2.2. Дәріс сабағының конспектісі.
1-дәріс. Металкесетін білдектер жайында жалпы мәлімет.
Кез келген тетікте шектелген геометриялық беттегі материалдарды өндеумен қатар, басқа да технологиялық тәсілдер (құю,. қалыптау, кесу, жону т.б.) нәтижесінде жасалған тұйықталған кеңістік бар.
Бұл үшін материалдар өндеудің қандай тәсілі қолданылса да, тетіктің беті әр уақытта геометриялық беттен ерекшеленеді және біз мұндай жағдайда көбінен жобалау кезіндегі негізге сүйенеміз. Металкесетін білдектерде кесу арқылы алынған бет пішіні, өлшемі және кедір-бұдырлығы арқылы ерекшелінеді.
Білдектер беті теориялық үрдісін жасау геометриялық бет үрдісін жасаумен, сонымен қатар оңда геометриялық негіздерге сүйену арқылы жүзеге асады.
Геометрияда кез- келген бет бір сызықты (жасалынатын) қозғалыстан басқа сызықты (бағыттаушы) қозғалыс салдары ретінде қарастырылады. Осы екі сызық та өнімді деп аталады және жасалатын немесе бағыттаушы болып екеуі орнын ауыстыруы мүмкін. Мысалы, дөңгелек цилиндрлік бет шеңбер қозғалысының немесе түзу шеңбер қозғалысы салдарының нәтижесінде жүзеге асырылады.
Екінші мысалда түзутісті цилиндрлік дөңгелектің бүйірлік бет тісі түзу сызықты бойлай немесе эвольвент бойынша түзу қозғалыс салдарымен қарастырылуы мүмкін.
Осылайша, геометриялық көзқараспен бет түзу үрдісі бір туынды сызықтан басқа сызыққа өту арқылы жүргізіледі.
Бұл геометриялық бет түзу белгісі металкесетін білдектерде кесу бетін жасау жұмысы арқылы таратылады. Бірақ білдектерде кесу бетін жасау кезінде өте күрделі геометриялық бет түзу керектігін ескерген жөн. Егер геометриялық бет түзу берілген екі сызықтың қатынасуы арқылы жүзеге асырылса, онда білдектерде кесу орқылы оңды бетті жасау үрдісі көп жағдайларда туынды сызықтардың көмегімен жасалатын қозғалыстың болуын талап етеді.
Білдектердегі туынды сызықтар материалдық нүктелер және құрал жиегіндегі кесуші сызықтармен келісілген құралдың дайындама қозғалысы есебінде жасалады. Бір айта кететін жайт, білдектердегі барлық туынды сызықтар үздіксіз бүкіл уақытын бет түзуге жұмсайды. Осы екі жасалған туынды сызықтың үнемі қатысуымен кесудің кажетімен талап етілетін бет алынады.
Дайындаманың келісілген қатысты қозғалысы, кескіш құралы үздіксіз жасалған сызықтарды түзеді де осы берілген бет пішінді сыртпішін құрушы деп аталады да әріпіпен белгіленеді.
Жасалған
сызықтардың пішіні мен олардың сыртпішін
қозғалысының жасалу тәсілі қарапайым
және күрделі болуы мүмкін. Қарапайым
сыртпішін қозғалысына айналмалы жатады,
ол Æ![]() (В) және түзусызықтыÆ
(П) болып белгіленеді.
(В) және түзусызықтыÆ
(П) болып белгіленеді.
Күрделі сыртпішін қозғалысы осы аумақтағы өзара әсері 2 немесе одан көп айналмалы түзу сызықты қозғалыс болады. Күрделі сыртпішін қозғалысы шартты түрдегі жазылу белгісі - Æ (В1В2), Æ (В1П2), Æ (В1П2П3) т.е.с. Екі немесе одан көп жай қозғалысты жазып көрсетудегі бір қате жағдайда көрсетілгендей, олар бір-біріне тәуелді болып, біртұтас күрделі қозғалыс жасайды.
Кесу арқылы беттерді өңдеу кесу құралдарының түріне байланысты және оны кесетін жиектің пішініне жасалатын сызықтың төрт тәсілі қолданылады: көшірмелеу, домалату, із және жанасу. Бұл тәсілдердің мәнін шеңбер доғасының жасау мысалында қарастырамыз және әрбір тәсілді жүзеге асыру үшін сыртпішін қозғалуының саны мен сипаттамасын анықтаймыз.
1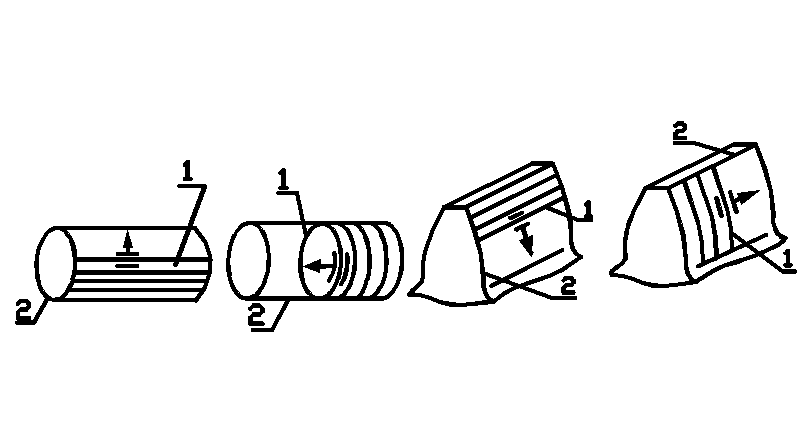 -түзіліп
жасалған сызық; 2-бағытталып жасалған
сызық
-түзіліп
жасалған сызық; 2-бағытталып жасалған
сызық
Беттік түзілу
Көшірмелеу әдісінің мәні жасалатын сызықтың пішіні кесуші құрал жиегінің я болмаса, қалыптың көшірмесі түрінде жасалынады. Басқа сөзбен айтқанда жасалынатын сызықтың пішіні мен кесуші құралдың жиегі сай келеді. Бұл тәсіл мынадай жағдайларда жасалынатын сызықтарды жасау үшін кесуші үнгідегі құралдарды қолданады. Осыған байланысты жасалған сызықтың пішіні тура кесуші құралға енгізіледі де, көшіру әдісімен жасалған сызықты алу үшін ешқандай сыртпішін қозғалысы талап етілмейді, тек ғана пайда болған сызық пен құралдың жиегін кескішті жақындату қажет.
Домалату әдісінің мәні жасалған сызықтың түзілу қалпы бірізділік күйге орай жанаушы қатар түрінде және түзілген сызықта сырғанамай домалатуда кесуші құралдар жиегінің жасалуы түрінде пайда болады.
Ж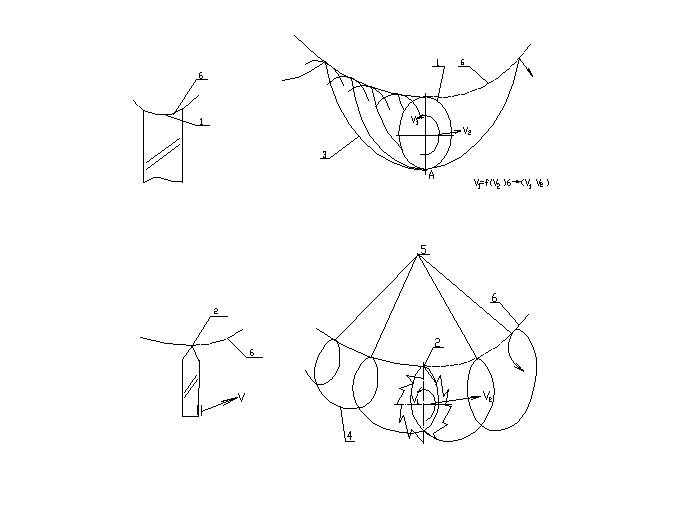 асалған
сызықтың пайда болу үрдісінде, кесуші
құралдың жиегі өзі жасалған сызықпен
сырғанайды немесе олар өзара
дөңгеленеді.Демек, жасалып түзілген
сызық және кескіш құралдың жиегінің
сызығы бір-біріменен өзара орайжанаушы
болып келеді. Домалату әдісі арқылы
түзілген сызықты алу үшін әр уақытта
қозғалысы талап етіледі.
асалған
сызықтың пайда болу үрдісінде, кесуші
құралдың жиегі өзі жасалған сызықпен
сырғанайды немесе олар өзара
дөңгеленеді.Демек, жасалып түзілген
сызық және кескіш құралдың жиегінің
сызығы бір-біріменен өзара орайжанаушы
болып келеді. Домалату әдісі арқылы
түзілген сызықты алу үшін әр уақытта
қозғалысы талап етіледі.
Жасалған сызықтардың түзілу әдістері
Іздік әдістің мәні мынада - түзілген сызықтың қалпы кескіш құрал жиегінің кесілген нүктесіндегі із түрінде дайындама мен құрал қозғалысына қатысты жағдайда алынады. Сондықтан іздік әдіспен жасалған сызықты алу үшін бір жай немесе күрделі сыртпішін құратын қозғалыс қажет.
Жанасу әдісінің мәні жасалған сызықтың пішіні айналмалы құралдардың көптеген кесуші нүктелерінің орайжанаушы орны түрінде, дайындама мен құралдың айналу өсіне қатысты қозғалыс нәтижесінде пайда болады. Бұл әдіс жасалатын сызықтарды түзумен ерекшелінеді, жонғыш, ажарлағыш, шарықтас сияқты құралдарда көптеген кесу нүктесі бар, яғни жанасу нүктесі сыртпішін аумағындағы жасалып түзілетін сызыққа тең.
Жасау әдісімен жасалатын аумақты алу үшін екі немесе үш сыртпішін құратын қозғалыс талап етіледі.
Басºару ж¾йесi ¸рт¾рлi ºондыр¹ыларды» металкесу бiлдектерiнi» ж½мыс атºарушы органдарында орындалатын ºоз¹алыс параметрлерiне ºосу, ажырату жылдамдыºтар ºатынасын ¼згерту,ба¹ытталу ж¸не та¹ы басºалар¹а ¸сер ету ж¾зеге асуы ¾шiн та¹айындал¹ан жиынтыº т¾рiнде т¾сiндiрiледi.
²азiргi жетекшiлiкте металкесу бiлдектерiне курстыº жобалау жаса¹ан кезде шешiлетiн бiры»¹ай есептерге с¸йкес, басºару ж¾йесi тар ма¹ынада ºарастырылады – б½л бiлектердi» жетегiнi» берiлiс ºатынастарыны» жалпы ¼згеруiне ¸келетiн, элементтердi» ауысуы ¾шiн арнал¹ан механизмдердi» жиынты¹ы. Одан әрі,механикалыº берiлiс ж¾йесi арºылы к¼бiрек операторды» ºолмен туындайтын басºару ыºпалы,ºолмен басºару ж¾йесiнi» элементтерiнi» к¾штiк,кинематикалыº есептеулер негiздерi ж¸не конструктивтi т¾рлерi ºарастырылады.
²олмен басºару ж¾йесiне ºойылатын талаптар:
Басºару ж¾йесi бiлдектердi оларды» ºызметтерiнi» орындалуына ма»ызды ¸сер етедi.
Осы¹ан байланысты басºару ж¾йесiне бiрқатар талаптар ұсынылады.
Ñåíiìäiëiê бàñºарылатын элементтердi» жа¹дайы басºару органдарыны» жа¹дайымен бiр м¸ндi с¸йкес ºарастырылады.
Басºару ы»¹айлылы¹ы-басºару органдарын эргономикалыº талаптармен с¸йкес орналастыру жетiстiгiне көңіл бөлінеді, еске сала кететiнi м½нда жиi айырып-қосқыш басқару органдары көбінесе қолайлы жерде орналасуы қажет.
Басºаруды» же»iлдiгi- айырып-ºосу ¾шiн ºажеттi к¾штi» шектелу жетiстiгi. Айырып-ºосу ¾шiн ж½мысшы 60Н артыº к¾ш ж½мсамауы, ал жиi айырып-ºосу органдары ¾шiн (мысалы са¹атына 100-ге жуыº ºосу) 20-30Н к¾ш ж½мсауы ºажет.
Осы¹ан байланысты басºару ж¾йесiнi» т¾рiн,басºару органдарыны» ¼лшемдерiн д½рыс та»дау негізделінеді.
²осуды» шапша»ды¹ы – ол айырып-ºосу органдарыны» саныны» азаюымен ºамтамасыз етiлу ережесiмен байланысты. Оларды» ¸р ºайсысы айырып-ºосу элементтерiнi» к¼бiне ¸сер етедi. Басºаруды» механизміндегі – басºару органдарыны» орналасуы ж¸не осы орналасуда¹ы атºарушы органдарды» ºоз¹алуы арасында¹ы с¸йкестiкті ºортындылану жетекші рөл атқарады.
Басºару ж¾йесiнi» ºарапайымдылы¹на байланысты білдекжасауда к¼птеген ¸рт¾рлi ºолмен басºару ж¾йесi ºолданылады.
Әдебиет: негізгі 1\ 12-25\, қосымша 2 \35-62\
Дәріс бойынша сұрақтар:
1. Металкесетін білдектер жайында не білесіздер?
2. Білдектердің кинематикасы дегеніміз не?
3. Білдектегі дайындама қозғалысы қалай жасалынады?
4. Қолмен басқару жүйесіне қандай талаптар қойылады?
5. Кесу құралдарының түріне байланысты қандай төрт тәсіл қолданылады?
2-дәріс. Металкесетін білдектердің жіктелуі
Металкесетін білдек машина болып табылатындықтан, оның көмегімен жоңқаны жона отырып керекті сұраныстың дәлдігін, бөлшектің берілген пішіні мен өлшемін алады.
Қазіргі кезде металкесетін білдектер жұмыс істеу операциясына қарай, механикалық қасиеттеріне және өлшемдеріне байланысты шығарылады. Барлық түрдің және өлшемнің жиынтығы шығарылған білдек пен білдектерде көзделінетін беріліс уақыт жиілігіне байланысты болады. Білдек түрі үздіксіз өзгеріп отырады.
Тәжірбиелі ғылыми-әдістемелік институтында бекітілген металкескіш білдектер жіктелуі бойынша сериялы шығарылатын барлық білдектер 9 топқа, ал әрбір топ 9 түрге бөлінеді.
Білдектердің таңбалануы.Білдектердің таңбалануын 3 немесе 4 санмен көрсетеді. (кейде әріп қосындысымен ) 1-сан білдектің тобын көрсетеді, 2-сан білдектің түрі, соңғы үшінші, төртінші сан оған қатысты ең қажетті өлшемдердің сипатын көрсетеді. Бірінші сан мен екінші санның арасындағы әріп білдектің жаңғыртуын ,ал барлық саннан кейінгі әріп түр өзгертушілік орнық үлгісін немесе оның технологиялық ерекшелігін көрсетеді.
Мысалы: 2Н135 білдегі: 2саны білдектің 2-топқа бұрғылау білдегіне қатысты, Н-жаңғырту, 1-саны білдектің 1-түріне қатысты тік бұрғылау, соңғы үшінші және төртінші сан 35мм максималды бұрғылау диаметрін көрсетеді.
Арнайы және арнаулы білдектердің таңбалануын бір немесе екі әріппен көрсетеді, сонымен қатар сандардың қосындысы олардың білдек үлгісінің реттік санын көрсетеді.
Мәскеудегі «Красный пролитарий білдек жинау зауытында шығарылған білдектің таңбалануы МК, Горький зауытында шығарылған жоңғылау білдектің таңбалануы ГФ т. б.
Білдектер жұмыс істеу мүмкіншілігіне қарай мынандай түрлерге бөлінеді:
1. Әмбебап білдектер, әр түрлі өңдеу операцияларын орындай алады. Білдек, өте жоғары ауқым жұмыстарда көптеп қолданылады, оларды кең әмбебап білдек деп атайды. Мысалы: әмбебап білдектерге мыналар жатады, 16К20 моделді жоңғыш-бұрама кескіш білдек;
2. Арнаулы білдектерде, өңдейтін бөлшектің пішіні біртүрлі , құрама-пішін бойынша ұқсайтын түрлі өлшемге ие емес, мысалы:
сатылы білікше, балдақ мойынтірегінің тербелісі, құбыр және тағы басқалар жатады.
Осындай білдектердің құрамына көп кескішті жонғыш, иінді біліктерді өңдеуге арналған жонғыш, тісөңдейтін, бұранда жонатын және тағы басқа білдектер жатады.
3. Арнайы білдектер нақты бір тетікті өңдеу үшін немесе тетіктің тек қана типті өлшемінде, мысалы газды трубинаның күрегінде қолданылады. Білдектегі дәлдікті 5 класты дәрежеде айырады: Н-класты білдектің нақты дәлдігі ; осыған көбінесе әмбебап білдегін жатқызады. Н класы жоғарғы дәлдіктегі білдек, реттеуде құрастыру сапасы мен сәйкес келетін білдектің дайындау дәлдігінің талабы жоғарылағанда ғана, орнықты білдекке нақты дәл дайындама талап етіледі. В класы өте жоғары дәлдіктегі білдек; тетікті жоғары талаптағы дәлдікте жасалуы арнайы бөлек түзілімнің көмегімен іске асады. А класы ерекше жоғарғы дәлдіктегі білдек; оларды дайындауда В класына қарағанда өте қатаң талап қойылады. С класы ерекше дәрежедегі білдек немесе шеңбер тәрізді білдектер А және В класындағы білдектің дәлдігін анықтау үшін қолданылады.
Білдектің массасы жеңіл (1т дейін), орташа (10т дейін), ауыр (100т үлкен) деп айырады.
Ауыр білдек ірі (10-30т), ауырлығы меншікті (30-100т) және ерекше ауыр (100т -дан жоғары) болып бөлінеді.
Металкескіш білдекте керекті пішінін және жұмыс істейтін білдектің мәрімінің өлшемін алу үшін, қозғалыстар бір-бірімен байланыста болуы шарт. Осы қозғалысты негізгі және көмекші деп 2-ге бөледі. Негізгі қозғалысқа бастапқы қозғалыс, беріліс қозғалысы, кесу қозғалысы жатады. Осы қозғалыстың көмегімен өңдеу дайындамасы арқылы жоңқаны түсіру іске асады. Бастапқы қозғалысытың жылдамдығы тиімді кесу жылдамдығы арқылы анықталады, беріліс өлшемі кедір-бұдырлы өңделген беттен түзіледі.
Бір дайындамада бірнеше бетті тізбектей өңдеу қамтамасыз етіледі. Көмекші қозғалысқа: а) білдегі қозғалыс берілген кесу тәртібі арқылы орнату. ә) білдектің батырма қозғалысы үшін өлшемдерімен және құрама пішін дайындамасы сәйкес келуі керек. б) жұмыс барысында білдектің қозғалысын басқару. в) беріс және қысу шыбығы немесе біртіндеп дайындамада жұмыс мәрімі қозғалысына сәйкес келеді.
Көмекші қозғалысты автоматты түрде түрде қолдануға болады. Автоматты білдекте көмекші қозғалыс автоматтандырылған және тетік дайындау технологиясында анықталатын момент уақыты механизмді білдекте орындалады.
Металкескіш білдектегі негізгі қозғалыс айналмасы және түзу сызықты болады. Негізгі қозғалыс өңделген дайындама немесе құрал арқылы берілуі мүмкін. Мысалы, жонғыш білдектің негізгі қозғалыс ретінде өңделген дайындаманың айналуы қолданылады. Жоңғылау, ажарлау және бұрғылағышта – құрал айналады; қажауышы тарта жонғышта, кейбір тісті дайындамада және басқа да қайта түсу құралының қозғалысы сүргіленген үрлеу білдегінде қайта түсу дайындаманың қозғалысы қолданылады.
Кейбір білдекте негізгі қозғалыс бірқалыпты дайындаманың қозғалысында және құралда кездеседі.
Металкескіш білдектің беріс қозғалысы үздікті және үздіксіз, жай және күрделі болуы мүмкін. Мысалы, жонғыш жонғылау бұрғылағыш және басқа қозғалыстағы беріс үздіксіз болады. Берістің ауыр қозғалысы ретінде-тісті жонғылау білдегі қисық тісті цилиндрлі доңғалақ іске асырылады. Дөңгелек ажарлау білдегінде берістің бірнеше қозғалысы айналмалы қозғалыс құралы, құралдың ұзынына өстік орын ауыстыруы немесе ажарлағыш шарық, және де маңдайшалы берілістің ажарлағыш шарығы бар. Тартып өңдеуде білдекте беріс қозғалысы сәйкес келеді.
Кинематикалық білдек элементінің механикалық байланыс және кескіннің шартты беріліс қатынасын әр түрлі мәрімдерде ұсынады.
Сонымен қатар білдектің механикалық беріліс қатарына мыналар кіреді: гидравликалық, пневматикалық және электрлі құрылғылар.
Әр түрлі берілістердің орын ауыстыруы мен беріліс қатынасын анықтау үшін
п2 жетекші білік айналым жиілігінің (1 минуттағы айналым саны) п1 жетектегі білік айналым жиілігіне қатынасын беріліс қатынасы деп атайды.
i=![]()
Белдікті
беріліс. Белдіктің сырғанауынсыз алынған
беріліс қатынасы i
=![]() =
=![]() ;
;
Мұннан,
![]() n2=n1
n2=n1![]() және n1=n2
және n1=n2![]()
мұндағы, d1 және d2 – сәйкесті жетекші және жетектегі тегеріштің диаметрі. Белдік сырғанауын түзетуші еселеуші береді, ол 0,97-0,985.
![]() ,
,
мұндағы,
![]()
мұнда z1 және z2 – жетекші және жетектегі жұлдызшалар тістері санына сәйкес.

а-белдікті; б-тізбекті; в-тісті; г-бұрамдықты; д-төрткілдешті;
е-бұрандалы; ж-кинематикалық тізбек
Білдектегі берілістер
Тісті беріліс цилиндрлі және конустық тісті дөңгелектермен орындалады.
беріліс қатынасы мынаған тең :
![]()
осыдан
![]()
мұндағы, z1 және z2 - жетектеуші және жетектелетін тісті дөңгелектердің тістеріндегі бұрандамалы беріліс.
Әдебиет: негізгі 1\ 112-125\, қосымша 2\135-162\
1. Берілген бөлшектің пішіні мен өлшемін қалай аламыз?
2. Білдектің таңбалануы қандай сандармен көрсетіледі?
3. Білдектер жұмыс істеуіне қарай қанша түрге бөлінеді?
4. Беріліс қатынасы дегеніміз не?
5. Беріліс қатынасы қандай теңдеумен өрнектеледі?
3-дәріс. Металкесетін білдек жабдықтары.
Сұлбалы тетіктерді қайраған кезде жонғыш кескіштер пішінде тура жонуды қамтамасыз етпейді және аз түрде қолданылады. Олар тек жеке және көп сериялы өндірісте, сұлбаның үстіңгі бөлігін өңдеу үшін ғана керек.
Көп сериялы және жаппай өндірісте негізгі кескіш құрал ретінде сұлбалы тетіктерді өндеу үшін негізделген сұлбалы кескіштер қолданылады. Олар өлшемді тура, қалыпты дәл және жоғарғы өнімді қамтамасыз етеді, көптеген қайрау жұмыстарын іске асырады.
Қалпы мен жасалына қарай сұлбалы кескіштер екіге бөлінеді. Кесу үрдісі кезінде өңдеу дайындамаға сәйкес радиалды және тангенциалды болады. Призматикалық кескіштер ең жоғарғы кесу шамасына қарай, ең жоғарғы дәлділік өңдеу барысында ерекшеленеді. Дөңгелек кескіштер технологиясы зор және көптеген қайрауды қамтамасыз етеді. Сондықтан да дөңгелек кескіштер кеңінен өндірісте қолданылады. Радиалды кескіштер дөңгелек призматикалық болып келеді, тангенциалды кескіштер призматикалық түрде болады. Дөңгелек кескіштер сыртқы және ішкі өңдеу үшін қолданылады, ал призматикалық тек сыртқы өң-деу үшін қолданылады. Радиалды кескіштер дайындамаға сәйкес орналасады, радиус арқылы берілісті қамтамасыз етеді. Кесілетін қабаттың ені үлкен болғандықтан радиалды кескіш оте қиын жағдайда жұмыс істейді, осының салдарынан кесу режимін азайтуға тура келеді. Тангенциалды кескіш дайындалатын пішінге тиіп орналасқан. Пішінді өңдегенде кескіш жиектің барлық нүктесін біртіндеп қосып отыруы керек болады. Тангенциалды кескіштер шыдамсыз және майысқақ, терең емес пішінге қолданылады.
Дөңгелек сұлбалы кескіштерге лайық тезкескіш болат материалдары жатады. Тезкескіш құрыш призматикалық кескішті үнемдеу үшін пісіріп қоспа арқылы жасалынады. Пластикалық қатты қорытқы пішінді ажарлау үшін осы жоғарыдағы үрдіс қолданылады әрі тезкескіш болатқа қарағанда қайрау да сирек пайдаланылады.
Сұлбалы кескіштердің құрымымын және сырт өлшемін алу үшін төмендегі суреттерде көрсетілгендей өңделетін тетіктің пішінің тереңдігіне байланысты таңдап алынады.
В және Н өлшемдері тезкескіш болаттан жасалған монолитті кескіштерге арналған. Кескіштерді құрылымдаған кезде тезкескіш болат пластинкасымен немесе қорытпа аркылы дәнекерлеген кезде оларды үлкейтіп өзгертуге болады.
Өте жоғарғы төзімді материалдан жасалған тетікті өңдеген кезде және сұлбалы кескіштердің үлкенін алғанда,
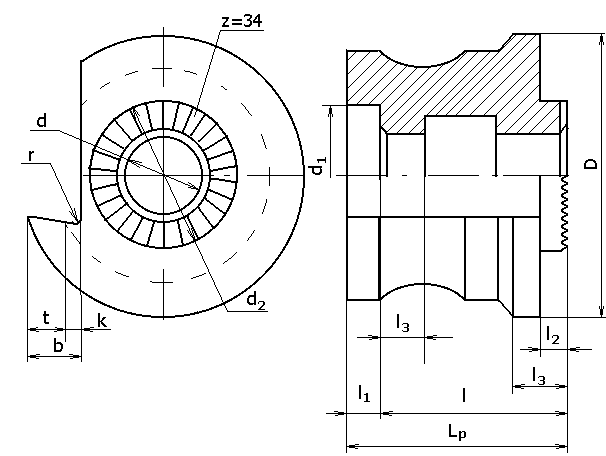
. Сұққыш тесікті дөңгелек сұлбалы кескіш
Сұққыш тесікті дөңгелек сұлбалы кескіш
үлкен өлшемді кескіштер қолданылады; кестеде берілген пішіннің тереңдегімен салыстырсақ, олардың келесі үлкен пішіні тереңдігіне сәйкес арнап жасалған.
1 кесте
Сұққыш тесікті дөңгелек сұлбалы кескіштердің өлшемдері
|
Дайындама пішінінің терендігі tmax |
D (h12) |
d (h8) |
d1 |
bmax |
K |
r |
D1 |
d2 |
|
6 8 |
50 60 |
13 16 |
20 25 |
9 11 |
3 |
1 2 |
28 34 |
5 |
|
11 14 |
75 90 |
22 |
34 |
15 18 |
4 |
2 |
42 45 |
5 6 |
|
16 25 |
100 125 |
27 |
40 |
23 30 |
5 |
2 3 |
52 55 |
8 |