

Papka_Vz_dlya_bakalavrov_2014g / Папка Вз. Лекции / Лекция №11. Базы базирование
..rtf
Лкекция №11
БАЗЫ И БАЗИРОВАНИЕ
3.1.2 Базы и базирование.
При обработке (измерениях) поверхностей деталей (например, ступенчатого вала), любая из его поверхностей может быть выбрана в качестве базовой. Например, конструктор принял торцовую поверхность (в) в качестве конструкторской базы. Эту же поверхность технолог принял в качестве технологической базы, и эта же поверхность принята в качестве измерительной базы (выполнен принцип единства (совмещения) баз).
Базами (в машиностроении, приборостроении и д.р.) называют поверхности линии или точки (элементы детали), заготовок (деталей), используемые при базировании, по отношению к которым ориентируются другие детали изделия или другие поверхности данной заготовки при их конструирования, сборке, механической обработке или измерении. (ГОСТ 21495-76).
Базированием называется придание заготовке или изделию требуемого положения относительно выбранной системы координат.
Базирование позволяет решать задачу обеспечения требуемого взаимного расположения деталей и узлов в машинах, механизмах, приборах и др., что может быть одной из гарантий правильной работы машины, механизма и др. при их эксплуатации. Кроме этой задачи, базирование позволяет обеспечить неподвижность заготовки при её обработке и измерениях на станках.
По своему назначению и области применения базы подразделяются на конструкторские, технологические и измерительные (метрологические), используемые при механической обработке деталей или при их сборке в узлы, механизмы, машины, приборы и др.
Конструкторская база - это база, используемая для определения положения детали или сборочной единицы в изделии.
При конструировании изделий по отношению конструкторской базы (поверхность, линии или точки детали) определяются на чертеже расчетные положения других деталей или сборочных единиц изделия, а также других поверхностей и геометрических элементов данной детали.
Технологическая база – это база, используемая для определения положения заготовки или изделия в процессе изготовления (обработки на станках) или ремонта. При обработки заготовок на станках по отношению технологической базы ориентируют поверхности заготовки, обрабатываемые на данной установке.
Измерительная база - это поверхность, линия или точка (элементы детали, заготовки, изделия) от которых производится отсчёт выполняемых размеров при обработке или измерении заготовок, а так же при проверке взаимного расположения поверхностей деталей или элементов изделия. При использовании в качестве измерительных баз материальных (реальных) элементов изделия, проверку производят обычными прямыми методами измерения. При использовании в качестве измерительных баз неявных элементов изделия (осевые линии, плоскости симметрии, биссектрис углов и других условных или скрытых баз) измерения косвенные, в этом случае неявные базы материализуются с помощью вспомогательных деталей (штырей, пальцев, натянутых струн, отвесов) или построением и расчётами размерных цепей.
При назначении баз стандарты рекомендуют, по возможности, не отступать от основных принципов базирования:
-
Принципа совмещения (единства) баз.
-
Принципа постоянства баз.
Принцип совмещения баз предусматривает в качестве технологических баз принимать элементы детали, которые одновременно являются конструкторскими и измерительными, а также используются в качестве баз при сборке изделий. Если принцип совмещения (единства) баз соблюдается, то обработка (сборка) деталей осуществляется по размерам, проставленным в рабочих чертежах, с использование всего поля допуска на размера, предусмотренного конструктором. Если принцип совмещения баз нарушается, то конструкторские размеры, указанные в рабочих чертежах, подлежат перерасчету. (Построение размерных цепей и их расчёт). Не совмещение баз, как правило, приводит к ужесточению допусков на размеры (точность может возрасти на 2-3 квалитета). В конечном счете, это приведёт к удорожанию процесса обработки (сборки).
Принцип постоянства баз не рекомендует без особой нужды менять технологические базы при обработке заготовок на разных станках (Например: если при обработке заготовки по маршруту: фрезерный станок, сверлильный, шлифовальный, на первом станке использовалась поверхность детали «A» в качестве технологической базы, то принцип постоянства рекомендует, эту поверхность «A» использовать технологической базой и на сверлильном, и на шлифовальном станках).
Не соблюдение принципа постоянства баз может привести к дополнительным погрешностям во взаимном расположении самих технологических баз, от которых производилась обработка (измерения) поверхностей детали.
3.1.3 Методы измерения размеров детали.
Измерения размеров элементов детали может быть выполнено несколькими методами: цепным, координатным, комбинированным.
а) При цепном методе каждое измерение выполняется от вновь назначенной измерительной базы. Например, линейные размеры детали (рисунок 3.1, ступенчатый вал) можно измерить: размер L1 – определяется прямым измерением от торцовой поверхности «а», исходная технологическая база. Погрешность измерения определяется только погрешностью средства измерения. Для измерения размера L5 базой берется торец «б». Для размера L2 - базой берется торец «в». Для размера L3 - базой берется торец «г». Для всех этих размеров погрешность измерения будет определяться, как и для размера L1, погрешностью средства измерения.
Погрешности предыдущего измерения не оказывают влияние на погрешности последующих измерений.
Итоговый размер L4 может быть измерен, как от базы «a», так и от базы «д» – прямым измерением. Однако погрешность этого размера будет определяться суммой погрешностей всех предыдущих измерений плюс погрешностью данного измерения. Размер L4 может быть определен и решением размерной цепи (рисунок 3.2).

Рисунок 3.2 - Размерная цепь L4
б) При координатном методе все размеры измеряются от единой измерительной базы. Размеры, которые не могут быть измерены от назначенной базы, определяются косвенно - составление размерной цепи из ранее измеренных размеров и определяемых, при этом определяемый размер принимается замыкающим, а уже определенные, составляющими.
Например, для линейных размеров ступенчатого вала, если измерительной базой принять торцовую поверхность «a» то, используя координатный метод, прямым измерением могут быть получены, с погрешностью средства измерения, размеры – L1; (L1+L5), (L1+L5+L2) , L4 (рисунок 3.3).
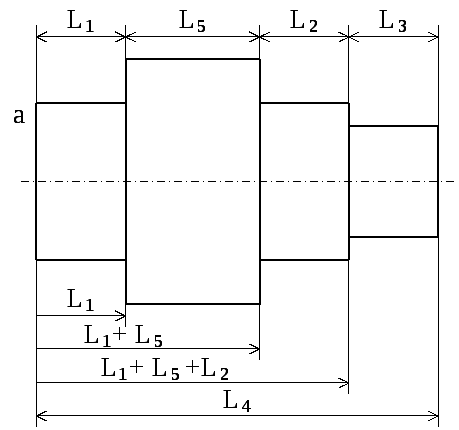
Рисунок 3.3 - Измерение линейных размеров ступенчатого вала
координатным методом от базы «а».
Для определения размера L5 строится размерная цепь «A» (L1 = А1; (L1+ L5) = А2; L5 = АΔ) (рисунок 3.4).
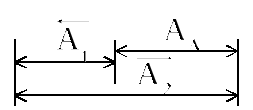
Рисунок 3.4 – Размерная цепь «А»
Для определения размера L2 строится размерная цепь «B» (L2 = BΔ; (L1+ L5) = B1; B2 = (L1+ L5+L2)) (рисунок 3.5).

Рисунок 3.5 - Размерная цепь «В»
Для определения размера L3 строится размерная цепь «C» (L3 = СΔ; (L1+ L5+L2) = С1; L4 = С2) (рисунок 3.6).
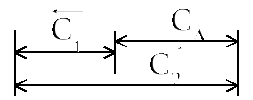
Рисунок 3.6 - Размерная цепь «С»
Как видно из приведённых схем размерных цепей, размеры, определяемые решением данных размерных цепей, замыкающие размеры A∆, B∆ и С∆ будут иметь суммарную погрешность двух измерений: предыдущего измерения (А1, В1, С1) и последующего, связанного с определяемым замыкающим (А2, В2 и С2).
в) При комбинированном методе измерения применяют сочетание ценного и координатного методов. Для особо точных, ответственных размеров - ценной; для остальных размеров - координатный.
Для размерной сборочной единицы (рисунок 3.1) замыкающим звеном является размер l3. Размеры l1 и l2 составляющие, причём l1 - увеличивающее звено, а l2 - уменьшающее. Обозначив звенья размерной цепи буквой (E) строится схема этой цепи.
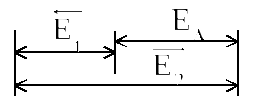
Рисунок 3.7 - Схема размерной цепи «Е»
Примечание: При построениях схем размерных цепей все размеры должны быть выдержаны в заданном (выбранном) масштабе. Правильно построенная размерная цепь обязательно должны быть замкнутой.