2.Разработка схемы установки заготовки
Операционный эскиз обработки детали представлен на рисунке 2.1.
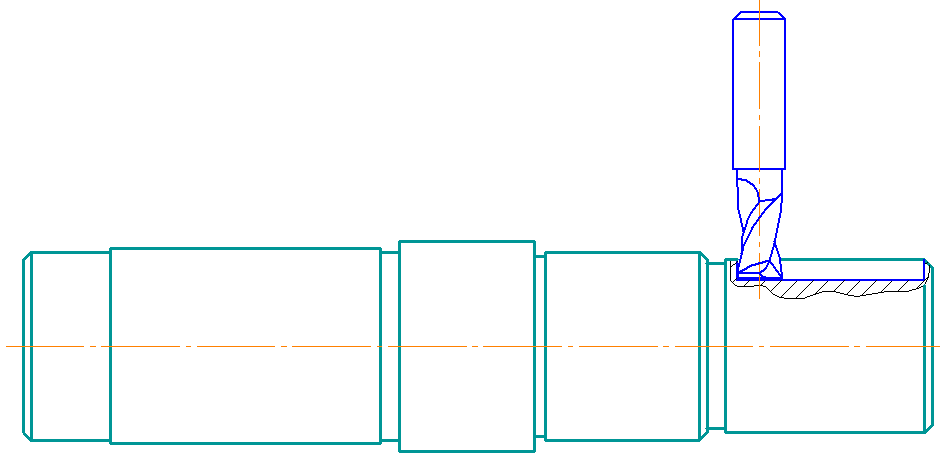
Рисунок 2.1-Операционный эскиз.
Для обеспечения точности расположения обрабатываемого отверстия применяем схему базирования, представленную на рисунке 2.2.
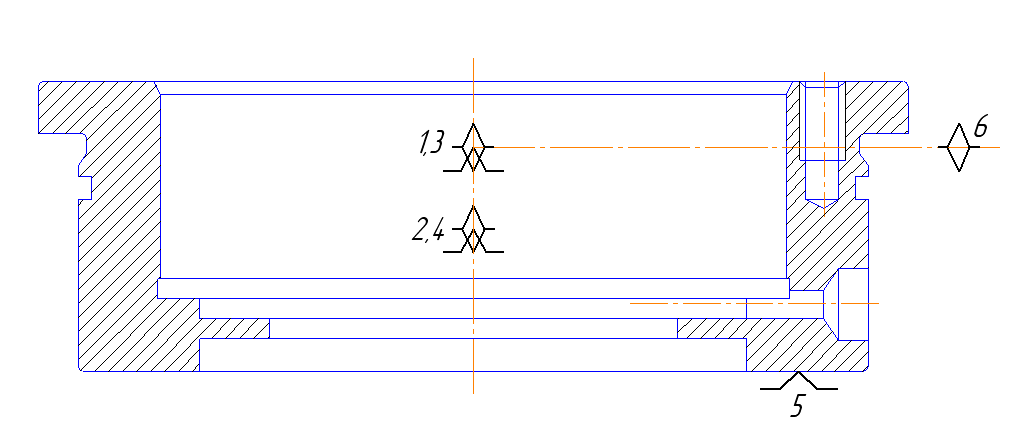
Рисунок 2.2-Схема базирования.
1,2,3,4 – двойная направляющая база. Лишает заготовку двух вращений и двух перемещений.
5 – опорная база. Лишает заготовку одного перемещения.
6 – опорная база. Лишает заготовку одного вращения.
В результате заготовка лишена шести степеней свободы.
3.Разработка эскизных вариантов приспособления
 Для
принятой схемы базирования заготовки
разрабатываем два варианта приспособлений:
Для
принятой схемы базирования заготовки
разрабатываем два варианта приспособлений:
вариант 1 - с ручным закреплением заготовки (рисунок 3.1);
вариант 2 - с механизированным закреплением заготовки (рисунок 3.2).
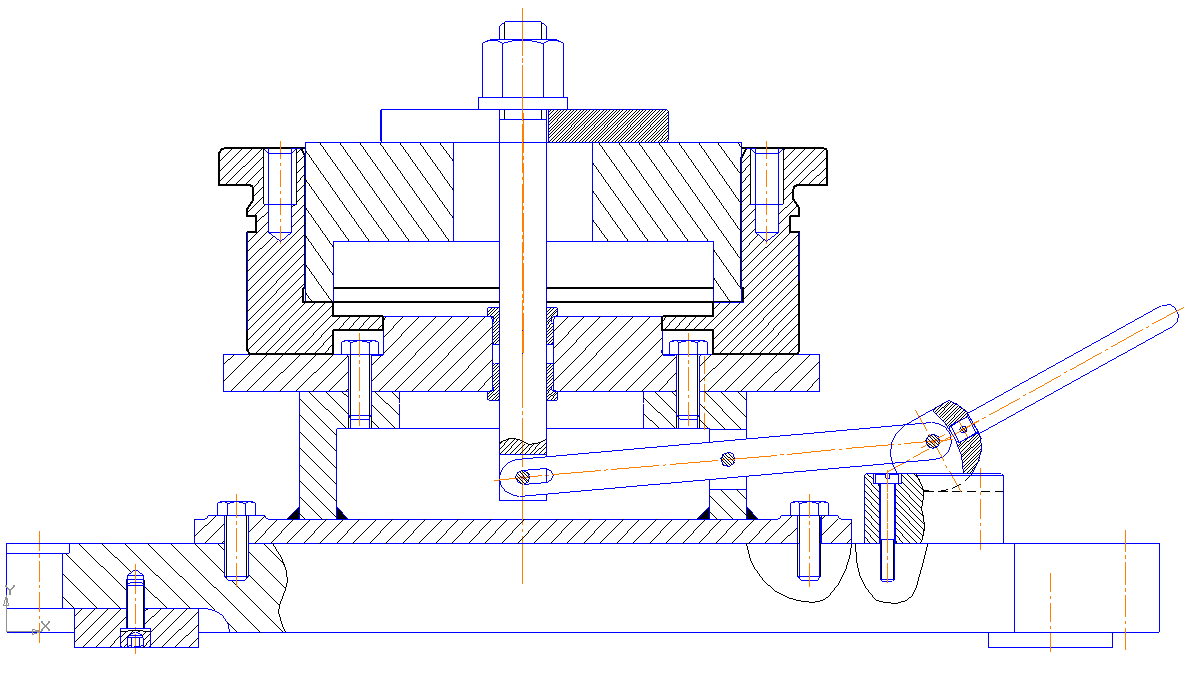
Рисунок 3.1-Приспособление с ручным закреплением заготовки.
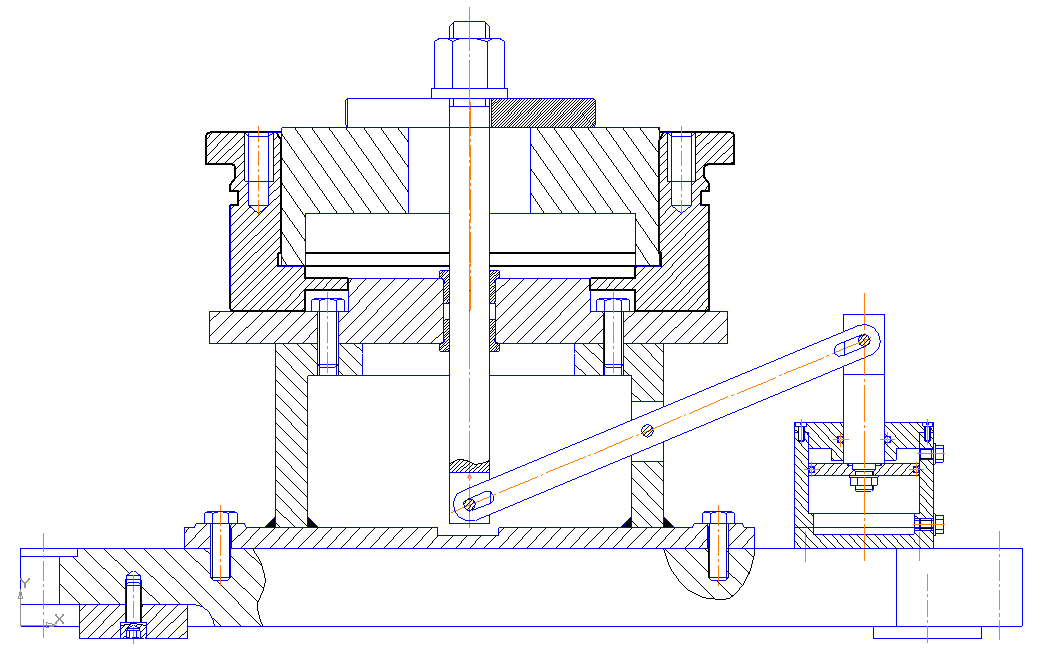
Рисунок 3.2-Приспособление с механизированным закрепление заготовки.
4.Расчет экономической эффективности выбранной конструкции приспособления.
Экономическое сравнение вариантов конструкций проводим по годовой технологической себестоимости выполнения операции.
Приведённые затраты на единицу продукции определяются по формуле:
![]() ,
,
где
![]() ─ основная заработная плата производственных
рабочих;
─ основная заработная плата производственных
рабочих;
![]() руб─ часовая тарифная ставка рабочего
1-го разряда;
руб─ часовая тарифная ставка рабочего
1-го разряда;
![]() ─ тарифный коэффициент 3-го разряда;
─ тарифный коэффициент 3-го разряда;
![]() %
─ накладные расходы на зарплату;
%
─ накладные расходы на зарплату;
![]() ─ стоимость приспособления,
─ стоимость приспособления,
![]() ─ количество деталей в приспособлении;
─ количество деталей в приспособлении;
![]() ─ удельная стоимость одной детали
приспособления;
─ удельная стоимость одной детали
приспособления;
![]() ─ коэффициент коррекции цен;
─ коэффициент коррекции цен;
N─ годовая программа выпуска;
![]() ─ коэффициент, учитывающий затраты на
приспособление;
─ коэффициент, учитывающий затраты на
приспособление;
![]() ─ коэффициент, учитывающий затраты,
связанные с эксплуатацией приспособления;
─ коэффициент, учитывающий затраты,
связанные с эксплуатацией приспособления;
![]() года ─ срок окупаемости приспособления.
года ─ срок окупаемости приспособления.
Для первого варианта приспособления
технологическая себестоимость обработки
одной детали (при
![]() мин):
мин):
![]() руб,
руб,
для второго варианта (при
![]() мин):
мин):
![]() руб.
руб.
Годовая экономическая эффективность:
![]() руб.
руб.
Вариант приспособления с пневматическим зажимом экономичнее, чем вариант приспособления с ручным зажимом.
5.Расчёт производительности - пропускной способности приспособлений
 Пропускная
способность приспособления с ручным
закреплением заготовки (рисунок 3.1).
Пропускная
способность приспособления с ручным
закреплением заготовки (рисунок 3.1).
Пропускную способность приспособления определяем исходя из штучного времени:
![]() мин,
мин,
где
![]() мин - основное технологическое время;
мин - основное технологическое время;
при сверлении длинна рабочего хода равна:
![]() мм,
мм,
при нарезании резьбы метчиком:
![]() мм,
мм,
![]() мин
- вспомогательное время на закрепление
и открепление заготовки;
мин
- вспомогательное время на закрепление
и открепление заготовки;
![]() мин
- время на обслуживание рабочего места;
мин
- время на обслуживание рабочего места;
![]() мин
- время перерывов на отдых и личные
надобности.
мин
- время перерывов на отдых и личные
надобности.
Пропускная способность приспособления
![]() шт/год,
шт/год,
где
![]() ч – действительный годовой фонд времени
работы оборудования при работе в одну
смену.
ч – действительный годовой фонд времени
работы оборудования при работе в одну
смену.
Пропускная способность приспособления с механизированным зажимом (рисунок 3.2).
Основное
технологическое время
![]() мин.
мин.
Вспомогательное
время
![]() мин
(/4/, табл. 2.2, стр. 55).
мин
(/4/, табл. 2.2, стр. 55).
![]() мин,
мин,
![]() мин.
мин.
Штучное время
![]() мин.
мин.
Пропускная способность
![]() шт/год.
шт/год.
Пропускная
способность приспособления с ручным
зажимом ниже пропускной способности
приспособления с механизированным
зажимом.