

Конструктивные элементы, таблицы
.pdf1.5.2 Коническая дюймовая резьба с углом профиля 600
Коническая дюймовая резьба применяется в соединениях топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Профиль и размеры конической дюймовой резьбы приведены в ГОСТ 6111 – 52. Конусность 1:16. Профиль – равносторонний треугольник со срезанной вершиной. Наружный диаметр d в среднем (приблизительно) сечении по длине резьбы на трубе (в основной плоскости) условно равен наружному диаметру трубной цилиндрической резьбы того же размера (см. таблицу П 6). Число ниток (n) на длине одного дюйма в зависимости от диаметра конической дюймовой резьбы приведены в таблице 2.
Таблица 2 - Резьба коническая дюймовая
Наружный |
1/8 |
1/4 |
3/8 |
1/2 |
5/8 |
1 |
11/4 |
11/2 |
2 |
диаметр, |
|||||||||
d, дюйм |
|
|
|
|
|
|
|
|
|
Число ни- |
27 |
18 |
18 |
14 |
14 |
111/2 |
111/2 |
111/2 |
111/2 |
ток, n |
|
|
|
|
|
|
|
|
|
Условное обозначение конической дюймовой резьбы с углом профиля 600, наружный диаметр которой в основной плоскости равняется 26,658 мм, т. е. почти соответствует диаметру цилиндрической трубной резьбы 3/4":
К 3/4" ГОСТ 6111 – 52.
Пример обозначения конической дюймовой резьбы приведен на рисунке 20.
Рисунок 20
1.6 Ходовые (кинематические) резьбы
Ходовые резьбы нарезаются на деталях, одна из которых перемещается относительно другой (ходовые винты, ходовые гайки). К ходо-
вым резьбам относятся трапецеидальная, упорная и прямоугольная
(нестандартная) резьбы.
21

1.6.1 Трапецеидальная резьба
Трапецеидальная резьба имеет профиль правильной равносторонней трапеции. Угол профиля 300. Для каждого диаметра ГОСТ 24738 – 81 (см. таблицу П 8) устанавливает два или три шага, следовательно, в обозначении резьбы всегда указывается шаг резьбы. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное движение при значительных нагрузках. Резьба может быть одно- и многозаходной, а также правой и левой. В ГОСТ 24738 – 81 приведены размеры номинальных диаметров (от 8 до 640 мм) и шагов (от 1,5 до 24 мм) трапецеидальной однозаходной резьбы.
Условное обозначение однозаходной трапецеидальной резьбы состоит из букв Tr, значения номинального диаметра d и шага резьбы P (рисунок 21).
Рисунок 21
В условное обозначение трапецеидальной многозаходной резьбы входят: буквы Tr, номинальный диаметр резьбы d, числовое значение хода t, в скобках буква Р с числовым значением шага, буквы LH для левой резьбы.
22

К полному условному обозначению трапецеидальной резьбы добавляется обозначения поля допуска среднего диаметра (цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение).
Например:
1) Tr 50 x 8 – 7е –трапецеидальная однозаходная наружная резь-
ба диаметром 50 мм с шагом 8 мм;
2) Tr 50 x 8 LH – 7е –резьба с теми же параметрами, левая;
3)Tr 50 x 8 – 7Н - резьба с теми же параметрами, внутренняя;
4)Tr 20 x 8 (P4) – 7e – трапецеидальная двухзаходная наружная
резьба с номинальным диаметром резьбы 20 мм, ходом 8 мм и шагом 4 мм;
5) Tr 20 x 8 (P4) – 7Н - резьба с теми же параметрами, внутрен-
няя.
1.6.2 Проточки трапецеидальной резьбы
Размеры проточек и фасок для наружной и внутренней однозаходной трапецеидальной резьбы представлены в таблице П 16. Изображения проточек даны на рисунке 22.
Основным параметром для выбора размеров проточки является шаг Р трапецеидальной резьбы. Изображение проточки выполняется с помощью выносного элемента на свободном поле чертежа.
Рисунок 22
Для многозаходной трапецеидальной резьбы ширина проточки принимается равной ширине проточки f однозаходной резьбы, шаг которой равен ходу многозаходной резьбы.
23

1.6.3 Упорная резьба
Упорная резьба применяется при больших односторонних усилиях, действующих в осевом направлении, например в тисках, домкратах, прессах.
Упорная резьба, стандартизированная ГОСТ 24737 – 81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 30, т. е. рабочая сторона профиля, а другая – под углом 30 0. Углы профиля показаны на рисунке 23. Резьба может работать как ходовая, так и крепежная
Профили, диаметры, шаги и основные размеры упорной резьбы устанавливает ГОСТ 10177 – 82. Стандартом предусмотрено для каждого диаметра (от 10 до 640 мм) от одного до четырех шагов (от 2 до 24 мм).
Размеры диаметров и шагов упорной резьбы представлены в таблице П 9.
Рисунок 23 Рисунок 24
Условное обозначение однозаходной упорной резьбы состоит из буквы S, номинального диаметра и шага резьбы, например,
S 80 х 10 (рисунок 24),
где S – условное обозначение типа резьбы; 80 – номинальный диаметр резьбы, мм; 10 – шаг резьбы, мм.
В условное обозначение многозаходной, упорной резьбы входят: буква S, номинальный диаметр d, значение хода t и в скобках буква Р и числовое значение шага, например,
S 50 х 20 (Р10) – двухзаходная резьба с шагом P = 10 мм и ходом t = 20 мм.
Обозначение наружной, левой, двухзаходной, упорной резьбы с
полем допуска: S 80 x 20 (P10) LH – 7h.
Размеры проточек упорной резьбы выбирают аналогично размерам проточек трапецеидальной резьбы.
24

1.6.4 Прямоугольная резьба
Прямоугольная резьба не стандартизована, так как наряду с преимуществом – более высоким коэффициентом полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в изготовлении. Применяется резьба при изготовлении винтовых домкратов и ходовых винтов.
При изображении прямоугольной резьбы вычерчивается выносной элемент, на котором наносят все размеры для изготовления: на-
ружный и внутренний диаметры резьбы; шаг резьбы; ширину выступа или впадины (рисунок 25).
Рисунок 25
Рисунок 26
Кроме размеров резьбы, на чертеже указывают дополнительные данные о числе заходов (для многозаходных резьб), о левом направлении резьбы и другие данные с добавлением слова «Резьба» (рисунок 26).
2 ОБОЗНАЧЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
На поверхности детали всегда есть различные по форме и размерам микронеровности, характеризующие шероховатость поверхностей.
Шероховатость поверхности – совокупность неровностей поверхности с относительно малыми шагами на базовой длине
(ГОСТ 25142 - 82).
25
Шероховатость поверхностей является одной из основных геометрических характеристик качества поверхностей деталей и оказывает существенное влияние на эксплуатационные показатели.
Шероховатость соприкасающихся деталей влияет на износ, трение и должна обеспечивать гарантированное сопряжение деталей и их прочность. Форма, размеры и расположение неровностей во многом определяют важнейшие эксплуатационные показатели, особенно надежность и долговечность.
Размеры микронеровностей на определённом участке заданной длины, замеряется с помощью специальных приборов (профилографы, профилометры), а в условиях учебного процесса с помощью эталонов путём сопоставления шероховатости обработанной поверхности детали с эталонами.
Параметры шероховатости можно задавать, пользуясь табли-
цей П 45, а также таблицей П 46. В последней даны примеры, по аналогии с которыми можно принимать решение по выбору параметров шероховатости поверхностей деталей.
ГОСТ 2789-73 учитывает свойства шероховатости поверхности независимо от способа её получения (литьё, прессование, прокатка, обрубка, обработка резанием и т. п.) и распространяется на все виды материалов, кроме тех, при обработке которых получаются ворсистые поверхности (древесина, войлок, фетр и т. п.).
2.1 Параметры шероховатости поверхностей
Шероховатость поверхности оценивается шестью параметрами: a) высотные параметры – Rа, Rz, Rmаx.
Rа - среднее арифметическое отклонение профиля поверхности –
среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины.
Rz - высота неровностей профиля по десяти точкам – сумма средних арифметических абсолютных значений высот пяти наибольших выступов профиля и пяти наибольших впадин профиля в пределах базовой длины.
Rmаx – максимальная высота неровностей профиля – расстоя-
ние между линией выступов профиля и линией впадин профиля в пределах базовой длины.
б) шаговые параметры – Sm, S:
Sm – среднее арифметическое значение шага неровностей про-
филя в пределах базовой длины;
S – средний шаг неровностей профиля по вершинам в пределах базовой длины.
26

в) tp - относительная опорная длина профиля, (где р – числовое значение уровня сечения профиля) – отношение опорной длины профиля к базовой длине.
При установлении требований к шероховатости поверхности рекомендуется применять параметр Ra и особенно его предпочтительные числовые значения. Предпочтительные значения расположены вблизи середины диапазона, определяющего данный параметр шероховатости. Параметр Ra более информативно, чем параметр Rz характеризует неровности профиля поверхности, так как определяется по достаточно большому числу точек. Предпочтительные значения параметра Ra по ГОСТ 2789-73 следует выбирать из ряда, мкм: 100; 50; 25; 12,5; 6,3; 3,2; 1,6; 0,8; 0,4; 0,2; 0,1; …
2.2 Знаки шероховатости
Установлено три условных знака для обозначения шероховатости поверхности на чертеже (ГОСТ 2. 309-73).
Знак  применяют для обозначения шероховатости поверхности,
применяют для обозначения шероховатости поверхности,
образованной с удалением слоя материала, например, сверлением, то-
чением, шлифованием, фрезерованием.
Знак  применяют для обозначения шероховатости поверхности,
применяют для обозначения шероховатости поверхности,
образованной без удаления слоя материала, например, литьем, ковкой,
штамповкой, прокаткой, волочением. Поверхности, не обрабатываемые по данному чертежу, обозначаются этим же знаком.
Знак  применяют в тех случаях, когда вид обработки поверхно-
применяют в тех случаях, когда вид обработки поверхно-
сти конструктором не устанавливается.
|
Размеры знака (рисунок 27) |
|||
|
должны |
быть примерно |
равны |
|
|
высоте h размерных чисел на |
|||
|
том же чертеже. |
H = (1,5…5)h. |
||
|
Толщина |
линий |
знака |
равна |
|
S/2, где S – толщина сплошной |
|||
|
толстой основной линии |
|
||
Рисунок 27 |
(S = 0,5…1,4 мм). |
|
|
|
Размеры знака, нанесенного на изображении чертежа и знака, заключенного в круглые скобки, расположенного в правом верхнем углу чертежа, одинаковы (толщина S/2). Остриё знака должно быть направлено на обрабатываемую поверхность. Знак для обозначения шероховатости должен касаться вершиной контура поверхности изделия или вынос-
27

ной линии, а высота его угла должна располагаться перпендикулярно к этим линиям.
2.3 Нанесение знаков шероховатости на чертежах
Знаки шероховатости поверхности допускается располагать (рисунок 28):
на линиях контура; на выносных линиях (по возможности ближе к размерной линии);
на полках линий-выносок; при недостатке места на размерных линиях или на их продолже-
нии, а также допускается разрывать выносную линию, если выносная линия пересекает знак.
Следует различать три случая простановки шероховатости поверхностей на чертежах.
Случай 1. Если шероховатость всех поверхностей детали оди-
накова, то знак, обозначающий шероховатость, помещают в правом верхнем углу чертежа (на расстоянии 5…10 мм от рамки чертежа) и на изображениях детали знаки не наносят (рисунок 29). Размеры и толщина линий знака вынесенного в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем в обозначениях, нанесённых на изображениях чертежа.
Рисунок 28 |
Рисунок 29 |
Случай 2. При указании одинаковой шероховатости для части поверхностей изделия в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости (рисунок 30) и условное обозначение  , т. е. знак в круглых скобках. Это означает, что все поверхно-
, т. е. знак в круглых скобках. Это означает, что все поверхно-
сти, на которых не нанесены знаки и параметры шероховатости, должны иметь шероховатость, указанную перед условным обозначе-
нием знака в круглых скобках  . Знак шероховатости, заключенный в круглые скобки означает, что на чертеже имеются поверхности, имею-
. Знак шероховатости, заключенный в круглые скобки означает, что на чертеже имеются поверхности, имею-
28
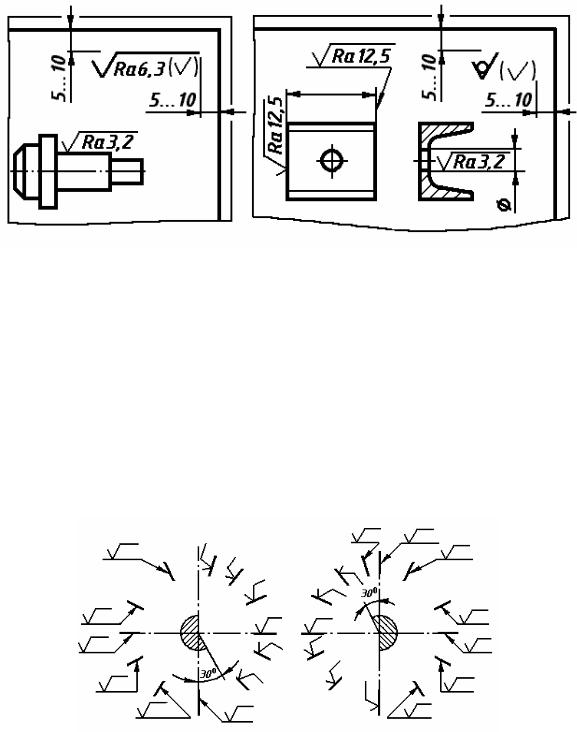
щие параметры шероховатости отличные от параметра шероховатости расположенного перед знаком в круглых скобках.
Рисунок 30 |
Рисунок 31 |
Случай 3. Если часть поверхностей детали необходимо сохра-
нить в состоянии поставки, то в правом верхнем углу чертежа перед
обозначением знака в круглых скобках  помещают знак
помещают знак  - без удаления слоя материала (рисунок 31). В этом случае на чертеже
- без удаления слоя материала (рисунок 31). В этом случае на чертеже
должны быть обозначены шероховатости всех поверхностей, которые обработаны резцом, фрезой, сверлом, шлифовальным кругом и т.
п.
Обозначения шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на рисунках 32 и 33.
Рисунок 32 |
Рисунок 33 |
Примечание. При расположении поверхности в заштрихованной зоне обозначение наносят только на полке линии-выноски.
Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество которых
29
указано на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений.
Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости (рисунок 34). Через заштрихованную зону линию границы между участками не проводят (рисунок 35).
Рисунок 34 |
Рисунок 35 |
Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности (рисунок
36).
Рисунок 36
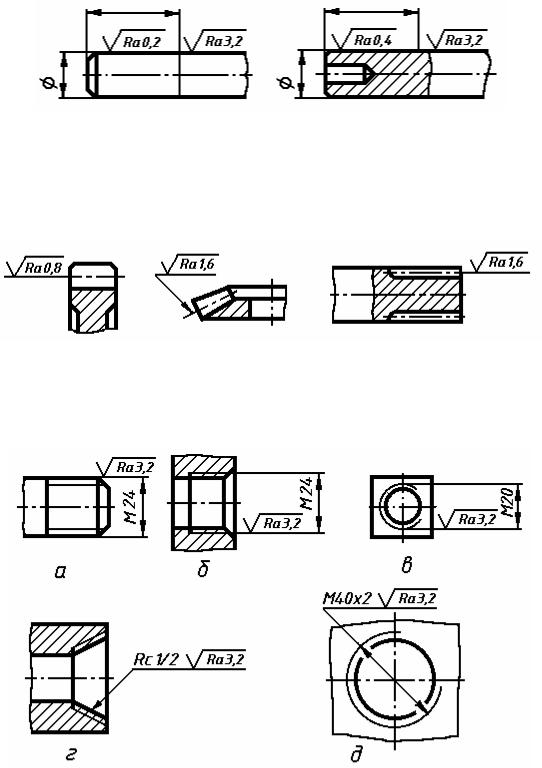
Обозначение шероховатости поверхности профиля резьбы наносят условно на выносной линии для указания размера резьбы (рисунок 37а,
б, в), на размерной линии или на её продолжении (рисунок 37г, д).
Рисунок 37
30