

Papka_Vz_dlya_bakalavrov_2014g / Папка Вз. Лекции / лекция №13. Вероятностный метод. Основы
..rtf
Лекция №13
ВЕРОЯТНОСТНЫЙ МЕТОД РЕШЕНИЯ ЗАДАЧ Р.Ц.
(теоретические основы)
В соответствии с положениями теории вероятностей суммирование случайных величин (размеры деталей, получаемые в процессе обработки (изготовления) этих деталей, рассматриваются как случайные величины) производится квадратически, причём сумме этих величин, в свою очередь, так же случайная величина, изменяющаяся по определённому закону распределения случайных величин.
Закон распределения размеров замыкающего звена тем ближе к закону нормального распределения, чем больше составляющих звеньев имеет размерная цепь. На практике применение вероятностного метода расчёта оправданно, если число составляющих звеньев (А) размерной цепи не менее четырех.
(m-1) ≥ 4.
Поле допуска замыкающего звена А∆ (рисунок 3.8) определяется по формуле:
 ,
,
(13-01).
где tΔ – коэффициент риска, выбирается из таблицы 3.2;
λ2 – относительное среднее квадратическое отклонение - коэффициент, характеризующий закон рассеяния размеров или их отклонений.
Таблица 13.1.
|
Риск Р (%) |
32,00 |
10,00 |
4,50 |
1,00 |
0,27 |
0,10 |
0,01 |
|
Коэф.tΔ (±σ) |
1,00 |
1,65 |
2,00 |
2,57 |
3,00 |
3,29 |
3,89 |
Для закона нормального распределения λ2 равно 1/9.
При механической обработке заготовок на настроенных станках распределение полученных размеров подчиняется закону нормального распределения (λ2 = 1/9), при сравнительно легком обеспечении размеров, с допусками по (9-10) квалитетам и грубее. При точности обработки по (7-8) квалитетам распределение соответствует закону Симпсона (λ2 = 1/6), а при точности по (5-6) квалитетам – закону равной вероятности (λ2 = 1/3).
Если принять:
- риск Р = 0,27% (3 детали из 1000 могут иметь размеры, выходящие за пределы их поля допуска);
- коэффициент риска tΔ = 3;
- число составляющих звеньев (m-1) = 4;
- закон нормального распределения λ2 = 1/9,
то
формула (13-01) будет иметь вид
 .
.
(13-02).
Условно приняв TAi = TA1 = TA2 = TA3 = TA4 = TAcp , можно записать
 .
.
(13-03).
Для сравнения, при методе расчётов «max-min»
 .
.
(13-04).
Сравнение (13-03) и (13-04)
показывает, что допуск составляющего
звена при вероятностном методе в два
раза ( )
может быть больше, чем при расчётах
методом «max-min» (
)
может быть больше, чем при расчётах
методом «max-min» ( ).
).
Как следует из теории вероятностей, кривая нормального распределения
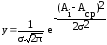 ,
,
(13-05).
Где Ai – конкретный действительный размер;
Аср – среднее арифметическое размеров деталей данной партии;
σ – среднее квадратическое отклонение.
 ,
(13-06).
,
(13-06).
где n – количество деталей в партии (n > 1);
mi – частота (количество деталей данного интервала размеров).
Кривая нормального распределения имеет вид (рисунок 13.1).
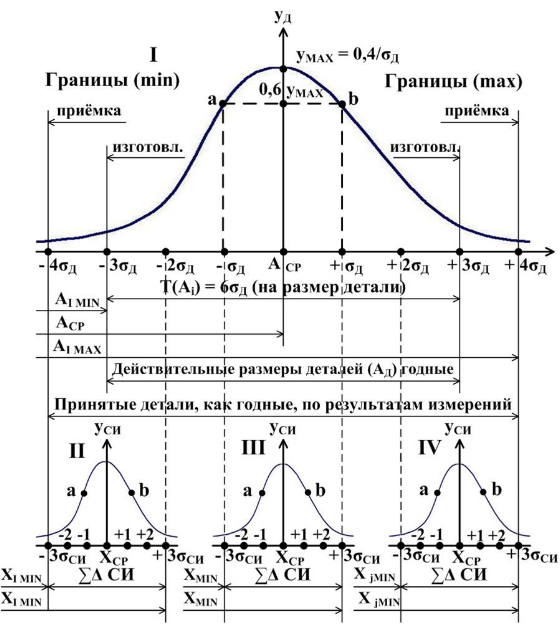
Рисунок 13.1 - Кривая нормального распределения
I – рассеяние размеров деталей в процессе их обработки
(Ai)действит.;
II, III, IV – рассеяние результатов измерений Xi размеров деталей
(Ai)действит. (II - (Ai)д = Aimin; III - (Ai)д = Aiср.; IV - (Ai)д = Ai max);
a, b – точки перегиба кривых распределений

практический ориентир при выборе СИ для конкретных измерений.
На практике поле рассеяния размеров деталей (допуск на размер), принимается равным 6σ, т.е. TAi = 6σ.
Если
суммарная погрешность средства измерения
 ,
то выход размеров Ai
за пределы ±3σ
не
превышает 0,27%. В пределах ±3σ,
годных
Ai
– 99,73%. Выход размеров деталей (Ai)
за границы поля допуска T(Ai)
возможен только в случаях II, когда на
измерения поступают детали с действительными
размерами (Ai)Д
<
(Ai)MIN,
либо в случае IV, когда на измерения
поступают детали с действительными
размерами (Ai)Д
>
(Ai)MAX.
,
то выход размеров Ai
за пределы ±3σ
не
превышает 0,27%. В пределах ±3σ,
годных
Ai
– 99,73%. Выход размеров деталей (Ai)
за границы поля допуска T(Ai)
возможен только в случаях II, когда на
измерения поступают детали с действительными
размерами (Ai)Д
<
(Ai)MIN,
либо в случае IV, когда на измерения
поступают детали с действительными
размерами (Ai)Д
>
(Ai)MAX.
В
остальных случаях (например, случай
III) суммарная погрешность измерения
 обеспечивает измерения Xi
размеров детали Ai,
невыходящими за пределы поля допуска
T(Ai).
обеспечивает измерения Xi
размеров детали Ai,
невыходящими за пределы поля допуска
T(Ai).
Верхнее ES(AΔ) и нижнее EI(AΔ) отклонения замыкающего звена при расчётах вероятностным методом определяют по формулам:
 ,
(13-07).
,
(13-07).
 .
(13-08).
.
(13-08).
В формулах (13-07) и (13-08) Eср(AΔ) – координата середины поля допуска замыкающего звена, которую можно определить по формулам:
 .
(13-09).
.
(13-09).
Учитывая,
что
 ,
можно записать
,
можно записать
 или
или
 .
.
(13-10).
Здесь Т(АΔ) – допуск замыкающего звена, определяемый по формуле (13-01).