

5П23а білдегінің кинематикалық сүлбесі
Сонымен ºатар ж¾рiс б½рандасыны» адымы б½рандалы ойыº адымынан ¸лдеºайда аз. Ж¾рiс б½рандасыны» айналым санын келесi ¼рнекпен аныºтайды
Б¼лгiш бастиектi» (11) iшкi б¼лiгiне (2) т½тºамен айналдыр¹анда мерзiмдi айналатын айналдырыº орналасºан.
Т½тºа бiртегiс орналасºан бiрдей ше»берлi, тесiктi реттелген б¼лгiш д¼»гелекпен реттеледi. Осы кез келген тесiкке 2 т½тºа серiппелi орныºтыр¹ыш арºылы ½яшыººа кiрiп т½рады.
Б¼лгiш д¼»гелектi» екi жа¹ында м½нда¹ы: ί - б½рамдыºты ж½птар Z10,Z12 æ¸íå Z8, Z9 тiстi берiлiс тiзбегiнi» т½раºты берiлiс ºатынасы.
Онда те»дiк мына т¾рге келедi
Те»дiктi былай белгiлей
ж¸не шеше отырып т½тºаны» айналу жиiлiгiнi» санын табамыз
Ν шамасы бастиектi» сипаттамасы деп аталады.
Á½ë òiñòi áåðiëiñ Z8, Z9 ïåí Z10, Z 12 б½рамдыºты берiлiстi» ºатынасымен аныºталады. Ν = 40. Табыл¹ан айналым санын жай б¼лшек т¾рiнде жазу¹а болады.
ì![]() ½нда¹ы:
В- бiр б¼лгiш д¼»гелектегi ше»бердi»
тесiктер саны;
½нда¹ы:
В- бiр б¼лгiш д¼»гелектегi ше»бердi»
тесiктер саны;
А-т½тºаны б½ратын тесiктер саны.
Цилиндрлi д¼»гелектi» тiсiн жон¹ылау ¾шiн, б¼лгiш бастиектердi» параметрiн аныºтау керек. Z = 70. Бастиектi» сипаттамасы бол¹анда
Ν = 40 т½тºаны» айналым санын есептеп аныºтаймыз.
28 тесiктi д¼»гелектi алып, 16-шы тесiкке т½тºаны б½рамыз.
Дайындама 1 б¼лгiш бастиектi» ортасына ºондырылып, β б½рышына ¾стелмен бiрге б½рылады да, б½рамдыº б½рандалы сызыºты» к¼лбеу б½рышына те» болады. Осыны» н¸тижесiнде дискiлi жон¹ышты» орташа жазыºты¹ы 13, б½рамдыºты» 14 ба¹ытына с¸йкес келедi. Дайындама¹а В2 ¾здiксiз айналымды ол ¾стел бойлыº берiлiстi S,тiгiнен жон¹ышты» орташа жазыºты¹ын хабарлайды.
Айналдырыºты» б¼лгiш бастиегi айналымды тiзбектегi ауыспалы тiстi до»¹алаºтар α – b, c – d, арºылы бойлыº берiлiстi ж¾рiс б½рандасынан алады. °рi ºарай 6-7, 4-5 ж½птары арºылы диск3 т½тºа 2, берiлiстер8-9 ж¸не10-12 механизмдерiне ½ласады.
Айналдырыºты
бастиектi» бiр айналымына ¾стел б½рандалы
ойыºты Т адым шамасына жылжытады. Б½л
¾шiн ж¾рiс б½рандасы n рет б½рылуы керек.![]()
Ж¾рiс б½рандасынан б½л айналым санына айналдырыºты» бiр адымы с¸йкес келедi. Сонымен ºатар олар кинематикалыº байланысты айналдырыºты» тiзбектi ж¾рiс б½рандасы ¾шiн кинематикалыº те»деудi» те»дестiгi былай жазылады.
Бастиектi» тiстi
до»¹ала¹ыны» берiлiс ºатынасын ескере
отырсаº, онда ¼рнек былай жазылады.![]()
À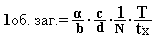 л
б½рамдыºты ж½п Z10
- Z12
1∕40 ж¸не 1∕N,те» болады.
л
б½рамдыºты ж½п Z10
- Z12
1∕40 ж¸не 1∕N,те» болады.
Әдебиет: негізгі 2\ 142-155\, қосымша 3\235-262\
1. Конусты дөңгелек тісті кесуге арналған 5П23А білдегінің құрылысын атаңыздар
2.Конусты дөңгелек тісті кесуге арналған білдек неше мәрімге бөлінеді?
3. Дайындама қандай жағдайда күрделі қозғалыс орындайды?
4. Тұтқаның айналу жиілігінің саны неге тең?
5. Жүріс бұрандасының айналым санының мәні қандай?
8-дәріс. АЖАРЛАЙТЫН БІЛДЕКТЕРДІҢ ҚҰРЫЛЫСЫ
Ажарлау- қатты және жұмсақ күйдегі металдарды өңдеудің соңғы түрі болып табылады.Ажарлаумен қарапайым цилиндр біліктерді, саңылауларды жазық беттермен қатар күрделі қырпішінді беттерді, мәселен тісті доңғалақтарды, оймакілтекті біліктерді бұрандаларды бұрамдықтарды, бағыттауыш тұғырларды өңдеуге болады.
Осы процестерді ажарлау құралдары бір-біріне байланысты қимыл жасайды. Олардың әртүрлі бағыттары алынады. Сыртқы дөңгелекті ажарлау көбінесе дөңгелекті ажарлайтын білдектерді қалыптастыруда қолданылады.Бұл ажарлау көлденең және бойлай болып екіге бөлінеді.
Көлденең тартып ажарлау келесі әрекеттер арқылы орындалады: ажарлау дөңгелегін (1) айналдыра кесудің ең басты жұмысы, өңделген қалыптың өз өсі бойынша (2) айналдыру қалыпты айналдыра тарту: қалыптың өз өсін жағалата(3) бойлай қайта қайту жұмыстары қалыптың көлденең бойлай тартуы: ажарлау доңғалағының (4) қалыпқа көлденең жақындауы қалыпты көлденең тарту немесе терең ажарлап тарту. Ажарлаудың көлденең тартуы (4) білдектің бір немесе екінші реттік жұмысында қайталанып отырады.
Қазіргі уақытта көлденең тартуда бүкіл ауытқуларды бір өшіргенде жою үшін тереңдеп ажарлау немесе доңғалақша орнатылған ажарлау әдісі көбірек қолданылады. Бұл әдісте бір жаққа ғана жіберу орындалады. Қалыпты ажарлағаннан кейін, үстел келесі қалыпты орнату үшін бастапқы орынға келеді. Бұл тәсілде ажарлау қондырғысының бөлігі өзгермейді,сонымен қатар ажарлаған бөлшектердің өлшемдері тұрақты болып қалады.
Сыртқы бойлай ажарлауда қалыптар көлденең орналаспайды, олар ұзындығы бойынша бірақ ажарланады. Бұл жерде доңғалақтың екі қалыптың ұзындығына тең немесе одан өсуі керек. Бойлай ажарлау әрекеттері толасыз жүріп тұрады. Ауытқулардың басты бөлігін үлкен бойлаумен (0,6......мм) минут, ал қалған бөлігін.... минут бойлай ажарлаудан алады.Содан кейін бойлай ажарлау жұмысының беріліс қозғалысы қосылады да,содан кейін шарықтас кейін қайтады да, жаңа дайындама қондырылады.
Осы тәсілмен сатылы тетіктер мен қырпішін ажарлауға болады, осы уақытта ажарлағыш шарықтас алынатын бұйымның қырпішініне сәйкес болуы керек.
Ажарлау қозғалысының сүлбесі.
Орталық ажарлау ажарлайтын шарықтас кесу процесі арқылы қарапайым орталықты ажарлайтын білдектер секілді іске асырылады.
Бұл процестің ерекшелігі- ажарланатын дайындаманың беріліс қозғалысымен бекітілуі анықталынады. Орталықсыз сыртқы ажарлауда ажарланатын дайындама 2 шарықтастың ортасында тіреуіш пышаққа орнатылады.
Орталықсыз ажарлау процесі орындалу үшін келесідей қозғалыстар қажет: 1 ажарлайтын шарықтастың айналымы, берілетін шарықтастың айналымы (4), дайындаманың дөңгелек және беріліс қозғалысы. Берілген шарықтастың айналымы ажарлайтын шарықтастың өсіне ... бұрышы арқылы орнатылады. Өңделетін дайындамаға айналмалы-2 дөңгелек беріліс қозғалысы және өс бойынша орын ауыстыру 3- бойлық беріс қозғалысы арқылы жүргізіледі. Егер бұрыш дәл берілетін болса, онда дайындаманың бойлық беріліс қозғалысы қатыспайды және ажарлау кірекесу болып табылады.
Дөгелек ішкі ажарлау бойлық қозғалыс беріс ажарлағышы мен центрсіз ажарлау болып бөлінеді.
Жоғарыда бойлық беріліс қозғалысындағы ішкі ажарлау дөңгелегінің сұлбасы көрсетілген.
Дайындаманы қысқыға дөңгелек шарықтастың ішкі ажарлауында бойлық қозғалыс берілісі келесі қозғалыспен орындалады.1-ажарлау айналым бойлық қозғалыс берілісіне 3 шеңбер көлденең қозғалыс берілісі, 4 ажарлау шарықтасын бекітеді.
Ішкі ажарлауда бойлық қозғалыс берілісі 1ажарлау айналым қозғалысымен орындалады.
Жазық бетті ажарлау екі түрге бөлінеді: шеттік ажарлау және шарықтастың бүйіржағымен ажарлау.
Тегіс ажарлайтын білдектер үшін бұл екі түрдің алатын рөлі ерекше, сонымен қатар білдектер түзусызықты шарықтастың үстелдермен ажыратылады.
Тегіс ажарлауға төмендегідей қозғалыс қажет;
Айналымы 1ажарлау шеңбері ең негізгі кесу қозғалысы, 2 дайындамасы қозғалыстың бойлық беріс беру (турасызықты қайта түсетін немесе үстелдің айналым қозғалысы) қозғалыс ажарлауышын тереңдікке беру. Көлденең қозғалыс беру дайындамасы(шарықтас ажарлауышы) бір бағытта бойлық беру 2 перпендикулярға тең.Егер ажарлауыш шарықтас барлық ажарлау бөліктерін жауып тастаса, онда көлденең беріс қозғалысы шығып қалады.
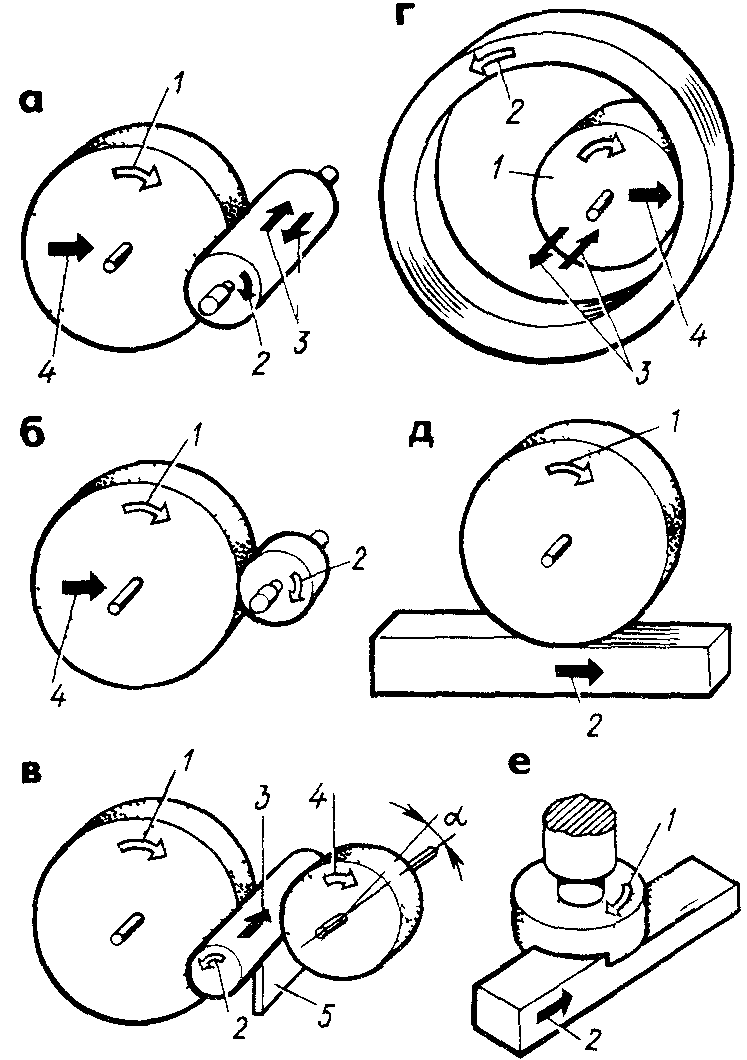
Машинажасау, білдекжасау,құралжасау өндірістерінде жоғарыда айтылған ажарлау түрлерімен қатар шетжақ ішкі,сыртқы конус тәрізді бетті ажарлау түрлері де кеңінен таратылған. Конус тәрізді бетті сыртқы ажарлау тәсілдері көп жағдайда жонғыш білдектердігі өңдеулермен ұқсас келеді. Бұрыштарының конус тәрізділігіне байланысты, дайындаманы өңдеу мынандай тәсілдермен қолданылады. Егер конусты бұрыш 15::::аспаса, онда үстелдің үстіңгі бұрышы бөлігін ажарлау әдісімен қолданады.
Білдектің үстіңгі үстел бұрышы бұрылады, сонда дайындаманың конустық бұрышы тең болады. Мұндай конус түзілетін үстіңгі үстелдерді қондырған кезде шарықтасқа қатысты білдек үстелінің қозғалысын паралелді орналастырады. Ажарлау бойлық өтпемен жүргізіледі. Ажарлау басшасының көлденең орын ауыстыруы цилиндр тәрізді беттерді ажарлау кезіндегідей жүзеге асырылады. 15:::: жоғары конус тәрізді бұрышпен дайындама алдыңғы басша бұрылысын немесе ажарлайтын басшаны ажарлайды .
Сыртқы конусты беттерді ажарлау тәсілдері.
Алдыңғы басшаға орнатылған өңделетін дайындаманы қысқыға қысады. Ажарлау процесі көлденең беріс қозғалысы және бойлық цилиндр тәрізді бетті ажарлаудағыдай жүзеге асырылады.
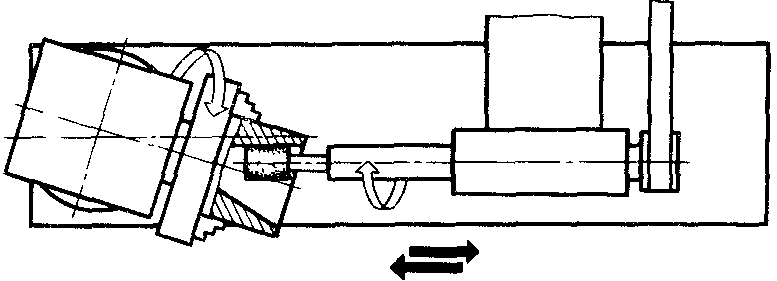
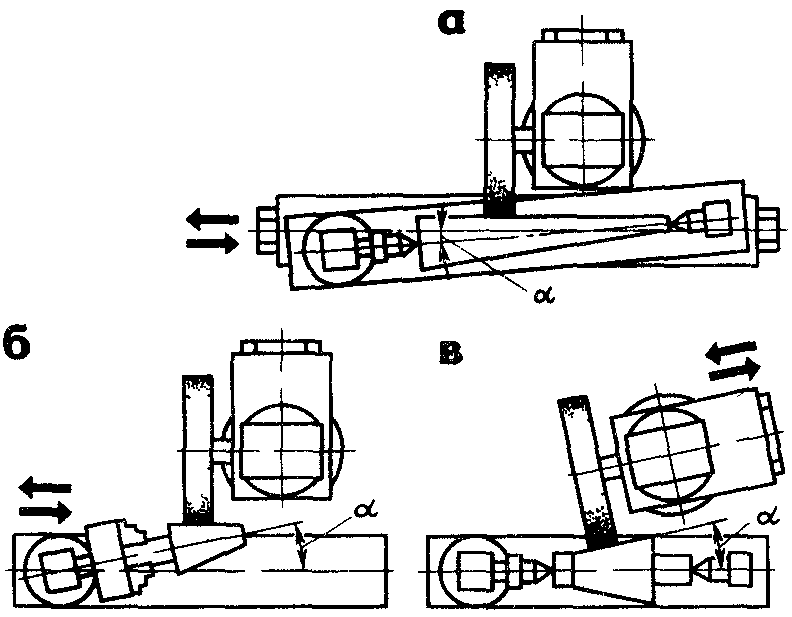
Ішкі конусты беттерді ажарлау тәсілдері
Ажарлаушы маман дөңгелек пішінді, 11-ші дәрежелі(4-ші класты) жоғары сапалы болаттың қарапайым орнықты өңделген сыртқы бетін ажарлай білуі керек. Өлшемі,беті кедір-бұдырлығы Rz = 20 мкм ден Ra = 0,8 мкм аралығында қолданылады.
Әдебиет: негізгі 4\ 112-125\, қосымша 9\135-162\
1. Ажарлайтын білдектердің құрылысын атаңыздар.
2. Сыртқы дөңгелекті ажарлау неше топқа бөлінеді?
3. Тегіс ажарлауға қатысты қозғалыстарды атаңыздар.
4. Машинажасау өндірісінде жоғарыда аталмаған қандай бетті ажарлау түрлері кеңінен таратылған.
5. Сыртқы конусты бетті ажарлау тәсілдерін атаңыздар.
9-дәріс. ТІСӨҢДЕЙТІН БІЛДЕКТЕР
Тіс қашайтын автомат ішкі және сыртқы іліністі цилиндірлі тісті доңғалақтарды қашауға, соның ішінде білік-тістегеріш, тісті топтар, жұдырықша мен тісті жиынтықтарды кесуге арналған.Кесілетін бұйымның өсі тігінен өсаралық қашықтықта орналасқан, сонымен қатар тісті тереңдете кесу үстелдің жылжыуы арқылы іске асырылады. Қашаудың бос жүрісінде дайындама өс бағытымен қозғалады.Жартылай автоматты күйге келтіргенде төмендегідей операциялар орындалады:
құралды бекіту және орнату,бұйымды бекіту, бөлгіш тізбегін күйге келтіру,бұйымға қатысты қашау қозғалысы жиілігін күйге келтіру,өс аралық арақашықтықты реттеу.
Төменде тісқашайтын жартылай автомат негізгі тізбегінің кинематикалық сүлбесі көрсетілген.
Бастапқы қозғалыс, айналмалы жүрісі, қашауды қайтару тізбегі мен бөлу (жай жүрісте).
|
5122 Тісқашайтын білдектің кинематикалық сүлбесі
|

Екі жылдамдықты электрқозғалтқыштың бастапқы айналу қозғалысының тізбегі (940/1440 айн/мин) және кулисті механизмнің білігі, қашаудың қайтымды- ілгерлемелі қозғалысы сырғаққа беріледі.Сырғақтың жиілік қозғалысы мына теңдеумен анықталады:
n
=
![]() (екілік жүріс/мин)
(4.1.)
(екілік жүріс/мин)
(4.1.)
мұндағы:кесуге таңдалған шама, м/мин;
L- қашаудың жүрісінің ұзындығы,мм
Бастапқы тізбек қозғалысын күйге келтіру ауыстырмалы тегермен екі жылдамдықты электрқозғалтқышын қайта ауыстырып қосу арқылы жүзеге асырылады.
Тiк немесе б½ранда тiсі бар цилиндрлiк тiстi до»¹алаº немесе б½рамдыºты до»¹алаº жасау ¾шiн тiсжон¹ылайтын бiлдектi» толыº к¾йге келтiруi қажет.
Тiсжон¹ылау бiлдегiнi» ºызметi ж¸не ж½мыс iстеу негiзi.
Тiсжонғылау білдектері-жартылай автоматты білдектерді» е» көп тарал¹ан т¾рi. Б½л оларды» салыстырмалы жо¹ар¹ы ¼нiмдiлiгiне, сонымен ºатар ¼»деудi» жеткiлiктi жо¹ары д¸лдiгiне байланысты.
Тiсжон¹ылау бiлдектерiнде тiк ж¸не ºи¹аш тiстi сыртºы iлгектеу цилиндрлiк до»¹алаºтарды, б½рамдыºты до»¹алаºтарды, ¸р т¾рлi оймакілтек бiлiктердi кесуге болады.Тiс жон¹ылау бiлдектерiнде iшкi iлгектеу до»¹алаºтарды» тым кiшi еместерiн кесуге болады, бiраº ол ¾шiн к¼шiрме ¸дiс бойынша ж½мыс iстейтiн арнаулы к¾ймешiк ж¸не дайындаманы ºолмен б¼луге арнал¹ан механизм ºажет.
Барлыº тiс жон¹ылау бiлдектерi т¾р ¼лшемдердi» мол ¸р т¾рлiгiне ºарамастан, бiр негiздi ¾лгiмен ж½мыс iстейдi.
Б½л бiлдектердi» ж½мыс iстеуiнде домалату ¸дiсі ºолданылады. Ол ¾шiн дайындама¹а ж¸не жон¹ы¹а б½рамдыºпен немесе б½рамдыºтан берiлетiн б½рамдыºты до»¹алақпен орындалатын д¼»гелету ºоз¹алыстары берiледi. Дайындама б¼лгiш б½рамдыºты до»¹алаºпен ºатты байланысады, ол кинематикалыº б½рамдыºты жон¹ымен ауыстырмалы до»¹алаºтар арºылы байланысты б½рамдыºтан ºоз¹алыс алады. Б½рамдыºты жон¹ыны» айналымдарыны» ж¸не кесiлетiн до»¹алаº дайындамасыны» ºажеттi сан ºатынасы ауыстырмалы до»¹алаºтар арºылы былай белгiлейдi – бiр жон¹ыны» айналымы iшiнде жон¹ы ºанша ж¾рiс алады, сонша тiстерге дайындама б½рылуы керек.
¶зiлмейтiн б¼лшектеу ºоз¹алыспен ºатар білдекте кесудің басты ºоз¹алысы,ж¸не º½ралды алдын ала º½растыру ¾шiн ж¸не дайындаманы бастапºы ж½мыс жайына апару ¾шiн ºоз¹алыс ж¾ргiзу керек.
Осы¹ан байланысты ыр¹аºты» негiзгi ¾лгiсiнi» º½рамына ¸р т¾рлi тiсжон¹ылау бiлдектердi» кинематикалыº ¼згешелiктерiн айºындайтын механизмдер кiредi.
Т¼менде 5Б32, 532, 5А34, 5Д32, 5Е32 ¾лгiлердегi тiс жон¹ылау бiлдектерiнi» кинематикалыº сызбалары келтiрiлген.