствии падения напряжения на зажимах нагрузки (Кn =0,96); Тс – продолжительность смены, мин (Тс =480 мин); qi – объём бревна i-го диаметра заданной длины, м³; L – длина бревна, м; U – скорость подачи;
![]() м³/смена
м³/смена
Число смен, необходимых для распиловки брёвен i-го диаметра определяется по формуле:
![]() ,
,![]()
где ∑Vбр.i – объём бревна в 1000 м³ сырья (табл. 3 [1]).
![]() смен.
смен.
Среднесменная производительность лесопильного цеха, м³ брёвен/смена:
![]()
![]() м³
брёвен/смена
м³
брёвен/смена
Годовая фактическая производительность лесопильного цеха равна:
![]() ,
,
где
![]() - годовой фонд времени, смен;
- годовой фонд времени, смен;![]() -
коэффициент,
учитывающий
среднегодовые условия
работы (табл.4
[1]);
-
коэффициент,
учитывающий
среднегодовые условия
работы (табл.4
[1]);
![]() -
коэффициент
загрузки (
-
коэффициент
загрузки (![]() =0,95);
=0,95);
![]() -коэффициент
использования линии для сортировки; N
-
число
смен.
-коэффициент
использования линии для сортировки; N
-
число
смен.
При двусменном режиме работы годовая производительность для Калининградской обл.:
![]() м³
брёвен/год;
м³
брёвен/год;
- для Ленинградской обл. и Санкт-Петербурга:
![]() м³
брёвен/год;
м³
брёвен/год;
- для Карелии:
![]() м³ брёвен/год;
м³ брёвен/год;
- для Архангельской и Вологодской обл.:
![]() м³ брёвен/год.
м³ брёвен/год.
Окончательно принимаем годовую фактическую производительность для Карелии.
Результаты расчётов и поиска граничного диаметра для данных условий представлены в табл. 1.
Таблица 1.
Расчёт производительности предприятия на базе Hew Saw sl 250
Выбор оборудования Многопильный круглопильный станок ц8д-8м
Многопильные круглопильные станка проходного типа второго ряда предназначены для распиливания двух – и четырёхкантных брусьев на доски. Они устанавливаются за фрезерно-брусующими, круглопильными и ленточнопильными станками, а также за лесопильными рамами первого ряда.
Предназначен для распиловки брусьев на доски и бруски. Станок изготавливается с «плавающими» пилами и жёсткими креплением пил на валу; с бесступенчатым или ступенчатым регулированием скорости подачи; левого или правого исполнения.

Технические характеристики
|
Просвет восьмипильного станка, мм |
630 |
|
Размеры распиливаемого бруса, мм: - толщина |
60 – 180 |
|
- наибольшая ширина |
550 |
|
- длина |
2700 – 7500 |
|
Допустимая односторонняя кривизна бруса, % |
не более 2 |
|
Толщина выпиливаемых досок, мм |
16 – 50 |
|
Диаметр пил наибольший, мм |
560 |
|
Толщина пил, мм |
2,2 - 2,8 |
|
Диаметр пильного вала, мм |
100 |
|
Наибольшее расстояние между крайними пилами, мм |
500 |
|
Наибольшее количество пил, шт |
8 |
|
Частота вращения пил, об/мин |
1500 |
|
Скорость подачи, м/мин: |
|
|
- при бесступенчатом регулировании |
10 – 80 |
|
- при ступенчатом регулировании |
16; 24; 36; 54 |
|
Норма обслуживания, чел |
1 |
|
Производительность расчётная - при установленной мощности главного привода, кВт - производительность, м3/час |
110; 90; 75 26,1: 24,3: 22,8 |
|
Общая установленная мощность, кВт |
116; 96; 81 |
|
Габариты, мм |
3500х3465х1415 |
|
Масса, кг |
5900 |
Двухпильный обрезной станок ц2д-7а
Ц2Д-7А имеет дистанционную систему управления перемещением подвижного суппорта с кнопочного пульта управления на требуемый раскрой.
Технические характеристики
|
Просвет обрезного станка, мм. |
800 |
|
Ширина обрабатываемого материала, мм. |
60...500 |
|
Толщина обрабатываемого материала, мм. |
13...60 (100) |
|
Длина обрабатываемого материала, м. |
1,5...7,5 |
|
Количество пил, шт. |
2 (или 3) |
|
из них подвижных |
1 |
|
Диаметр пил, номинальный, мм. |
400 |
|
Диаметр пил, наибольший, мм. |
500 |
|
Толщина пил, мм. |
2, 5; 2, 8 |
|
Диаметр пильного вала, мм. |
80 |
|
Частота вращения пильного вала, об/мин. |
2400 |
|
Скорость подачи, м/мин. |
80 и 120, 100 и 150, 60 и 90 |
|
Пропускная способность (расчетная) при скорости подачи 120 м/мин и длине доски 5 м, толщине до 25 мм. |
12 досок/мин. |
|
Норма обслуживания, чел. |
2 |
|
Габаритные размеры станка, мм. | |
|
длина |
2650 |
|
ширина |
2050 |
|
высота |
1250 |
|
Общая масса станка, кг. |
4250 |
|
Количество электродвигателей, шт. |
5 |
|
Общая установленная мощность, кВт. |
38 (53) |