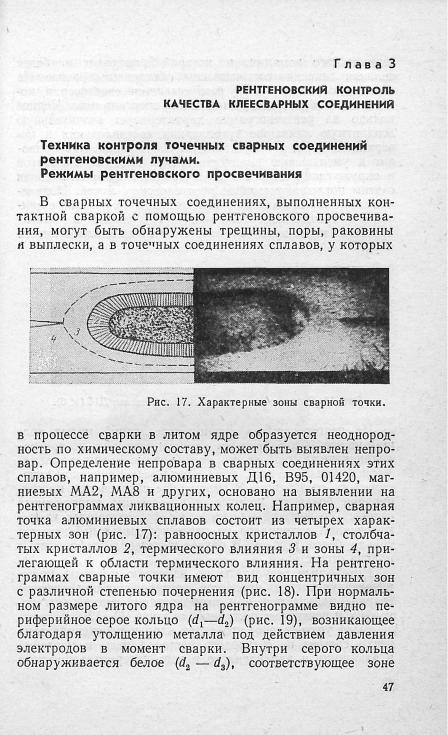
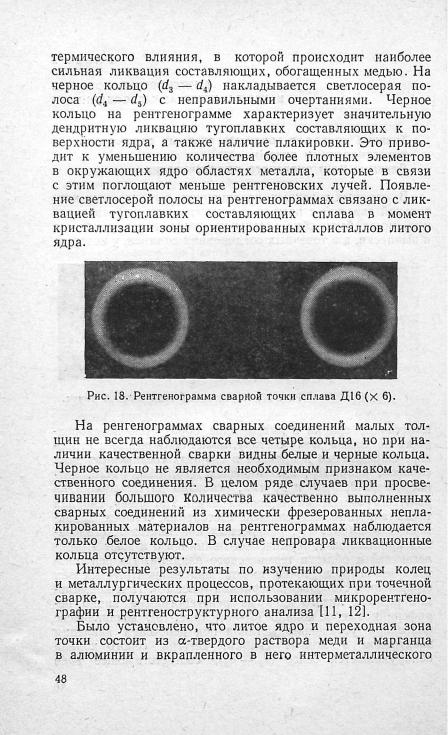
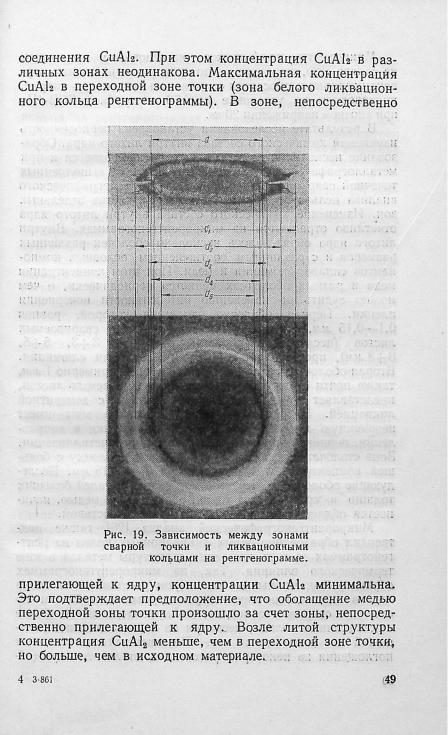
книги из ГПНТБ / Фельдман Л.С. Неразрушающий контроль качества клеесварных соединений
.pdfизмерено амперметром сварочного тока АСТ-2 [69]. При бор работает по схеме замещения: в моменты пауз (при отсутствии тока) на гальванометр подается питание от стабильного источника постоянного тока — сухого эле мента; в момент измерения (при протекании тока во вто ричном контуре) ток сухого элемента замещается равным по величине током с тороида.
Прибор имеет два диапазона измеряемых токов. Погреш ность измерения 5%, минимальная длительность измеряе мых токов 0,04 сек.
Для измерения действующего значения тока однофаз ных сварочных машин может быть также применен электрон
|
|
|
|
|
|
ный прибор АСД-1 [691. В от |
|||||||
|
|
|
|
|
|
личие |
от прибора АСТ-2 |
им |
|||||
|
|
|
|
|
|
могут |
быть |
измерены |
оди |
||||
|
|
|
|
|
|
ночные импульсы сварочного |
|||||||
|
|
|
|
|
|
тока |
величиной 2,5—40,0 ка |
||||||
|
|
|
|
|
|
и |
длительностью от |
0,01 |
сек |
||||
|
|
|
|
|
|
и |
более. |
|
|
|
|||
|
|
|
|
|
|
|
Прибор АСД-1 представ |
||||||
|
|
|
|
|
|
ляет |
собой электронную |
мо |
|||||
Рис. 16. |
Принципиальная |
схе |
делирующую установку (рис. |
||||||||||
16), вычисляющую действую |
|||||||||||||
ма прибора АСД-1 для изме |
|||||||||||||
щее |
значение |
тока |
в каж |
||||||||||
рения |
сварочного |
тока |
одно |
||||||||||
фазных |
машин: |
|
|
|
дом |
полупериоде. |
Модель |
||||||
/ — торонд; 2, |
6 — усилители; |
3 — |
«запоминает» |
величину |
тока |
||||||||
диодный |
квадратор; |
4, |
9 — реле; |
в |
|
наибольшем |
полупе |
||||||
5 — стрелочный |
прибор; |
7 — диод; |
|
||||||||||
8 — запоминающее устройство. |
|
риоде, |
которому и |
соответ |
|||||||||
|
|
|
|
|
|
ствуют |
показания |
прибора. |
|||||
В качестве датчика |
в приборе |
используется тороидальная |
|||||||||||
катушка, надеваемая на токоведущую часть сварочного контура машины. Э. д. с. датчика интегрируется с помощью интегрирующего усилителя 2. Сигнал усилителя поступает на вход диодного квадратора. Выходной ток квадратора, пропорциональный квадрату мгновенного значения сва рочного тока, поступает на вход интегрирующего усилителя 6. Амплитуда выходного напряжения усилителя 6 пропор циональна квадрату действующего значения сварочного тока.
«Запоминание» максимального значения тока осуще ствляется емкостью, заряжаемой через диод. Для измере ния потенциала заряженной емкости также используется
40
усилитель 2. Емкость к усилителю подключается с помо щью реле Р. Отсчет показаний амперметра производится непосредственно в килоамперах по шкале магнитоэлектри ческого прибора, включенного на выход усилителя 2. Шкала прибора выполнена по квадратичному закону. При бором можно измерять ток как по «положительным», так и по «отрицательным» полупериодам сварочного тока.
Наибольшие трудности возникают при измерении сва рочного тока в трехфазных низкочастотных и конденса торных машинах (МТИП, МТПТ, МТК, МШШИ, МШШТ). Приборы, предназначенные для измерения тока однофаз ных машин, для этой цели непригодны, так как интегри рующие устройства их схем не рассчитаны на интегриро вание импульсов напряжения одной полярности длитель ностью более 0,01 сек, как это имеет место в трехфазных сварочных машинах. Для низкочастотных и конденсатор ных машин принято измерять не действующее значение тока, а его амплитуду.
Для измерения амплитудного значения тока на низко частотных и конденсаторных сварочных машинах приме
няется прибор АСА-1 [69]. |
Он имеет четыре диапазона |
и измеряет токи от 10 до |
200 ка длительностью от 0,004 |
до 0,5 сек. Прибор комплектуется двумя трансформато
рами тока — тороидами, |
один из |
которых |
предназначен |
|
для |
измерения тока на |
точечных |
машинах |
и помещается |
на |
электрододержателе, |
а другой |
—для измерения тока |
|
на роликовых машинах и устанавливается в плоскости, перпендикулярной к линии, соединяющей оси роликов.
Измеряя отдельно величину импульсов тока |
положитель |
|||||||
ной и отрицательной полярности, прибор |
АСА-1 позво |
|||||||
ляет контролировать идентичность импульсов тока. |
|
|||||||
Длительность |
импульса |
сварочного |
тока |
измеряется |
||||
магнитоэлектрическими |
и электронными |
|
осциллографами |
|||||
и специальными |
приборами. При использовании |
осцилло |
||||||
графов применяется |
какой-либо датчик |
тока |
(шунт, дат |
|||||
чик Холла и т. п. ), подключаемый к вибратору |
магнито |
|||||||
электрического или |
к |
входу |
электронного |
осциллографа. |
||||
В связи с тем, что импульсы тока имеют малую длительность, их трудно наблюдать на экране обычного электронного осциллографа. Поэтому для наблюдения импульсов тока применяются электронные осциллографы с трубками, име ющими длительное послесвечение, что позволяет фикси ровать даже одиночные импульсы тока при точечной сварке.
41
Наиболее удобным для этой цели является электронный низкочастотный осциллограф ЭНО-1.
Для измерения длительности импульса тока осцилло графами необходимо иметь масштаб времени. В случае применения магнитоэлектрического осциллографа это выполняется путем одновременной записи двух кривых: импульса тока и напряжения переменного тока известной частоты. В осциллографе МПО-2 для этой цели служит специальный отметчик времени — вибратор, на который подается напряжение с частотой 500 гц. Подсчитывая ко личество периодов этого напряжения на протяжении им пульса сварочного тока, определяют его длительность (один период соответствует длительности 0,002 сек). Для изме рения длительности импульсов машин переменного тока
отметчик |
времени |
не обязателен, так как |
по числу |
перио |
дов тока |
(один период равен 0,02 сек), может быть |
подсчи |
||
тана длительность |
импульса. |
|
|
|
Для контроля |
длительности импульса |
сварочного тока, |
||
а также для измерения времени срабатывания реле и другой электроаппаратуры, применяемой для управления кон тактными сварочными машинами, применяется декатрон-
ный счетчик импульсов СИ-2 [69]. В нем применены |
спе |
|||
циальные счетные машины—декатроны, |
коэффициент |
пере |
||
счета которых равен |
десяти. Цена |
деления |
счетчика |
|
0,02 сек, максимально |
измеряемая длительность |
импульса |
||
1 сек. |
|
|
|
|
Для измерения усилия сжатия электродов сварочных машин применяют динамометры различных конструкций, которые помещают между электродами машины. Широко распространены гидравлические динамометры. Максималь ное усилие, которое может быть измерено гидравлическим динамометром, определяется его размером и предельным давлением манометра. При измерении больших усилий внутри гидродинамометра возникают очень большие дав ления жидкости (масла), в связи с чем могут иметь место нарушения герметичности и утечки масла. Кроме того, гидродинамометры имеют значительную температурную погрешность измерений при изменении окружающей тем пературы. От этих недостатков свободны пружинные дина мометры-скобы, в которых упругим элементом служит плоская пружина. Величина усилия сжатия электродов определяется деформацией пружины, которая измеряется индикатором часового типа. При измерениях величины
42
ковочного усилия во избежание порчи индикатора реко мендуется в момент приложения усилия отводить вверх ножку индикатора и опускать ее после нарастания ковоч ного усилия. Вставки, на которые давят электроды, можно располагать ближе и дальше от оси индикатора, при этом изменяется диапазон измеряемых усилий.
Технические данные различных типов динамометров приведены в табл. 10.
|
|
|
Таблица |
10 |
Технические данные динамометров для измерения |
|
|
||
усилий сжатия электродов |
|
|
|
|
Тип |
Пределы измерения |
Погрешность |
Вес, кг |
|
динамометра |
усилий, кГ |
± % |
||
ДПС-1 |
100—5000 |
2,5 |
2,2 |
|
ДПС-2 |
100—10 000 |
2,5 |
4,2 |
|
д п с - з |
10—100 |
2,5 |
0,4 |
|
Во многих случаях при наладке и периодическом |
конт |
|||
роле сварочных |
машин необходимо знать не только |
вели |
||
чину, но и характер изменения |
усилия сжатия электродов |
|||
в течение всего |
сварочного цикла. Регистрация или на |
|||
блюдение кривой усилия сжатия |
производится |
на магнито |
||
электрическом (МПО-2) и электронном (ЭНО-1) осцилло графах при использовании специальных датчиков усилия сжатия. В большинстве случаев такие датчики измеряют прогиб консолей (обычно нижних) сварочной машины. Деформация нижней консоли машины при неизменном вылете определяется величиной усилия сжатия электродов,
поэтому, регистрируя |
прогиб, получают |
приблизительно |
|||
(в некотором масштабе) кривую изменения |
усилия электро |
||||
дов. |
|
|
|
|
|
|
Усилие |
сжатия электродов можно также измерять |
|||
с |
помощью |
проволочных |
тензодатчиков, |
наклеиваемых |
|
на |
электрододержатель |
машины. Для устранения влияния |
|||
температуры |
одновременно |
наклеиваются |
компенсацион |
||
ные тензодатчики и измерения производят по мостовой схеме.
При выполнении клеесварных соединений может осу ществляться также контроль за формированием сварного ядра по дилатометрическому эффекту (изменение объема
43
металла при переходе его из твердого состояния в жидкое и наоборот), а также по отражению ультразвуковых коле баний от границы жидкая-твердая фаза. Подробно вопросы дилатометрического контроля изложены в гл. 6, вопросы ультразвукового контроля — в гл. 4.
Для получения высококачественного клеевого соеди нения необходимо выбрать оптимальную для конкретной конструкции клеевую композицию и технологию склеи вания.
В процессе склеивания контролируются наиболее важ ные технологические операции: подготовка клея, подго товка поверхностей склеиваемых металлов, пригонка склеиваемых деталей, режим подсушивания нанесенного клея (температура, время выдержки), режим отверждения клеевых соединений (температура, давление и продолжи тельность выдержки).
Пооперационный контроль и строгое соблюдение режи мов склеивания во многом предопределяют качество кле евых соединений.
Основное достоинство |
контроля в |
процессе сварки |
и склейки заключается в |
том, что брак |
предупреждается |
в момент выполнения соединений, а не выявляется в гото вой продукции. Этот вид контроля не требует затраты до полнительного времени на его проведение, что особенно
важно при высокопроизводительной |
контактной сварке |
в процессе изготовления клеесварных |
конструкций. |
Контроль готовых клеесварных конструкций
Самые совершенные способы контроля клеесварных соединений в процессе их выполнения не исключают необ ходимости хотя бы выборочного неразрушающего конт роля готовых соединений в изделиях ответственного на значения.
Для контроля сварной точки без разрушения предло жены следующие методы: рентгеновский, ультразвуковой, электроиндуктивный (вихревые токи), дилатометрический, тепловой.
Неразрушающие методы контроля прежде всего были опробованы для выявления наиболее опасного дефекта точечной сварки — непровара.
В табл. 11 перечислены методы контроля непровара.
44
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица |
11 |
|
Методы |
контроля |
непровара без |
разрушения |
соединения |
|
||||||||||||||
|
Метод определения |
|
Область |
применения |
|
|
Литературный |
||||||||||||
|
|
непровара |
|
|
|
|
|
|
источник |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
По внешнему |
виду |
точ |
Для |
общей |
предваритель |
[18] |
|
||||||||||||
ки: диаметру |
отпечатка, |
ной оценки |
|
процесса |
свар |
|
|
||||||||||||
глубине |
вмятины, разме |
ки при подборе режима ра |
|
|
|||||||||||||||
ру зоны |
цветов |
|
побежа |
боты |
(имеет |
ограниченное |
|
|
|||||||||||
лости или по совокуп-' |
применение |
|
лишь |
в некото |
|
|
|||||||||||||
ности этих признаков |
рых частных |
случаях) |
|
|
|
|
|||||||||||||
Путем |
отгибания |
кром |
Только |
для |
|
соединения |
из |
[22] |
|
||||||||||
ки |
соединения |
|
внахле |
мягких |
пластических метал |
|
|
||||||||||||
стку на 20—30° при по |
лов при |
небольшой |
толщи |
|
|
||||||||||||||
мощи |
клинообразного |
не элементов |
|
|
|
|
|
|
|
||||||||||
инструмента |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
По |
различному |
поглоще |
Для контроля |
сварных |
то |
[60] |
|
||||||||||||
нию |
рентгеновских |
|
лу |
чечных соединений, |
у |
кото |
|
|
|||||||||||
чей |
|
|
|
|
|
|
|
рых |
имеется |
неоднород |
|
|
|||||||
|
|
|
|
|
|
|
|
ность |
по химическому |
|
сос |
|
|
||||||
|
|
|
|
|
|
|
|
таву |
в различных |
|
сечениях |
|
|
||||||
|
|
|
|
|
|
|
|
ядра |
точки |
|
|
|
|
|
|
|
|
||
По |
различному |
погло |
Для |
контроля |
сварных |
то |
[35, 46] |
||||||||||||
щению |
рентгеновских |
чечных |
соединений, |
у |
ко |
|
|
||||||||||||
лучен |
специально |
|
вво |
торых отсутствует |
неодно |
|
|
||||||||||||
димыми |
контрастными |
родность |
по |
химическому |
|
|
|||||||||||||
материалами |
|
|
|
|
|
составу |
в |
различных |
сече |
|
|
||||||||
|
|
|
|
|
|
|
|
ниях |
ядра |
точки |
|
|
|
|
|
|
|||
По |
относительной |
вели |
Только |
в |
|
тех |
|
случаях, |
[59] |
|
|||||||||
чине |
электропроводно |
когда |
|
имеется |
существен |
|
|
||||||||||||
сти |
точечного |
|
соедине |
ное |
различие |
в |
электро |
|
|
||||||||||
ния |
|
|
|
|
|
|
|
проводности |
|
|
материалов |
|
|
||||||
|
|
|
|
|
|
|
|
литого |
ядра |
и свариваемого |
|
|
|||||||
|
|
|
|
|
|
|
|
деформированного |
металла |
|
|
||||||||
По |
отражению |
|
или |
по |
При контроле в процессе [46, 43, 56, |
||||||||||||||
глощению |
ультразвуко |
сварки (активный контроль), |
74] |
|
|||||||||||||||
вых колебаний |
|
|
|
|
а также готовой |
продукции |
|
|
|||||||||||
|
|
|
|
|
|
|
|
(пассивный |
|
контроль) |
|
|
|
|
|||||
По |
величине |
перемеще |
При |
|
контроле |
|
точечной |
[3, 47,. |
52]. |
||||||||||
ния |
электродов |
свароч |
сварки |
в |
процессе |
произ |
|
|
|||||||||||
ной |
машины за |
|
счет |
из |
водства |
|
|
|
|
|
|
|
|
|
|
||||
менения объема |
сварной |
|
|
|
|
|
|
|
|
|
|
|
|
||||||
точки |
при |
расплавлении |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
металла |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Продолжение |
табл. |
11 |
|
Метод |
определения |
|
Область применения |
Литературный |
||||
|
|
непровара |
|
|
источник |
||||
|
|
|
|
|
|
||||
По |
изменению |
магнит |
Для некоторых типов аус- |
[42] |
|||||
ных |
|
свойств |
металла |
тенитных |
нагартованных |
|
|
||
ядра |
точки |
|
|
сталей |
|
|
|
||
По |
величине некоторых |
При периодической провер |
[30] |
||||||
электрических |
парамет |
ке оборудования |
|
|
|||||
ров, |
контролируемых |
во |
|
|
|
|
|||
время |
процесса |
сварки |
|
|
|
|
|||
По |
температуре |
на кон |
Применяется |
в некоторых |
[16, |
38] |
|||
тактной |
поверхности |
случаях при |
сварке кон |
|
|
||||
между |
свариваемой |
де |
струкционных |
сталей |
|
|
|||
та лью |
и |
электродом |
|
|
|
|
|
||
По |
тепловому (инфра |
То же |
|
|
|
красному) |
излучению |
|
|
|
|
Путем |
периодической |
Имеет |
широкое распростра |
||
проверки |
процесса свар |
нение |
при контроле |
свар |
|
ки испытанием контроль |
ных конструкций из |
легких |
|||
ных |
образцов |
сплавов |
|
||
[19].
[26, 69]
Для контроля качества клеевых соединений без раз рушения предложены следующие методы: вакуумный, свободных колебаний, ультразвуковой (теневой, резонанс ный), импедансный, велосиметрический, рентгеновский с применением контрастных материалов, тепловой.
|
Каждый |
из перечисленных методов контроля сварных |
|
и |
клеевых |
соединений |
имеет свои достоинства, недостатки |
и |
область |
наиболее |
рационального применения. Пока |
не существует универсального неразрушающего метода контроля, который бы выявлял все дефекты клеесварных соединений. В каждом конкретном случае в зависимости от степени ответственности конструкций, применяемых
материалов, |
сочетаний свариваемых толщин выбирается |
тот или иной |
метод контроля. |