

книги из ГПНТБ / Евсеев, Роман Евгеньевич. Новое в технологии электромонтажных работ
.pdfдится. Сила сварочного тока устанавливается такая же, как при сварке плоских шин (см. табл. 11).
Особенностью сварки компенсаторов является то, что дугу не направляют на кромки пакета лент во избежание их пере жога; дуга в процессе подогрева и сварки направляется толь-
Рис. 39. |
Контактные |
устройства |
для |
присоединения |
||
|
гибких шинопроводов к шинам: |
|
||||
а _ контактное |
устройство |
для проводов |
сечением |
240 мм'; |
||
б — то же, |
для проводов сечением 480 мм'; |
1 — сварное контактное |
||||
устройство; |
2 — провода; |
3 — стальные |
оцинкованные |
обручи; |
||
4 — специальный |
наконечник, приваренный к проводу; 5 — наконеч |
|||||
ник, опрессовываемый на провод; 6 — проходной изолятор; |
7 — опор |
|||||
|
|
ный изолятор |
|
|
|
|
ко на кромку контактной пластины; |
плавление торцов лент |
|||||
происходит от соприкосновения их с жидким алюминием сварочной ванны и частично от действия раскаленных газов, окружающих дугу. Для этого необходимо создавать свароч
74
ную ванну большого объема, что достигается интенсивным сплавлением предварительно подогретых кромок и присадоч ного прутка. Перед укладкой в приспособление концы лент и
кромка контактной пластины должны быть тщательно очище
ны от окиси при помощи проволочной щетки (желательно вращающейся).
Аргоно-дуговая сварка алюминия прочно входит в электро монтажную практику. Уже смонтирован ряд крупных электро технических установок, где применение этого вида сварки да ло значительный эффект, позволив индустриализировать рабо
ты по монтажу шин коробчатого профиля, секции которых бы
ли изготовлены заводским путем или в мастерских, вне мон
тажной зоны. К числу таких установок относятся, например,
распределительное устройство преобразовательной подстан
ции Череповецкого металлургического комбината (рис. 38,а), смонтированное трестом Севзапэлектромонтаж, шинопровод генераторного напряжения одной из ленинградских электро станций, выполненный Севтеплоэлектромонтажем, и др.
На рис. 38,6 показана опытная секция специального ши нопровода для влажных цехов конструкции ЛенПЭО ГПИ Тяжпромэлектропроект, также изготовленного с помощью ар гоно-дуговой сварки.
Интересным случаем применения аргоно-дуговой сварки на открытом воздухе является контактное устройство для сое динения гибкого шинопровода (так называемой гибкой связи) с плоскими шинами, предложенное автором совместно с инж. П. Г. Черепениным (рис. 39).
Гибкая связь представляет собой пучок голых сталеалю миниевых проводов, закрепленных на окружности металличе ских обручей и образующих собой своеобразный цилиндр —
«колбасу», подвешенную на гирляндах изоляторов между зда ниями1 для передачи электрической энергии. Внутри самих зданий для этой цели прокладываются шинопроводы, собирае мые из алюминиевых плоских или коробчатых шин. Эти ши нопроводы соединяются с отдельными проводами гибкой связи перед вводом в здание.
Соединение многопроволочных алюминиевых проводов с плоскими шинами представляет собой весьма ответственный
контактный узел. Большим недостатком существующих кон
струкций подобных узлов являются болтовые соединения. .
В конструкциях, указанных на . рис. 39, все болтовые сое динения заменены аргоно-дуговой сваркой, в частности, свар кой осуществляются соединения алюминиевых проводов со специальными наконечниками, присоединение наконечников
1 Гибкие связи применяются, главным образом, на электрических стан
циях, где подвешиваются между зданиями'машинного зала и главного рас
пределительного устройства.
75
к контактному устройству и все соединения между собой от дельных элементов этого устройства. Остается только одно болтовое соединение самого контактного устройства с плоски ми шинами, выходящими из здания.
Нет сомнения, что применение аргоно-дуговой сварки по высит надежность этого важного контактного узла.
IV. КОНЦЕВЫЕ ЗАДЕЛКИ СИЛОВЫХ КАБЕЛЕЙ
В РЕЗИНОВЫХ ПЕРЧАТКАХ
1. Общие сведения
Концевые заделки кабелей, как известно, необходимы для герметизации, т. е. для исключения попадания влаги внутрь кабеля и предотвращения вытекания из него пропиточного маслоканифольного состава. Влага может попадать вместе с воздухом в результате образования вакуума внутри кабеля
при изменении режимов его работы (так называемое «дыха ние» кабеля при изменении нагрузки). Вытекание пропиточ ного состава наблюдается при разности уровней концов кабе ля в результате гидростатического давления, а также вследст
вие теплового расширения от нагревания током.
Кроме необходимой герметичности, кабельные заделки дол жны быть достаточно надежны и в электрическом отношении, максимально просты и выполняться из распространенных, не
дефицитных материалов.
Стремление в последние годы рационализировать концевые заделки силовых кабелей напряжением 1—10 кв привели к созданию сухих и полусухих (с небольшим содержанием ка бельной массы) заделок: например, заделок в свинцовых пер чатках, заделок с применением полихлорвиниловой ленты и соответствующих лаков, заделок с использованием хлопчато бумажных лент и цапонглифталевого лака и т. д. Основные преимущества подобных заделок:
1)отсутствие вообще кабельной массы или малый ее объем;
2)достаточно высокая герметичность, позволяющая уста
навливать заделки при больших разностях уровней концов
кабелей, чем в случае использования обычных воронок, а так
же располагать заделки в любых пространственных положе
ниях — вертикально, наклонно, вниз; 3) малые габариты, допускающие размещение заделок в
стесненных условиях, например, в комплектных распредели
тельных устройствах.
Однако с монтажной точки зрения эти заделки нерацио нальны, так как требуют трудоемких операций (обматывание жил лентами, уплотнение корешка заделки,1 накладывание
1 Корешком заделки называют место выхода жил из-под поясной изо
ляции.
76
бандажей и т. п.) и в ряде случаев разнообразного ассорти мента материалов: лакоткань, полихлорвиниловые ленты, шпагат, различные лаки.
Предложенные в последнее время конструкции заделок в полихлорвиниловых перчатках также не дают в этом смысле положительного результата, так как не исключаются трудоем кие работы по обмотке жил несколькими слоями полихлорви ниловой ленты, являющейся к тому же дорогим и дефицитным материалом. Кроме того, даже тело самой перчатки должно обматываться лентами, что уже совершенно не оправдано и почти сводит на нет принцип применения перчатки как рацио нальной конструкции, уплотняющей место выхода жил из-под поясной изоляции.
Наиболее желательным является такой тип заделки, кото рый при относительно меньшей стоимости и дефицитности ис пользуемых материалов исключал бы трудоемкие операции
по обмотке жил изоляционными лентами и обеспечивал доста точно высокую надежность (главным образом, хорошие элек трические характеристики и герметичность). Таким условиям удовлетворяют заделки, в которых для уплотнения «корешка» используются так называемые резиновые перчатки, а для изо ляции жил — резиновые трубки. В настоящее время техника располагает составами резиновых смесей, обладающих доста точной маслостойкостью, что совершенно необходимо для ис пользования перчаток на силовых кабелях с бумажной изо ляцией, пропитанной маслоканифольным составом. По зада нию Главэлектромонтажа Московский институт тонкой хими ческой технологии им. М. В. Ломоносова подобрал и исследо вал состав резины, удовлетворяющий поставленным требова ниям, и разработал технологию вулканизации перчаток. В
свою очередь, Отдел электромонтажной технологии б. Ленин градского отделения ГПИ Электропроект разработал конст рукцию заделок силовых кабелей в резиновых перчатках на пряжением 1—10 кв и технологию их монтажа, а также осу ществил необходимые испытания. В настоящее время органи зуется выпуск перчаток, что обеспечит их широкое внедрение.
2. Конструкция и область применения кабельных заделок в резиновых перчатках
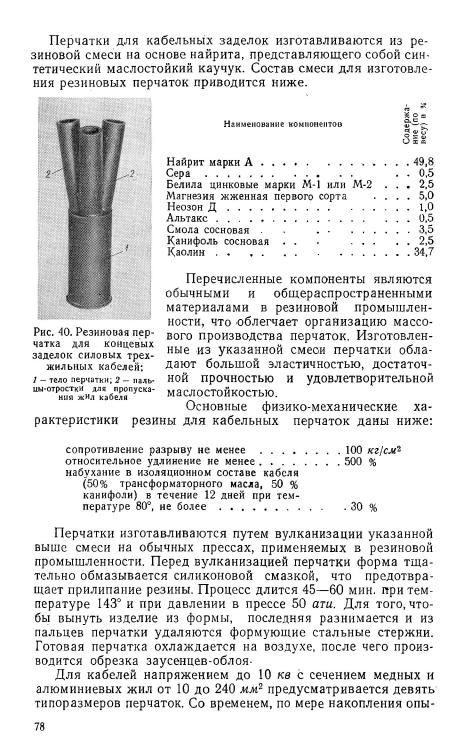
Резиновые перчатки для кабельных заде лок. Резиновая перчатка, как уже отмечалось, должна созда вать необходимое уплотнение (герметичность) в месте выхода жил кабеля из-под поясной изоляции. С этой целью перчатка
(рис. 40) имеет цилиндрическую часть — тело, надеваемое на свинцовую или алюминиевую оболочку кабеля. С телом
сопряжены отростки — пальцы в виде трубок, в которые про пускаются жилы кабеля.
77
та, количество типоразмеров, по-видимому, будет сокращено до 5—6. Выбор размеров перчаток при их конструировании обусловлен следующими положениями:
1. Внутренний диаметр пальцев должен обеспечивать меж
ду жилой и пальцем зазор от 0,5 до 1 мм.
2.Длина пальца определяется участком насадки на него резиновой трубки, изолирующей жилу; эта длина должна быть равна 2—3 наружным диаметрам пальца для обеспечения надежного уплотнения в этом месте; в то же время палец не
желательно делать более 100 мм, чтобы не усложнять прессформы.
3.Внутренний диаметр тела перчатки определяется как среднее арифметическое из диаметров оболочек кабелей мини мального и максимального сечений, для которых предназна
чается перчатка данного типоразмера; при этом зазор между
телом перчатки и оболочкой кабеля при минимальном его се чении не должен превышать 2 мм (по условиям создания над лежащего уплотнения).
4.Длина тела перчатки определяется необходимостью обе спечить нужную величину захождения перчатки на оболочку кабеля (для создания уплотнения), а также размещение в те ле перчатки ступени поясной изоляции и плавный выход из-под
нее жил кабеля.
5.Толщина стенок тела и пальцев перчатки, определяемая
прочностью резины, принята равной от 2,5 до 3 мм.
Конструкция кабельных заделок в резино
вых перчатках. На рис. 41 показан общий вид, а на рис. 42 конструкция концевой заделки силового кабеля в резино вой перчатке. Как видно, уплотнение мест выхода жил из-под поясной изоляции кабеля выполняется перчатками, а изоля ция и уплотнение жил достигается путем пропускания их в ре зиновые трубки, сочлененные с пальцами перчатки. Полости,
остающиеся в теле перчатки и в резиновых трубках, не запол няются при монтаже какой-либо кабельной массой. Такая кон струкция обеспечивает максимальное упрощение работ по монтажу заделок.
Основное внимание было уделено созданию достаточной герметичности кабельных заделок для предотвращения проса чивания маслоканифольного состава. Это может иметь место как от теплового расширения, так и в результате гидростати ческого давления, создающегося при большой разности уров ней концов кабеля. В заделках с резиновыми перчатками наи более вероятно было ожидать просачивания пропиточного со става в местах (рис. 42), где перчатка насаживается на обо лочку кабеля, при сопряжении резиновых трубок с пальцами и у кабельных наконечников.
Достаточная герметичность этих участков заделок дости
гается следующим образом.
79

Дейты из маслостойкой резины того же состава, как и taMa
перчатка.
В случаях применения перчаток на кабелях, имеющих диа метр оболочки больший, чем внутренний диаметр тела пер чатки, последняя должна быть несколько растянута — поса жена с «натягом»; однако практически этот натяг получается незначительным и равным в среднем 1,5 мм. Насадка перчаток
изолирующих жилы, с пальцами перчаток:
а — жила изолируется резиновой трубкой с внутренним диа
метром, |
равным наружному диаметру пальца перчатки; |
б — жила |
изолируется : трубкой такого же диаметра, как |
палец перчатки, и соединяется с пальцем резиновой муфтой; в — жила изолируется трубкой такого же диаметра, как палец перчатки, и соединяется с пальцем при помощи раст руба, имеющегося на конце трубки; 1 - жила кабеля; 2 — палец перчатки; 3 — резиновая трубка; 4 — соединитель
ная резиновая муфта; 5 —^раструб на резиновой трубке
с таким натягом при достаточной их эластичности не вызовет затруднений во время монтажа. Опыты показали, что вполне возможна насадка перчаток даже с натягом до 4 5 мм.
б) Сопряжения резиновых трубок с пальца ми перчаток. Как уже отмечалось, жилы кабеля, освобож денные на участке разделки от поясной изоляции, уплотняются и изолируются трубками из маслостойкой резины; при этом могут быть использованы трубки (рис. 43):
свнутренним диаметром, равным наружному диаметру пальца перчатки (рис. 43,а); такая трубка непосредственно насаживается на палец;
свнутренним диаметром, равным внутреннему диаметру пальца (рис. 43,6); в этом случае сопряжение трубки с паль цем осуществляется с помощью резиновой муфточки — отрез ка трубки большего диаметра;
свнутренним диаметром, равным внутреннему диаметру пальца перчатки; эта трубка имеет на своем конце раструб для надевания на палец (рис. 43,в).
6 Р. В. Евсеев |
81 |
|
6 настоящее время Главэлектромонтаж Министерства строительства РСФСР принял первый и второй варианты ис
пользования трубок как наиболее простые.
Уплотнение трубок на пальцах перчаток выполняется пу тем приклейки их к пальцам резиновым клеем № 88. При этом длина насадки трубки на палец равняется двум наружным диаметрам пальца. По-видимому, не следует опасаться старе ния изоляции из-за озонирования воздуха в полостях между резиновой трубкой и жилами, так как при напряжении 6 и 10 кв практически коронирования не наблюдается. Это под тверждается практикой применения немецкой фирмой АЕГ
кабельных заделок типа «Изокляйн», в которых применяются
пластмассовые муфты и жилы изолируются резиновыми труб ками с внутренним диаметром большим, чем диаметр жил,
без заливки образовавшихся полостей, какими-либо кабель
ными массами.
в) Уплотнение жил у кабельных наконеч ников. Принятые в настоящее время в электромонтажной
практике кабельные наконечники для оконцевания медных и алюминиевых жил нельзя считать рациональными для заделок с резиновыми перчатками по следующим соображениям: в ряде случаев получаются большие зазоры между резиновыми трубками, изолирующими жилы, и телом наконечников, что вынуждает создавать уплотнение из нескольких слоев масло
стойкой резины на клее № 88. Особенно это относится к труб чатым наконечникам, служащим для оконцевания медных жил путем опрессовки.
Форма тела наконечника неудобна для создания надежно го уплотнения. Так, например, литые наконечники, предназна
ченные для приварки к алюминиевым жилам (рис. 44,а),
имеют ступенчатую форму, которая затрудняет наложение проволочных бандажей поверх резиновых трубок; на медных
же и алюминиевых наконечниках, предназначенных для опрес совки, образуются глубокие лунки от вдавливания пуансонов,
что также затрудняет выполнение надежного уплотнения.
С целью получения рациональных оконцеваний жил в за делках с резиновыми перчатками сконструированы специаль ные литые наконечники (рис. 44,6) для приварки к алюминие
вым жилам и медные трубчатые наконечники (рис. 45) для оконцевания медных жил опрессовкой.1 Литые алюминиевые наконечники, предназначенные для оконцевания алюминиевых жил путем приварки (см. рис. 44,6), имеют удлиненное цилин дрическое тело в виде трубки, надеваемой на жилу и прива
риваемой к ней сверху, по торцу. Резиновая трубка, изолирую щая жилу, уплотняется на наконечнике специальными хому
тами или проволочными бандажами. Для создания более на-
1 Эти наконечники пока промышленностью не выпускаются.
82