

Конструктивные элементы, таблицы
.pdfТаблица П 44 – Радиусы закруглений и фаски по ГОСТ 10948-64, мм
Радиусы и фаски (а, б, в), литых (г, д) и прессованных (е) деталей.
Размеры радиусов закруглений и фасок, мм
|
Ряд 1 |
Ряд 2 |
|
Ряд 1 |
|
Ряд 2 |
Ряд 1 |
|
Ряд 2 |
Ряд 1 |
|
Ряд 2 |
|||
0,10 |
- |
- |
|
0,80 |
6,0 |
|
- |
|
- |
|
50 |
|
|||
- |
|
0,12 |
1,0 |
|
- |
- |
|
8,0 |
|
63 |
|
- |
|
||
0,16 |
- |
- |
|
1,2 |
10 |
|
- |
|
- |
|
80 |
|
|||
- |
|
0,20 |
1,6 |
|
- |
- |
|
12 |
|
100 |
|
- |
|
||
0,25 |
- |
- |
|
2,0 |
16 |
|
- |
|
- |
|
125 |
|
|||
- |
|
0,30 |
2,5 |
|
- |
- |
|
20 |
|
160 |
|
- |
|
||
0,40 |
- |
- |
|
3,0 |
25 |
|
- |
|
- |
|
200 |
|
|||
- |
|
0,50 |
4,0 |
|
- |
- |
|
32 |
|
250 |
|
- |
|
||
0,60 |
- |
5,0 |
|
- |
40 |
|
- |
|
- |
|
- |
|
|||
|
|
|
|
Фаски цилиндрических деталей, мм |
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
d |
|
C x 450 |
|
d |
|
C x 450 |
||||||
|
До 10 |
|
|
|
0,5 |
Св. 100 до 150 |
|
4,0 |
|
|
|||||
|
Св. |
10 до 15 |
|
|
1,0 |
Св. 150 до200 |
|
5,0 |
|
|
|||||
|
Св. |
15 до 30 |
|
|
1,5 |
Св. 200 до 250 |
|
6,0 |
|
|
|||||
|
Св. |
30 до 45 |
|
|
2,0 |
Св. 250 до 350 |
|
8,0 |
|
|
|||||
|
Св. |
45 до 70 |
|
|
2,5 |
Св. 350 до 420 |
|
10 |
|
|
|
||||
|
Св. |
70 до 100 |
|
|
3,0 |
Св. 420 |
|
|
|
12 |
|
|
|
||
Примечания: 1. При выборе размеров радиусов и фасок ряд 1 следует предпочитать ряду 2
2. Стандарт не распространяется на размеры радиусов закруглений гнутых деталей, фасок на резьбах, радиусов проточек для выхода резьбообрабатывающего инструмента, фасок и радиусов закруглений шарико- и роликоподшипников.
131
Таблица П 45 – Параметры шероховатости поверхностей
Обрабатываемыеповерхности |
|
|
|
|
Параметры шероховатости |
|
|
|||||||||
|
|
50 |
25 |
12,5 |
6,3 3,2 |
1,6 0,8 0,4 |
0,2 |
0,1 0,05 |
0,025 |
0,012 |
||||||
|
|
Методы обработки |
|
|
|
|
|
Ra, мкм |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
|
Обтачивание |
Предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
Наружныецилинд |
|
Чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
рические |
Шлифование |
Предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
Тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Притирка |
Грубая |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Средняя |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкая |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Отделка абразивным полотном |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование-отделка (суперфиниширование) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Растачивание |
Предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
цилиндрические |
|
Чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Протягивание |
Тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сверление |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Зенкерование |
Черновое (по корке) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Развертывание |
Нормальное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Точное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Внутренние |
|
|
Тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование |
Предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
внутреннее |
Тонкая |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Калибрование шариком |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Притирка |
Грубая |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Средняя |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование-притирка |
Нормальное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(хонингование) |
Зеркальное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Строгание |
Предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Фрезерование |
Предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
Плоскости |
|
Чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
цилиндрическое |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Фрезерование |
Предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
торцевое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Точение |
Предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
торцевое |
Чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование |
Предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
плоское |
Чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
132

Таблица П 46 – Выбор параметров шероховатости поверхностей деталей
|
|
|
|
Предпоч- |
|
|
|
|
Параметры |
тительные |
|
Назначение поверхности |
шероховатости |
значения |
|||
|
|
|
поверхности |
параметра |
|
|
|
|
|
Rа, мкм |
|
Поверхности деталей, заготовки кото- |
|
|
|||
рых получены отливкой, |
ковкой, штам- |
|
- |
||
повкой и не подвергаемые дополнитель- |
|
||||
|
|
||||
ной обработке. |
|
|
|
||
Поверхности, не обрабатываемые по |
|
|
|||
данному чертежу, т. е. поверхности сорто- |
|
- |
|||
вого материала, сохраняемые в состоянии |
|
||||
поставки и не подвергаемые дополнитель- |
|
|
|||
ной обработке. |
|
|
|
||
Не сопрягающиеся обработанные по- |
Rа = 63; 40; 32; |
25; 12,5; |
|||
верхности. |
|
|
25; 20 10; 5 |
6,3 |
|
Обработанные сопрягающиеся поверх- |
Rа= 32; 25; 20; |
25; 12,5;6,3; |
|||
ности. |
|
|
10; 6,3; 4; 1,2 |
3,2; 1,6 |
|
Опорные поверхности под головки бол- |
Rа = 20; 16; 10; |
|
|||
тов и под гайки. Отверстия на проход. |
12,5; |
||||
Фаски, проточки, округления, торцы, про- |
8; 5 |
6,3 |
|||
рези, шлицы. |
|
|
|
|
|
Поверхности под ключ и под рукоятки. |
Rа =10; 8; 5 |
6,3 |
|||
Поверхности под уплотнительные кольца. |
|||||
Посадочные поверхности, не требую- |
Rа= 5; 4; 2,5 |
3,2 |
|||
щие точной центровки. |
|
|
|
||
Посадочные |
поверхности, требующие |
Rа= 2,5; 2; 1,6; |
1,6; |
||
точной центровки. Поверхности скольже- |
1,25; 1,2; 1; 0,8; |
0,8; |
|||
ния. Профиль зуба. |
|
0,63; 0,25 |
0,4 |
||
Посадочные поверхности под шарико- |
Rа= 1,2; 1; 0,8; |
0,8; |
|||
подшипники. |
Торцевые поверхности под |
0,63; 0,5; 0,4; 0,1 |
0,4; |
||
кольца шарикоподшипников. |
0,2 |
||||
|
|||||
Поверхности под притирку. |
Rа=0,6; 0,2; 0,25 |
0,4;0,2 |
|||
Рабочие поверхности под шпонки приз- |
Rа =40; 32; 25; |
25; 12,5; |
|||
матические и клиновые. Свободные по- |
20; 16; 10; 8; 4; |
||||
6,3; 3,2; 1,6 |
|||||
верхности (базовые). |
|
2; 1; 0,5; |
|
||
|
|
|
|
||
Нерабочие |
поверхности |
под шпонки |
Rа = 20; 16; 10 |
12,5 |
|
призматические и клиновые. |
|||||
|
|
||||
133
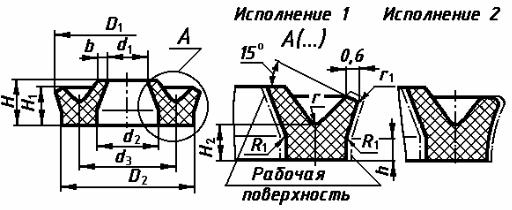
РЕЗИНОВЫЕ УПЛОТНИТЕЛЬНЫЕ МАНЖЕТЫ ДЛЯ ПНЕВМАТИЧЕСКИХ УСТРОЙСТВ (ГОСТ 6678 - 72)
Резиновые манжеты предназначены для уплотнения цилиндров и штоков пневматических устройств, работающих при давлении от 0,005 до 1,0 мпа
со скоростью возвратно-поступательного движения до 1 м/с и температуре от
– 65 до + 150 0 С.
Манжеты изготавливают двух типов: тип 1 – для уплотнения цилиндров; тип 2 – для уплотнения штоков.
Таблица П 47 –Размеры манжет (Тип 1) по ГОСТ 6678 - 72
Тип 1 – для уплотнения цилиндров (Размеры, мм)
Диаметр |
D1 |
D2 |
d 3 |
d 1 |
d 2 |
H |
H1 |
H2 |
h |
b |
r |
r1 |
цилиндра D |
||||||||||||
20 |
21 |
17,5 |
14 |
9,5 |
10,5 |
4 |
3,5 |
1,7 |
1,2 |
1 |
0,5 |
0,25 |
22 |
23 |
19,5 |
16 |
11,5 |
12,5 |
4 |
3,5 |
1,7 |
1,2 |
1 |
0,5 |
0,25 |
25 |
26 |
22 |
18 |
13 |
14 |
5 |
4,5 |
2 |
1,5 |
1,5 |
0,5 |
0,25 |
28 |
29 |
25 |
21 |
16 |
17 |
5 |
4,5 |
2 |
1,5 |
1,5 |
0,5 |
0,25 |
32 |
33 |
29 |
25 |
20 |
21 |
5 |
4,5 |
2 |
1,5 |
1,5 |
0,5 |
0,25 |
36 |
37 |
32 |
27,5 |
21 |
23 |
6 |
5,5 |
2,5 |
1,5 |
1,5 |
0,8 |
0,5 |
40 |
41 |
36 |
31,5 |
25 |
27 |
6 |
5,5 |
2.5 |
1,5 |
1,5 |
0,8 |
0,5 |
45 |
46 |
41 |
36,5 |
30 |
32 |
6 |
5,5 |
2,5 |
1,5 |
1,5 |
0,8 |
0,5 |
50 |
50 |
45 |
40 |
33 |
35 |
6,5 |
6 |
3 |
2 |
2 |
0,8 |
0,5 |
56 |
56 |
51 |
46 |
39 |
41 |
6,5 |
6 |
3 |
2 |
2 |
0,8 |
0,5 |
60 |
60 |
55 |
50 |
43 |
45 |
6,5 |
6 |
3 |
2 |
2 |
0,8 |
0,5 |
63 |
63 |
58 |
53 |
46 |
48 |
6,5 |
6 |
3 |
2 |
2 |
0,8 |
0,5 |
70 |
70 |
65 |
60 |
53 |
55 |
6,5 |
6 |
3 |
2 |
2 |
0,8 |
0,5 |
71 |
71 |
66 |
61 |
54 |
56 |
6,5 |
6 |
3 |
2 |
2 |
0,8 |
0,5 |
80 |
80 |
74 |
69 |
62 |
64 |
6,5 |
6 |
3 |
2 |
2 |
0,8 |
0,5 |
90 |
90 |
84 |
79 |
72 |
74 |
6,5 |
6 |
3 |
2 |
2 |
0,8 |
0,5 |
100 |
100 |
94 |
89 |
82 |
84 |
6,5 |
6 |
3 |
2 |
2 |
0,8 |
0,5 |
110 |
109 |
103 |
97 |
90 |
92 |
7 |
6 |
3 |
2,2 |
2 |
1 |
0,5 |
125 |
124 |
118 |
112,5 |
105 |
107 |
7 |
6 |
3 |
2,2 |
2 |
1 |
0,5 |
134

Пример обозначения манжеты типа 1 для цилиндра диаметром D = 25 мм из резины группы 3:
Манжета 1 – 025 – 3 ГОСТ 6678 – 72.
Таблица П 48 –Размеры манжет (Тип 2) по ГОСТ 6678 -72
Тип 2 – для уплотнения штоков (Размеры, мм)
Диаметр |
d 1 |
d 2 |
D1 |
D2 |
d 3 |
H |
H1 |
H2 |
h |
b |
r |
r1 |
штока d |
||||||||||||
12 |
11 |
14 |
23 |
21 |
17,5 |
5 |
4,5 |
2 |
1,2 |
1 |
0,5 |
0,25 |
14 |
13 |
16 |
25 |
23 |
19,5 |
5 |
4,5 |
2 |
1,2 |
1 |
0,5 |
0,25 |
16 |
15 |
18 |
29 |
27 |
22,5 |
6 |
5,5 |
2,5 |
1,5 |
1,5 |
0,8 |
0,25 |
18 |
17 |
20 |
31 |
29 |
24,5 |
6 |
5,5 |
2,5 |
1,5 |
1,5 |
0,8 |
0,25 |
20 |
19 |
22 |
33,5 |
31 |
26,5 |
6 |
5,5 |
2,5 |
1,5 |
1,5 |
0,8 |
0,25 |
22 |
21 |
24 |
35,5 |
33 |
28,5 |
6 |
5,5 |
2,5 |
1,5 |
1,5 |
0,8 |
0,25 |
25 |
24 |
27 |
38,5 |
36 |
31,5 |
6 |
5.5 |
2,5 |
1,5 |
1,5 |
0,8 |
0,25 |
28 |
27 |
30 |
41,5 |
39 |
34,5 |
6 |
5,5 |
2,5 |
1,5 |
1,5 |
0,8 |
0,25 |
32 |
31 |
34 |
45,5 |
43 |
38,5 |
6 |
5,5 |
2,5 |
1,5 |
1,5 |
0,8 |
0,25 |
36 |
34,5 |
38 |
49,5 |
47 |
42,5 |
6 |
5,5 |
2,5 |
1,5 |
1,5 |
0,8 |
0,25 |
40 |
38,5 |
42 |
53,5 |
51 |
46,5 |
6 |
5,5 |
2,5 |
1,5 |
1,5 |
0,8 |
0,25 |
45 |
43,5 |
48 |
60,5 |
58 |
53 |
7 |
6 |
3 |
2 |
1,75 |
0,8 |
0,5 |
50 |
48,5 |
53 |
65,5 |
63 |
58 |
7 |
6 |
3 |
2 |
1,75 |
0,8 |
0,5 |
56 |
54 |
59 |
71,5 |
69 |
64 |
7 |
6 |
3 |
2 |
1,75 |
0,8 |
0,5 |
60 |
58 |
63 |
75,5 |
73 |
68 |
7 |
6 |
3 |
2 |
1,75 |
0,8 |
0,5 |
63 |
61 |
66 |
78,5 |
76 |
71 |
7 |
6 |
3 |
2 |
1,75 |
0,8 |
0,5 |
70 |
68 |
73 |
85,5 |
83 |
78 |
7 |
6 |
3 |
2 |
1,75 |
0,8 |
0,5 |
71 |
69 |
74 |
86,5 |
84 |
79 |
7 |
6 |
3 |
2 |
1,75 |
0,8 |
0,5 |
80 |
78 |
83 |
95,5 |
93 |
88 |
7 |
6 |
3 |
2 |
1,75 |
0,8 |
0,5 |
135

Продолжение таблицы П 48
Диаметр |
d 1 |
d 2 |
D1 |
D2 |
d 3 |
H |
H1 |
H2 |
h |
b |
r |
r1 |
штока d |
||||||||||||
90 |
88 |
93 |
105,5 |
103 |
98 |
7 |
6 |
3 |
2 |
1,75 |
0,8 |
0,5 |
100 |
98 |
103 |
115,5 |
113 |
108 |
7 |
6 |
3 |
2 |
1,75 |
0,8 |
0,5 |
110 |
108 |
113 |
125,5 |
123 |
118 |
7 |
6 |
3 |
2 |
1,75 |
0,8 |
0,5 |
125 |
123 |
128 |
140,5 |
138 |
133 |
7 |
6 |
3 |
2 |
1,75 |
0,8 |
0,5 |
140 |
138 |
143 |
155,5 |
153 |
148 |
7 |
6 |
3 |
2 |
1,75 |
0,8 |
0,5 |
160 |
158 |
163 |
175,5 |
173 |
168 |
7 |
6 |
3 |
2 |
1,75 |
0,8 |
0,5 |
Пример обозначения манжеты типа 2 для штока диаметром d = 10 мм
из резины группы 1: Манжета 2 – 010 – 1 ГОСТ 6678 – 72.
Таблица П 49 – Канавки под манжеты типа 1 для уплотнения цилиндра (Размеры, мм)
Диаметр ци- |
d 5 |
d 4 |
d 6 |
H3 |
Диаметр ци- |
d 5 |
d 4 |
d 6 |
H3 |
линдра D |
линдра D |
||||||||
20 |
11,5 |
19,4 |
14,5 |
4,4 |
60 |
47 |
59,3 |
52,5 |
7,2 |
22 |
13,5 |
21,4 |
16,5 |
4,4 |
70 |
57 |
69,3 |
62,5 |
7,2 |
25 |
15 |
24,4 |
19,3 |
5,5 |
80 |
67 |
79,3 |
72,5 |
7,2 |
28 |
18 |
27,4 |
22,3 |
5,5 |
90 |
77 |
89,3 |
82,5 |
7,2 |
32 |
22 |
31,3 |
26,3 |
5,5 |
100 |
87 |
99,3 |
92,5 |
7,2 |
36 |
24 |
35,3 |
28,3 |
6,6 |
110 |
96 |
109 |
101,5 |
7,7 |
40 |
28 |
39,3 |
32,3 |
6,6 |
125 |
112 |
124 |
117,5 |
7,7 |
45 |
33 |
44,3 |
37,3 |
6,6 |
140 |
126 |
139 |
131,5 |
7,7 |
50 |
37 |
49,3 |
42,5 |
7,2 |
160 |
146 |
159 |
151,5 |
7,7 |
56 |
43 |
55,3 |
48,5 |
7,2 |
180 |
166 |
179 |
171,5 |
7,7 |
136

Таблица П 50 – Канавки под манжеты типа 2 для уплотнения штока (Размеры, мм)
Диаметр |
D3 |
d 7 |
d 6 |
H4 |
Диаметр |
D3 |
d 7 |
d 6 |
H4 |
штока d |
штока d |
||||||||
12 |
22 |
12,4 |
19, |
5,5 |
45 |
59 |
45,8 |
54 |
7,7 |
14 |
24 |
14,4 |
21 |
5,5 |
50 |
64 |
50,8 |
59 |
7,7 |
16 |
28 |
16,4 |
23,7 |
6,6 |
56 |
70 |
56,8 |
65 |
7,7 |
18 |
30 |
18,4 |
25,7 |
6,6 |
60 |
74 |
60,8 |
69 |
7,7 |
20 |
32 |
20,4 |
27,7 |
6,6 |
70 |
84 |
70,8 |
79 |
7,7 |
22 |
34 |
22,4 |
29,7 |
6,6 |
80 |
94 |
80,8 |
89 |
7,7 |
25 |
37 |
25,4 |
32,7 |
6,6 |
90 |
104 |
90,8 |
99 |
7,7 |
28 |
40 |
28,4 |
35,7 |
6,6 |
100 |
114 |
100,8 |
109 |
7,7 |
32 |
44 |
32,4 |
39 |
6,6 |
110 |
124 |
110,8 |
119 |
7,7 |
36 |
48 |
36,4 |
43 |
6,6 |
125 |
139 |
125,8 |
134 |
7,7 |
40 |
52 |
40,4 |
47 |
6,6 |
140 |
154 |
140,8 |
149 |
7,7 |
|
|
|
|
|
160 |
174 |
160,8 |
169 |
7,7 |
МАНЖЕТЫ УПЛОТНИТЕЛЬНЫЕ РЕЗИНОВЫЕ ДЛЯ ГИДРАВЛИЧЕСКИХ УСТРОЙСТВ (ГОСТ 14896 - 84)
Резиновые манжеты предназначены для уплотнения цилиндров и штоков гидравлических устройств, работающих при давлении от 0,1 до 50 мпа, со скоростью возвратно – поступательного движения до 0,5 м/с, при температуре от – 600 до + 2000 С, ходе до 10 м и частоте срабатывания до
0,5 Гц.
Манжеты в зависимости от конструкции изготавливают двух типов:
типа 1 и типа 3.
137

Таблица П 51 – Манжеты для уплотнения цилиндров диаметром D = 25…60 мм и штоков диаметром d = 15…50 мм по ГОСТ 14896 – 84 (Размеры, мм)
Обозначение типо- |
Диаметр уплотняемой детали |
d 1* |
d 2 |
||
размера манжет |
цилиндра, D |
штока, d |
|||
|
|
||||
25x15 |
25 |
(15) |
15,3 |
12 |
|
26x16 |
(26) |
16 |
16,3 |
13 |
|
28x18 |
(28) |
18 |
18,3 |
15 |
|
30x20 |
(30) |
20 |
20,3 |
17 |
|
32x22 |
32 |
22 |
22,3 |
19 |
|
35x25 |
(35) |
25 |
25,3 |
22 |
|
36x26 |
36 |
(26) |
26,3 |
23 |
|
37x27 |
(37) |
27 |
27,3 |
24 |
|
38x28 |
(38) |
28 |
28,3 |
25 |
|
40x30 |
40 |
(30) |
30,3 |
27 |
|
42x32 |
(42) |
32 |
32,3 |
29 |
|
45x35 |
45 |
(35) |
35,3 |
32 |
|
46x36 |
(46) |
36 |
36,3 |
33 |
|
50x40 |
50 |
40 |
40,3 |
37 |
|
55x45 |
(55) |
45 |
45,3 |
42 |
|
56x46 |
56 |
(46) |
46,3 |
43 |
|
60x50 |
(60) |
50 |
50,3 |
47 |
|
Пример обозначения манжеты типа 1 для уплотнения цилиндра диа-
метром D = 25 мм, штока диаметром d = 15 мм из резины группы 1:
Манжета 1 – 25 х 15 – 1 ГОСТ 14896 – 84.
138

Таблица П 52 – Манжеты для уплотнения цилиндров диаметром D = 63…90 мм и штоков диаметром d = 48…75 мм по ГОСТ 14896 – 84 (Размеры, мм)
Обозначение |
Диаметр уплотняемой |
|
|
||
типоразмера |
детали |
d 1* |
d 2 |
||
манжет |
цилиндра, |
штока, |
|||
|
|
||||
|
D |
d |
|
|
|
63 х 48 |
63 |
(48) |
48,5 |
45 |
|
70 х 55 |
70 |
(55) |
55,5 |
52 |
|
71 х 56 |
(71) |
56 |
56,5 |
53 |
|
78 х 63 |
(78) |
63 |
63,5 |
60 |
|
80 х 65 |
80 |
(65) |
65,5 |
62 |
|
85 х 70 |
(85) |
70 |
70,5 |
67 |
|
90 х 75 |
90 |
(75) |
75,5 |
72 |
|
Пример обозначения манжеты типа 1 для уплотнения цилиндра диа-
метром D = 63 мм, штока диаметром d = 48 мм из резины группы 1:
Манжета 1 – 63 х 48 – 1 ГОСТ 14896 – 84.
139
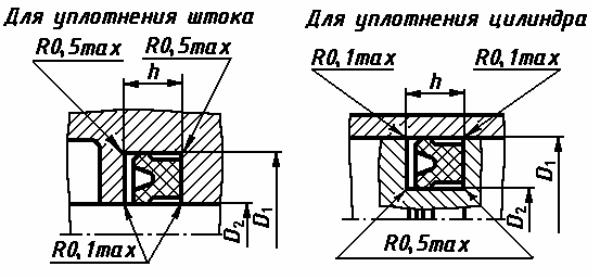
Таблица П 53 – Конструкция и размеры установки манжет типа 1 (Размеры, мм)
Типоразмер |
D1 |
D2 |
h |
Типоразмер |
D1 |
D2 |
h |
манжет |
манжет |
||||||
25 x 15 |
- |
15 |
8,5 |
80 x 65 |
- |
65 |
11 |
26 x 16 |
26 |
- |
8,5 |
85 x 70 |
85 |
- |
11 |
28 x 18 |
28 |
- |
8,5 |
90 x 75 |
- |
75 |
11 |
30 x 20 |
30 |
- |
8,5 |
100 x 80 |
100 |
80 |
12 |
32 x 22 |
32 |
22 |
8,5 |
110 x 90 |
110 |
90 |
12 |
35 x 25 |
35 |
- |
8,5 |
120 x 100 |
120 |
- |
12 |
36 x 26 |
- |
26 |
8,5 |
125 x 105 |
- |
105 |
12 |
37 x 27 |
37 |
- |
8,5 |
130 x 110 |
130 |
- |
12 |
38 x 28 |
38 |
- |
8,5 |
140 x 120 |
- |
120 |
12 |
40 x 30 |
- |
30 |
8,5 |
145 x 125 |
145 |
- |
12 |
42 x 32 |
42 |
- |
8,5 |
160 x 140 |
160 |
140 |
12 |
45 x 35 |
- |
35 |
8,5 |
180 x 160 |
180 |
160 |
12 |
46 x 36 |
46 |
- |
8,5 |
200 x 180 |
200 |
180 |
12 |
50 x 40 |
50 |
40 |
8,5 |
220 x 200 |
220 |
200 |
12 |
55 x 45 |
55 |
- |
8,5 |
240 x 220 |
240 |
- |
12 |
56 x 46 |
- |
46 |
8,5 |
250 x 230 |
- |
230 |
12 |
60 x 50 |
60 |
- |
8,5 |
270 x 250 |
270 |
- |
12 |
63 x 48 |
- |
48 |
11 |
280 x 260 |
- |
260 |
12 |
70 x 55 |
- |
55 |
11 |
300 x 280 |
300 |
- |
12 |
71 x 56 |
71 |
- |
11 |
320 x 300 |
- |
300 |
12 |
78 x 63 |
78 |
- |
11 |
340 x 320 |
340 |
- |
12 |
140