

книги из ГПНТБ / Евсеев, Роман Евгеньевич. Новое в технологии электромонтажных работ
.pdfраясь на знание основных правил, обеспечить безопасные ус ловия работы.
В заключение приводятся еще некоторые правила по тех нике безопасности общего характера, которые необходимо строго выполнять при пользовании пистолетом СМП-1. Запре щается работать с пистолетом на расстоянии ближе 5 м от огня, применять пистолет во взрывоопасных помещениях, на правлять пистолет на себя и на других людей, даже если он. не заряжен, работать без защитных очков. При осмотре, чист
ке пистолета и смене запасных частей следует разряжать пи столет. Класть заряженный пистолет следует так, чтобы он не мог упасть, так как при падении пистолета с высоты может произойти от удара выстрел; носить пистолет во время рабо ты лучше всего на ремне. Нельзя работать с непрочных подмо стей и вышек; при выстреле следует занимать устойчивое по
ложение. Нельзя забивать дюбели в хрупкие материалы (чу гун, керамика), закаленную сталь, твердые породы камней
(гранит и т. д.).
Уход за пистолетом в эксплуатации. Необхо
димо помнить, что долговечность пистолета и его безотказ
ность в работе в значительной степени зависят от правильного ухода и эксплуатации. Пистолет представляет собой механизм,, детали которого выполнены с достаточно высоким классом точности, поэтому основным правилом ухода должно быть
постоянное поддержание его в надлежащей чистоте: засоре ние механизма песком вызывает преждевременный износ ча стей и заедание их во время работы, а нерегулярная чистка и
смазка приводят к ржавлению. Нельзя применять дюбели,,
кустарно изготовленные, без соблюдения необходимых техни ческих условий. При неправильных размерах дюбелей, если не выдержан минусовый допуск на наружный диаметр, воз можно застревание дюбеля в стволе, а плохо удаленные зау
сеницы и острые края на дюбелях могут приводить к образо
ванию царапин в канале ствола.
Особенно тщательно и аккуратно следует производить чистку пистолета. Наружные части протираются от пыли су хой тряпкой; канал ствола прочищается шомполом, на конце которого закрепляется тампон из чистой тряпки; торцовая
часть кожуха ствола очищается от нагара тряпкой, смоченной в керосине. После чистки все детали смазываются тонким сло
ем оружейной смазки, а ролики спускового крючка и рычага — техническим вазелином. При работе зимой на открытом воз духе в смазку следует добавить керосин для понижения вяз кости ее.при низких температурах.
Ежедневная чистка пистолета производится с обязатель ной, так называемой, неполной (частичной) его разборкой, за ключающейся в снятии кожуха и выемке ствола. При этом становятся доступными детали, которые в наибольшей степе-
31

ни могут быть загрязнены мелкими частицами кирпича, бето на или пороховым нагаром. На рис. 16 показана неполная разборка пистолета.
Через каждые 1000 выстрелов рекомендуется производить полную разборку пистолета для осмотра и чистки частей, не
доступных при частичной разборке, и смены некоторых дета лей, если в этом имеется необходимость. Следует особо отме тить, что какой-либо ремонт пистолетов собственными силами
(за исключением смены запасных частей, поставляемых сов местно с пистолетом) категорически воспрещается. Ремонт пи столетов должен производиться специализированными ору жейными мастерскими или заводами, изготовляющими писто леты.
Наиболее вероятны следующие неполадки в работе писто лета СМП-1:
1. Нарушение работы деблокирующего устройства из-за
сильного загрязнения: стакан с насаженным на него наконеч ником при этом застревает и не может передвинуть предохра
нительную тягу, деблокирующую спусковой механизм.
2.Поломка пружины защелки, вследствие чего рычаг за
щелки не возвращается в исходное положение, и пистолет не запирается после переламывания его.
3.Поломка пружины рычага спускового механизма, из-за
чего спусковой крючок свободно вращается на своей оси и не взводит ударник.
4.Поломка или ослабление пружины ударника; капсюль
патрона получает удар, недостаточный для производства выст рела.
5. Осечка вследствие плохого качества патрона; наминка капсюля патрона при этом нормальная, что служить призна ком того, что выстрела не последовало не по причине неис
правности пистолета.
Следует еще раз напомнить, что при обнаружении неис правностей в работе пистолета надо прежде всего разрядить его, а затем выяснить причину неполадок.
II. ТОНКОСТЕННЫЕ СТАЛЬНЫЕ ТРУБЫ ДЛЯ
ЭЛЕКТРОПРОВОДОК
1.Общие сведения
Впоследнее время получают большое распространение для электропроводок, так называемые, тонкостенные стальные тру бы, которые во многих случаях могут заменить применяемые для этой цели газоводопроводные трубы. Так как толщина сте нок тонкостенных труб в 2—2,5 раза меньше толщины стенок газоводопроводных труб соответствующего диаметра, то ис пользование первых дает большую экономию металла и соот
34
ветствующее сокращение капитальных затрат. Это наглядно видно из табл. 5, в которой приведены данные по газоводопро водным и близко подходящим к ним по внутреннему диаметру тонкостенным трубам.
Тонкостенные трубы изготавливаются на специальных тру босварочных станах из стальной ленты соответствующей тол щины, которая, проходя через систему роликов, последова тельно загибается и формуется в трубу. При прохождении че рез конечные ролики, к которым от сварочного трансформато
ра подведен электрический ток, происходит контактная элек тросварка загнутых кромок, в результате чего получается про дольный сварной шов. Из последнего затем специальным рез
цом удаляется снаружи грат-выплеск окислов и металла.
Внутри трубы грат остается, так как его трудно удалить. В настоящее время признано возможным временно использо вать для электротехнических целей трубы с внутренним гра
том, не превышающим 0,5 мм. Однако перед заводами-изго
товителями поставлена задача принять меры для удаления
или сминания и внутреннего грата.
Таблица 5 Сравнительные данные по газоводопроводным и тонкостенным стальным
электросварным трубам, принятым для электропроводок
Газоводопроводные трубы по ГОСТ 3262-55
номинальный размер трубы в дюймах |
наружный диаметр в мм |
толщина стенки в мм |
внутренний диаметр в м м |
вес 1 м трубы в кг |
цена 1 м трубы в руб. |
|
|
|
|
|
1 |
|
21,25 |
2,75 |
15,75 |
1,25 |
1—40 |
3/4 |
26,75 |
2,75 |
21,25 |
1,63 |
1—70 |
1 |
33,50 |
3,25 |
27,00 |
2,42 |
2—40 |
■ 1V2 |
48,00 |
3,50 |
41,00 |
3,84 |
3-65 |
2 |
60,00 |
3,50 |
53,00 |
4,88 |
4—65 |
Тонкостенные трубы по ГОСТ 1753-53
наружный диаметрв мм |
толщина стенкив мм |
внутренний диаметрв мм _______ |
ф |
еч |
цена1 м |
рубв . |
|
|
|
тН |
|
|
|
|
|
|
о |
к |
|
|
|
|
I |
е со |
|
1 |
|
18.0 |
1,00 |
16,0 |
0,419 |
0—72 |
||
24,0 |
1,25 |
21.5 |
0,701 |
1—18 |
||
33,0 |
1,50 |
30,0 |
1,170 |
1—51 |
||
44,5 |
1,75 |
41,0 |
1,850 |
2—24 |
||
60,0 |
2,00 |
56,0 |
2,860 |
3—45 |
||
Если необходимо получить трубы повышенной точности,
они в холодном состоянии проходят последующее многократ ное волочение протаскиванием через фильеры.1 Как при изго товлении на стане, так и, в особенности, при волочении трубы получают известный наклеп металла, который может быть снят путем отжига труб в камерных печах. В связи с этим тру бы могут быть твердые, полутвердые и мягкие.
Трубы, поставляемые для электропроводок, должны быть мягкими или полутвердыми; применение твердых труб не до-
! Фильеры — калибровочные отверстия.
3* |
35 |
пускается, так как они трудно поддаются обработке (главным образом, изгибанию).
Тонкостенные трубы должны соответствовать ГОСТ 175353, который предусматривает широкую номенклатуру труб диаметром от 5 до 152 мм и толщиной стенок от 0,5 до 5,5 мм.
Из этой номенклатуры Главэлектромонтажем Министерства строительства РСФСР выбраны и приняты для применения в электротехнических установках трубы, данные по которым
даны в табл. 5.
Трубы для электропроводок изготовляются из стали марки Ст. 10 и имеют нормальную точность, т. е. не подвергаются волочению. Ниже приводятся допускаемые отклонения в ве личине наружного диаметра таких труб.
Наружный |
диаметр труб |
Точность изготовления (допуск) |
||
в мм |
|
|
в мм |
|
До |
20 |
|
|
± 0,3 |
Свыше |
20 до 30 |
± 0,5 |
||
|
30 |
, |
40 |
±0,5 |
|
40 |
, |
51 |
± 0,5 |
я |
51 |
|
|
± 1 % от диаметра |
Допускаемые отклонения в толщине стенок труб не
должны быть более ± 10%.
Область и условия применения тонкостенных стальных труб для электропроводок определяются решением № 4 Госу дарственной инспекции по промэнергетике и энергонадзору и Технического управления МЭС от 14 июня 1958 г. В соответ
ствии с этим решением трубы с толщиной стенок не менее 1,5 лип допускаются к применению в сухих и влажных поме
щениях для открытой и скрытой прокладки. Последняя раз решается в стенах, перекрытиях, в полу, в фундаментах (за исключением выхода труб в грунт или наружу) и в других
строительных элементах сооружений. Прокладка тонкостен
ных труб не допускается в помещениях сырых, с химически
активной средой и во взрывоопасных, а также в грунте.
Как известно, стальные трубы электропроводок должны использоваться в качестве естественных заземляющих провод ников для заземления электрооборудования. Однако примене
ние для этой цели одиночно прокладываемых труб с толщиной стенок менее 1,5 мм считается недостаточным. Поэтому в уста новках, требующих заземления электрооборудования, трасси
ровку труб с толщиной стенок менее 1,5 мм следует произво дить с таким расчетом, чтобы число труб, прокладываемых в одном направлении, было бы не менее двух. В противном слу чае требуются дополнительные заземляющие проводники.
Появление в электромонтажной практике тонкостенных
труб потребовало решения ряда вопросов технологического и конструктивного характера, в частности, вопроса о выполне
36
нии изгибов труб и соединений их между собой, с коробками и с аппаратурой. В результате деятельности монтажных и ис следовательских организаций Главэлектромонтажа, а также инициативы новаторов производства эти вопросы в настоящее время решены.
2.Соединения тонкостенных труб и присоединение их
ккоробкам и кожухам оборудования
К соединениям стальных труб для электропроводок предъ
являются следующие основные требования:
а) простота выполнения (простота и малая стоимость сое динительных деталей, возможность производить соединения распространенными и, по возможности, простыми монтаж
ными инструментами или приспособлениями); б) надежность (достаточная механическая прочность,
в ряде случаев герметичность или повышенная плотность сое динений) ;
в) достаточная электропроводность и стабильность (неиз меняемость с течением времени) электрического сопротивле ния для обеспечения надежного заземления.
Решением № 4 Государственной инспекции по промэнергетике и энергонадзору от 14 июня 1958 г. рекомендован ряд способов соединений труб, к числу которых относятся:
1. Соединение при помощи клиновой манжеты (рис. 17,а).
Соединяемые трубы вводятся в манжету, представляющую собою хомут, стягиваемый клиновым замком. При забивании замка, одетого на отогнутые края манжеты, последняя охваты вает трубы. Чтобы создать надлежащий электрический кон такт между трубами (для использования их в качестве зазем ляющих проводников), манжета приваривается в двух точках
ккаждой трубе.
2.Соединение манжетой, стягиваемой винтами (рис. 17, б).
3. |
Соединение манжетой, |
привариваемой |
к трубам |
(рис. |
17,в). На трубы надевается |
цилиндрическая |
манжета, |
разрезанная вдоль по образующей; продольный шов и круго вые швы по торцам муфты провариваются.
4. Соединение муфтами на резьбе (рис. 17,а). Этот способ
особенно распространен для газоводопроводных труб; для тонкостенных возможен лишь при очень мелкой резьбе.
5. Соединение муфтами с зажимными кольцами и накид ной гайкой (рис. 17,6). Здесь уплотнение стыка достигается за счет расклинивания стального кольца, одеваемого на трубу при завинчивании накидных гаек. Этот способ, по сравнению с другими, является наиболее приемлемым благодаря простоте монтажа и хорошему уплотнению мест соединений. К сожале нию, подобные муфты наша промышленность не выпускает.
37
Перечисленные способы, за исключением последнего, обла дают рядом недостатков, к числу которых относятся:
а) малая прочность манжет при растяжении;
б) невозможность их приварки на трубах толщиной менее 1,5 мм ввиду вероятности прожига труб;
в) затруднительность применения соединений на обычной,
даже мелкой, резьбе труб малых и средних диаметров,
т. е. с малой толщиной стенок.
Способ соединений на резьбе был бы наиболее предпочти тельным, так как он проверен весьма широкой и долголетней практикой монтажа стальных газоводопроводных труб для электропроводок. Однако применительно к тонкостенным тру бам использование его встречает серьезные трудности:
Рис. 17. Различные случаи соединения тонкостенных стальных труб:
а — соединение при помощи клиновой манжеты; £ —соединение манжетой, стягива емой винтами; в — соединение манжеты, привариваемой к трубам; г — соединение муфтой на резьбе; д — соединение муфтой с зажимными кольцами и накидными гайками
1.Резьба, даже мелкая (например третья метрическая), надрезает тело трубы на 50—70% ее толщины, что недопу
стимо уменьшает прочность трубы.
2.Допуск, установленный по ГОСТ на диаметры тонко стенных труб, равный + 0,5 мм, практически исключает нор мальное соединение даже на мелкой резьбе (при отклонении
38
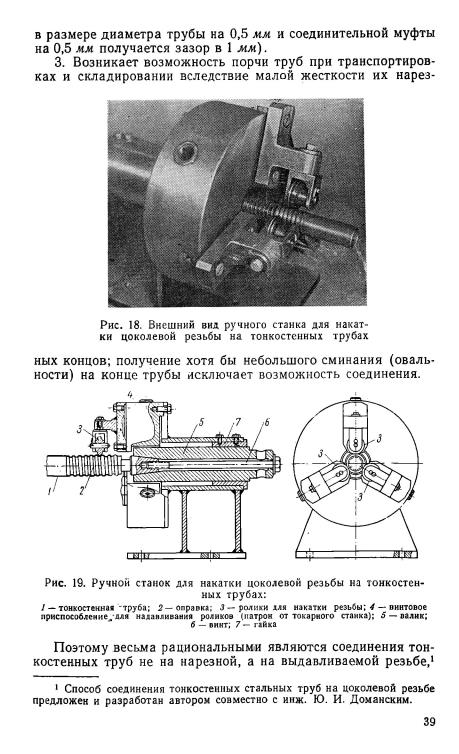

На рис. 18 и 19 показаны соответственно общий вид и раз рез ручного станка для накатки цоколевых резьб.
Выдавливание резьбы на этом станке производится при помощи роликов по оправке, снабженной резьбой и по мещаемой внутрь трубы. Ролики прижимаются к поверхности трубы и накатывают винтовую линию при вращении шпин
деля, с которым соединена оправка. Соединительные муфты изготавливаются из отрезков труб большего диаметра, чем соединяемые, путем накатки резьбы, аналогично тому, как это
выполняется на трубах.
В последнее время для накатки цоколевой резьбы на тон костенных трубах приспособлены обычные трубонарезные станки с электродвигательным приводом, например, типа
С-225 (рис. 20). Необходимая реконструкция их производит
ся по чертежам ЛенПЭО ГПИ Тяжпромэлектропроект.
На рис. 21 показано готовое соединение труб, выполнен
ное с помощью цоколевой резьбы.
Отдел электромонтажной технологии бывшего ЛО ГПИ Электропроект разработал достаточно надежные и рациональ ные способы соединения тонкостенных труб, основанные на
применении сварки и опрессовки. Описание этих способов
приводится ниже.
Соединение при помощи сварки. Сварка произ водится по отбортовке (рис. 22, а), предварительно выполняе мой на концах соединяемых труб, так как сварка встык труб практически невозможна (из-за остающихся внутри труб про теков металла), а сварка внахлестку затруднительна и тре бует высокой квалификации сварщика. Операция отбортовки
проста и выполняется при помощи ручных приспособлений, как об этом будет сказано ниже. Возможно применение кон
тактной точечной сварки и сварки плавлением: электродуговой или газовой. Контактная сварка (рис. 22, б) при помощи распространенных сварочных трансформаторов с обмоткой Лоскутова1 и специальных клещей возможна при толщине труб до 1,5 мм включительно. Ее достоинство — простота вы полнения, недостаток — невозможность использовать длинные
провода рабочей цепи из-за малого напряжения сварочной
обмотки. Электродуговая сварка угольным электродом или газовая сварка по отбортовке (рис. 22, в) производится без присадочного материала простым расплавлением кромок.
В случае, если не требуется герметичность соединения,
можно ограничиться сваркой прерывистым швом. Техника сварки по отбортовке очень проста: кроме поступательного
движения по шву, электрод должен совершать быстрые попе речные колебательные движения.
1 Обмотка Лоскутова устраивается поверх обмотки обычных свароч ных трансформаторов и состоит из нескольких витков шины; эта обмотка дает ток в 2000—3000 а при напряжении в 4—6 в.
41