

книги из ГПНТБ / Шнееров, Я. А. Полуспокойная сталь
.pdfокисленных стенках усадочной раковины в слитке следу ет отнести к перераскисленной полуспокойной стали.
В связи с газопроницаемостью «моста» в слитках при повышенной степени раскисленности принятая техноло гия производства полуспокойной стали должна исклю чать возможность ее перераскисления.
Дендритная структура и неметаллические включения.
Исследования проведены на продольных осевых темпле-
тах 12-т слитков полуспокойной |
и спокойной сталей, со |
||||||
став |
которых приведен в табл. |
44. |
|
|
|
||
|
Т а б л и ц а |
44. Состав |
исследованных |
сталей |
|
||
Условный |
Среднее |
с о д е р ж а н и е |
элементов, |
% |
|||
номер |
Сталь |
|
Мп |
Si |
|
|
|
плавки |
С |
s |
|
||||
1 |
Полуспокой |
0,19 |
0,47 |
0,10 |
0,026 |
0,029 |
|
2 |
ная |
0,18 |
1,09 |
0,07 |
0,034 |
0,014 |
|
То же |
|||||||
3 |
Спокойная |
0,17 |
0,48 |
0,16 |
0,037 |
0,008 |
|
В слитках различаются следующие структурные зо ны: поверхностная (слоистая)—крупные столбчатые дендриты; крупные разноориентированные дендриты и слабо разветвленные (глобулярные) дендриты (рис. 53). Ширина указанных зон закономерно изменяется по высо те слитков. Поверхностная слоистая зона шириной 10— 50 мм имелась у дна и боковых граней по всей высоте слитков. Состояла она из чередующихся темных и свет лых полосок, обычно параллельных поверхности слитка. Ширина этой зоны уменьшается по мере продвижения от
дна к верху слитка. Около литника слоистой зоны нет; |
|||
крупные столбчатые |
дендриты |
растут непосредственно |
|
от |
поверхности. На |
некотором |
удалении от литника |
в |
донной части слитка слоистая |
зона появляется и в на |
|
правлении боковых граней резко увеличивается. Расстоя ние между слоями здесь относительно большое и поэто му хорошо видно, что в слоистой зоне росли столбчатые сильно разветвленные дендриты. Дальнейшие исследова ния показали, что слоистая зона и по боковым граням слитков представляет собой область мелких столбчатых дендритов. Зоны «замороженных кристаллов» в слитках не обнаружено.
155

30 |
70 110 150 |
WO 230 |
270 3!0 |
30 |
70 110 150 |
190 230 |
270 |
310 |
30 70 110-150 130 230 270 ЗШ |
|
|
|
Расстояние |
от поверхности |
слитка, мм |
||||
Рис. 57. |
Р а с п р е д е л е н и е |
оксидов |
в слитках |
полуспокойной |
и спокойной |
сталей |
(обозначения те же , что на рис. 55) |
||
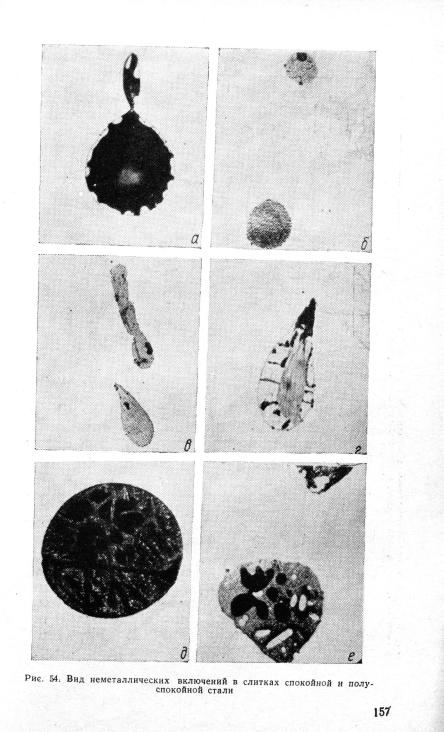
одинакова [244]. Во всех слитках при металлографиче ском исследовании наблюдались в основном включения двух типов: сульфиды и оксиды. Подавляющее большин ство сульфидов и оксидов имеют круглую и овальную форму (рис. 54, а, б, д, е). Встречаются зачастую сульфи ды вытянутой формы и в виде пленок (рис. 54, в, г). При рассмотрении под микроскопом сульфиды имеют цвет от
30 |
~~ |
т |
„ „„„ - „ |
койной и спокойной |
сталей |
70 |
ПО 150 190 2.30 270310 |
(обозначения те же , |
что на |
||
Расстояние |
от поверхности |
слитка, мм |
рис. 55) |
|
|
желтого (в основном FeS) до светло-серого (при высоком содержании MnS). В осевой зоне слитков зачастую на блюдались очень мелкие точечные сульфиды.
Большинство однофазных шаровидных оксидных включений (типа родонита MnO—S1O2) имеет темно-се рый цвет и прозрачны. Для исследованных слитков ха рактерно большое количество слоистых оксидных вклю чений. В полупрозрачной или непрозрачной оксидной матрице таких включений наблюдаются выделения (ча сто в виде дендритов) кристобалита (Si02 ), вюстита (FeO), файялита (FeO-Si02 ), а также включения суль фидов (MnS, FeS) (рис. 54, <Э, е).
11—343 |
161 |
Все круглые и овальные оксиды |
имеют серые |
суль |
||
фидные оболочки с неровной поверхностью |
раздела |
|||
(рис. 54, а, |
б). В связи с этим нередко трудно |
отличить |
||
сульфиды от оксидов. |
|
|
|
|
Подсчет количества неметаллических включений про |
||||
изводили при увеличении Х2Ю. Участки для |
подсчета |
|||
выбирали, |
начиная с 10 мм от поверхности |
и |
далее, |
|
вплоть до оси слитка через каждые |
20 мм. В |
каждом |
||
участке для 40 полей определяли число и размеры |
(диа |
|||
метр или приведенный диаметр) сульфидных и оксидных включений. По этим данным, вычисляли среднее число неметаллических включений на 1 мм2 и их объемный про цент. При проведении исследований были учтены все эн догенные включения размером более 3 мкм [244].
В поверхностном слое слитка наблюдается большое число (до 165 шт/мм2 ) очень мелких включений (диамет ром 1—2 мкм). Очевидно, это вызвано большой скоро стью кристаллизации стали в начальный период. С уда
лением от поверхности размер включений |
увеличивается, |
||||||||
а количество — значительно уменьшается |
(рис. 55—58). |
||||||||
Наиболее |
крупные оксидные |
включения |
(40—60 мкм |
||||||
и более) |
наблюдаются |
в |
осевой зоне |
нижней |
трети |
||||
слитка. |
|
|
|
|
|
|
|
|
|
Отношение |
количества |
сульфидной |
фазы |
к |
оксид |
||||
ной в головной |
части |
слитка |
значительно |
больше, чем |
|||||
в донной. |
|
|
|
|
|
|
|
|
|
На кривых распределения |
неметаллических |
включе |
|||||||
ний имеются, как правило, два максимума: в конце зоны столбчатых дендритов и в начале зоны мелких глобуляр ных дендритов. Другие максимумы на кривых для раз ных горизонтов (рис. 56, 58) соответствуют шнурам внеосевой неоднородности в слитке, где наблюдается осо бенно резкое увеличение количества сульфидов.
На рис. 55—58 отмечен особый характер изменения количества и объемного процента включений в донной части (98—100% от верха) по ширине всех слитков.
Приведенные на рис. 58 данные показывают, что объ емный процент оксидов в слитках полуспокойной стали, как и следовало ожидать, несколько выше, чем для спо койной стали. Однако общее содержание неметалличе ских включений в спокойной стали было даже выше, чем в полуспокойной. Очевидно, это вызвано более высоким содержанием серы в спокойной стали (0,037%) по срав нению с полуспокойной (0,026—0,034%)-
162
Для исследованных слитков полуспокойной и спокой ной стали характерна большая неоднородность содержа ния неметаллических включений.
Г л а в а 7
ФИЗИКО-МЕХАНИЧЕСКИЕ И СЛУЖЕБНЫЕ СВОЙСТВА УГЛЕРОДИСТОЙ ПОЛУСПОКОЙНОЙ СТАЛИ
Химическая неоднородность, макро- и микроструктура проката
Слитки полуспокойной стали обычно нагревают по ре жиму, установленному для спокойной стали. Вредное влияние пережога, перегрева и преждевременной выда чи слитков под прокатку при наличии в них подкорковых пузырей особенно сказывается на качестве проката из по луспокойной стали.
Прокатку слитков полуспокойной стали на обжимных станах обычно производят головой вперед, как это вооб ще принято для уширенных книзу слитков. Особенностью прокатки слитков на блюмингах следует считать необхо димость их кантовки при первых проходах, так как одно сторонние обжатия могут привести к разрывам металла на необжимаемых гранях вследствие образования де фектов от вскрывшихся подкорковых пузырей. С учетом этого прокатку прямоугольных слитков на блюмингах следует начинать с ребровых проходов.
Заваривание усадочной раковины происходит, как правило, уже в промежуточном профиле. Удовлетвори тельное качество макроструктуры заготовок и слябов из полуспокойной стали, как показала практика отечествен
ных заводов, обеспечивается |
при |
величине |
головной |
и донной обрези в пределах |
2—5 |
и 2,5—5,0% |
соответ |
ственно (в зависимости от массы и конфигурации слит ка, а также вида проката и условий производства). Ана логичные данные по величине суммарной обрези (5,5— 10%) приводятся по заводам США [245].
Опыт производства полуспокойной стали на заводе им. Петровского и КМК показал, что возможно получе ние крупных фасонных профилей и промышленных рель сов из нее без промежуточной зачистки заготовок путем
прокатки горячего раската слитка после блюминга |
на |
11* |
163 |
Т а б л и ц а |
45. Максимальная |
степень |
положительной |
|
|||||||
и отрицательной |
сегрегации |
углерода и серы в готовом |
прокате |
||||||||
|
|
|
|
|
|
|
|
Степень сегрегации, /0 |
|||
Марка |
стали |
|
Профиль, |
размеры |
|
углерода |
|
серы |
|||
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
( + ) |
( - ) |
( + ) |
( - ) |
|
Ст.Зсп |
Уголок |
с |
толщиной |
пол |
8 |
8 |
10 |
9 |
|||
|
ки 8 мм |
|
|
|
|
10 |
15 |
20 |
11 |
||
Ст.Зпс |
То же |
|
|
|
|
||||||
Ст.Зсп |
Уголок |
с |
толщиной |
пол |
10 |
16 |
7 |
15 |
|||
|
ки |
16 мм |
|
|
|
12 |
21 |
33 |
38 |
||
Ст.Зпс |
То же |
|
|
|
|
||||||
Ст.Зкп |
(заку |
» |
» |
|
|
|
|
15 |
30 |
30 |
38 |
поренная) |
|
|
|
|
|
|
|
28 |
38 |
|
|
Ст.Зкп |
|
» |
» |
|
|
|
|
22 |
33 |
||
Ст.Зсп |
Лист толщиной 12 мм |
5 |
10 |
16 |
16 |
||||||
Ст.Зпс |
То же |
|
|
|
|
10 |
16 |
8 |
12 |
||
Ст.Зкп |
(закупо |
» |
» |
|
|
|
|
30 |
17 |
41 |
22 |
ренная) |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
Ст.Зкп |
|
» |
» |
|
|
|
|
40 |
27 |
66 |
32 |
Ст.5сп |
Уголок с толщиной полки |
6 |
21 |
7 |
7 |
||||||
Ст.бпс |
до 8 мм |
|
|
|
|
6 |
6 |
20 |
20 |
||
То же |
|
|
|
|
|||||||
Ст.5сп |
Арматура |
диаметром до |
24 |
11 |
25 |
25 |
|||||
Ст.5пс |
25 мм |
|
|
|
|
28 |
14 |
34 |
|
||
То же |
|
|
|
|
33 |
||||||
Ст.бсп |
Арматура |
|
диаметром |
6 |
9 |
11 |
5 |
||||
Ст.5пс |
28—32 мм |
|
|
|
14 |
|
|
|
|||
То же |
|
|
|
|
9 |
27 |
16 |
||||
рельсобалочных станах. Прокатка слитков на листопро катных станах по прямой схеме без зачистки поверхно сти промежуточного проката нецелесообразна, так как не обеспечивает получения товарного вида продукции.
Технология нагрева и прокатки заготовок (слябов) из полуспокойной стали на отечественных предприятиях та кая же, как для других видов углеродистых сталей. Ве личина обрези раскатов заготовок (слябов) и расходный коэффициент металла на листопрокатных, рельсобалоч ных, сортопрокатных и других станах для полуспокойной и спокойной стали примерно одинаковы [10, 11].
Максимальное содержание ликвирующих элементов в слитке полуспокойной стали наблюдается на расстоя нии 15—30% от верхнего торца на границе нижней части закрытой усадочной раковины и в подусадочной области. Металл «моста» над усадочной раковиной мало загряз нен ликвирующими примесями. В слитке спокойной ста-
164