

Инженерная графика 2012
.pdf3.3. Соединение деталей винтом
Винт – стандартное изделие цилиндрической формы, с резьбой на одном конце и головкой различной формы на другом (рис. 14).
Конструкцию и размеры винтов с цилиндрической и полукруглой головкой определяют ГОСТ 1491-80 и ГОСТ 17437-80. Винт, как и шпилька, ввинчивается в резьбовое отверстие базовой детали, прижимая к ней другую деталь, имеющую отверстие без резьбы, головкой винта.
Рис. 14. Конструктивное изображение соединения деталей винтом с цилиндрической головкой
Длина ввинчиваемого конца винта LВВ зависит от материала базовой детали и может быть равна:
LВВ = d – для стали, бронзы; L = 1,25d – для чугуна; LВВ = 2d – для легких сплавов (алюминий).
Расчетная длина винта определяется по формуле:
L = Ф + LВВ,
где Ф – толщина присоединяемой детали (см. табл. 3); LВВ длина ввинчиваемого конца.
Определив расчетную длину винта, подбирают по ГОСТу ближайшее стандартное значение длины винта Lст (см. прил. 3 и 4). Конструктивное изображение винтового соединения представлено на рис. 14.
При вычерчивании упрощенного изображения соединения деталей винтом (рис. 18), кроме упрощений перечисленных на с. 24 и 30, на виде, перпендикулярном оси винта, шлиц показывают сплошной основной линией толщиной 2S под углом 45° к оси.
3.4. Условные изображения соединений стандартными крепежными деталями
На сборочных чертежах могут использоваться условные изображения крепежных деталей в соединениях. Условные изображения соединений вычерчивают с учетом требований ГОСТ 2.315-68.
31

Крепежные детали, у которых диаметры стержней равны или менее 2 мм, |
||||
изображают на чертежах условно. Размер изображения должен давать полное |
||||
представление о характере соединения. Условные изображения соединений |
||||
стандартными резьбовыми деталями приведены в табл. 7. |
|
|||
|
|
|
|
Таблица 7 |
Условные изображения соединений стандартными крепежными деталями |
||||
Изображения |
|
|
Соединения |
|
|
болтовое |
шпилечное |
винтовое |
винт с потайной |
|
|
|
|
головкой |
1 |
2 |
3 |
4 |
5 |
Виды |
|
|
|
|
Сечения |
|
|
|
|
3.5. Резьбовое соединение труб
Резьбовые соединения водогазопроводных стальных труб в системах отопления, водоснабжения, газоснабжения и других санитарно-технических системах осуществляются специальными деталями, которые называются фитингами (рис. 15).
К фитингам относятся муфты прямые, муфты переходные, угольники, тройники и т. д. Для резьбовых соединений стальных водогазопроводных труб применяется цилиндрическая или коническая трубная резьба, которая обеспечивает необходимую плотность и герметичность соединения. Основным параметром труб и соединительных изделий является условный проход трубы Dу, который практически равен внутреннему диаметру трубы в миллиметрах.
Резьбовое соединение двух труб (прил. 10) одинакового диаметра выполняется с помощью муфты прямой (прил. 8), контргайки (прил. 6) и сгонной части трубы (прил. 9) (рис. 15). На сгон свинчивают (сгоняют) контргайку и муфту, эта часть резьбы сгона изображается полностью.
32

Длина ввинчиваемых в муфту конца трубы и сгона должна быть одинаковой. При выполнении разреза трубного соединения плоскостью, проходящей через ось трубы, резьбу на наружной поверхности трубы изображают закрывающей внутреннюю резьбу на фитингах. Конструктивные размеры деталей, входящих в трубное соединение, определяют по стандартам в зависимости от условного прохода трубы Dу величина которого задана в индивидуальном задании табл. 3. В условное обозначение соединительных частей трубопроводов входит наименование детали, знак покрытия, условный проход, номер стандарта.
Сгон 15 ГОСТ 8969-75; Контргайка 15 ГОСТ 8968-75 Муфта 15 ГОСТ 8966-75; Труба 15 × 2,8 ГОСТ 3262-75
Рис. 15. Трубное соединение
Объем задания
1.Расчетно-пояснительная записка составляется на листах писчей бумаги формата А4, для первого листа основная надпись по форме 2 (см. рис. 2 б), для последующих листов по форме 2а (см. рис. 2 в). Пояснительная записка должна содержать расчет стяжной длины болта, шпильки и винта (рис. 16 и 17).
2.Чертеж на листе формата А2 (рис. 18), основная надпись по форме 1 (рис. 2 а). Чертеж должен содержать:
конструктивное и упрощенное изображения соединения деталей болтом, условное обозначение всех элементов, входящих в соединение;
конструктивное и упрощенное изображения соединения деталей шпилькой, условное обозначение всех элементов входящих в соединение;
конструктивное и упрощенное изображения соединения деталей винтом, условное обозначение всех элементов, входящих в соединение;
изображение соединения двух труб одинакового диаметра, условное обозначение всех элементов, входящих в соединение.
33

1.Соединение болтовое
1.1.Длину болта определяем по формуле:
L = Ф1 + Ф2 + S + m + a + c,
где Ф1 и Ф2 – толщина соединяемых деталей; S – толщина шайбы;
m – высота гайки; a – запас резьбы;
c – величина фаски; d – диаметр болта. a + с = 0,3d
L = 20 + 20 + 3 + 13 + 0,3 × 16 = 60,8 мм
Принимаем по ГОСТ 7798-70 стандартную длину болта 60 мм.
1.1.Болт М16 × 60.58 ГОСТ 7798-70
1.2.Гайка 2М16.5 ГОСТ 5915-70
1.3.Шайба 16.01 ГОСТ 11371-78
2.Соединение шпилечное
2.1.Длину шпильки определяем по формуле:
L = Ф + S + m + a + c,
где Ф – толщина присоединяемой детали; S – толщина шайбы;
m – высота гайки; a – запас резьбы;
d – диаметр шпильки a + с = 0,3d.
L = 14 + 2,5 + 11 + 0,3×14 = 31,7 мм
Рис. 16. Пример оформления расчетно-пояснительной записки. Тема 3101. Лист 1
34

Принимаем по ГОСТ 22032-76 стандартную длину шпильки Lcт = 30 мм
Шпилька М14×1,5×30.58 ГОСТ 22032-76 2.2. Гайка 2М14×1,5.5 ГОСТ 5915-70 2.3. Шайба 14.01 ГОСТ 11371-76
3.Соединение винтовое
3.1.Длину винта определяем по формуле:
L = Ф + 1,5d
где Ф – толщина присоединяемой детали; d – диаметр винта;
L = 12 + 1,5×12 = 30 мм
Данное значение соответствует стандартному по ГОСТ
1491-80
Винт В.М12 × 30.58 ГОСТ 1491-80
Рис. 17. Тема 3101. Второй лист пояснительной записки
35
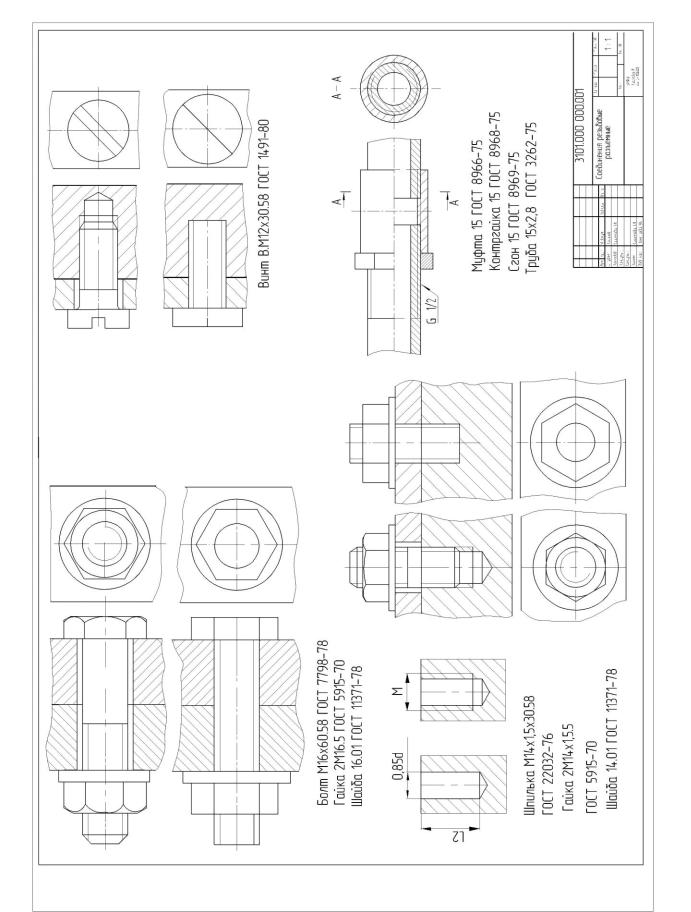
Рис. 18. Пример выполнения задания по теме 3101. Соединения разъемные резьбовые
36

4. СОЕДИНЕНИЯ НЕРАЗЪЕМНЫЕ. СВАРНЫЕ СОЕДИНЕНИЯ. Тема 3102
Цель задания – ознакомление с процессом сварки, усвоение общих правил условного изображения и обозначения сварных соединений, ознакомление с особенностями оформления чертежа сварного изделия. Правила изображения сварных соединений изложены в ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений», в ГОСТ 2.313-82 «Условные изображения и обозначения неразъемных соединений».
Указания по выполнению задания
Сварка – процесс получения неразъемного соединения деталей путем установления межатомных связей между свариваемыми частями. Достигается общим или местным нагревом этих частей, или их пластическим деформированием, или совместным действием того и другого.
Условное обозначение швов сварных соединений
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на рис. 19.
Рис. 19. Структура условного обозначения стандартного сварного шва
Цифрами обозначены:
1.Обозначение стандарта на типы и конструктивные элементы швов сварных соединений. Например: ГОСТ 14771-76.
2.Буквенно–цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений.
Например: Т3 (прил. 11, 12 и 13).
3.Условное обозначение способа сварки по стандарту. Например: ПИП.
4.Знак катета шва и размер катета в миллиметрах. Например:  5.
5.
5.Характеристика шва по протяженности:
для прерывистого шва – размер длины проваренного участка, знак «/» или «Z» и размер шага. Например: 20/40 или 20Z60;
для одиночной сварной точки – размер расчетного диаметра точки;
37

для шва контактной точечной сварки или электрозаклепочного – размер расчетного диаметра точки или электрозаклепки; знак «/» или «Z» и размер шага;
для шва контактной шовной сварки – размер расчетной ширины шва;
для прерывистого шва контактной шовной сварки – размер расчетной ширины шва, знак умножения «х», размер длины провариваемого участка, знак «/» и размер шага.
6.Вспомогательные знаки характеристики сварных швов.
Вспомогательные знаки, приведенные в табл. 1, при простановке, выполняют
сплошными тонкими линиями. Высота их должна равняться высоте цифр, входящих в обозначение шва.
7. Количество одинаковых швов и их номер
Нанесение условного обозначения швов сварных соединений
Условное обозначение сварного шва наносят, используя изображение шва
(рис. 20):
•на виде с лицевой стороны шва, то есть со стороны проварки. Такой сварной шов называют видимым (рис. 20 а);
•на виде с оборотной стороны шва. Такой сварной шов называют невидимым (рис. 20 б);
•на профильном изображении свариваемых деталей;
•на изображении разреза (сечения) свариваемых деталей.
Если односторонняя стрелка указывает на лицевую сторону шва, то вся запись условного обозначения шва располагается над полкой-выноской (рис. 24 а). Если стрелка указывает на оборотную сторону шва – запись условного обозначения располагается под полкой-выноской (рис. 24 б).
а |
б |
|
|
Рис. 20. Нанесение условного обозначения шва с лицевой и оборотной стороны
При наличии одинаковых швов полным условным обозначением указывают только один из них и над линией-выноской этого шва проставляют количество и порядковый номер этой группы одинаковых швов (например
38

6N1). Для всех остальных швов этой группы обозначение упрощается до указания только порядкового номера над полкой (рис. 21). На одном чертеже может быть несколько групп одинаковых швов. Каждой группе присваивается свой порядковый номер начиная с «1».
Сварные швы считаются одинаковыми:
•если одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
•к ним предъявляются одни и те же технические требования.
Рис. 21. Упрощенное обозначение одинаковых сварных швов
39

Примеры условных обозначений различных типов сварных швов
а |
|
б |
|
|
|
в
Рис. 22. Примеры обозначения стыкового сварного шва:
а – монтажный со скосом двух кромок на одной из свариваемых деталей, усиление шва снято с лицевой стороны шва с шероховатостью поверхности Ra6.3, сварка ручная дуговая;
б – по замкнутому контуру, без подготовки кромок, сварка ручная дуговая;
в– по замкнутому контуру, с отбортовкой двух кромок, сварка в среде инертных газов неплавящимся электродом с присадочным материалом
а
б
Рис. 23. Примеры обозначения углового сварного шва:
а – монтажный шов без подготовки кромок свариваемых деталей, катет шва 5 мм, наплывы и неровности шва обработаны с шероховатостью Ra12,5 с плавным переходом к основному металлу, сварка ручная дуговая;
б– с односторонним скосом кромки одной из свариваемых деталей, сварка в среде инертных газов неплавящимся электродом с присадочным металлом
40