

2395
.pdfпятствуют силы трения в местах контакта заготовки с установочными элементами. Следовательно,
P < Q f1 + Q f2 ,
где f1 и f2 - коэффициенты трения между деталью и зажимным и установочным элементами приспособления. Считая коэффициент запаса k > 0, имеем
kP = Q f1 + Q f2 ,
откуда
Q |
kP |
|
|
. |
|
f1 f2 |
||
Эту расчетную схему применяют также в случае установки заготовки на два отверстия и перпендикулярную им плоскость.
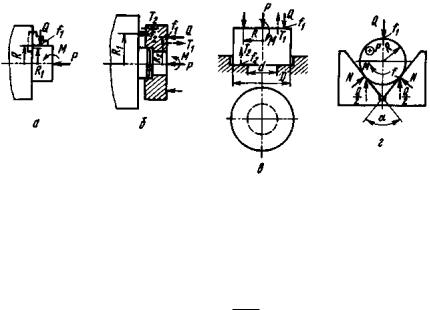
Рис. 15. Принципиальные расчетные схемы для определения сил закрепления
51

4. Сила резания Р1 направлена к опорам (рис. 15, г); кроме того имеется сдвигающая сила Р2 , действующая в горизонтальном направлении.
Для зажимных устройств второго типа имеем
P2 < (Q + P1) f2 + Q f1,
откуда
Q kP2 P1 f2 . f1 f2
Для зажимных устройств первого типа действие силы Р1 приводит к появлению реакций R2 и R1 в опорах и в месте приложения силы закрепления соответственно. По аналогии со случаем, представленным на рис. 15, б, реакции R1 и R2 можно определить по формулам
|
|
|
J |
I |
|
|
|
R Q P |
|
|
|
|
; |
||
|
|
||||||
1 |
1 |
|
|
|
|
|
|
|
|
|
J I J II |
|
|||
|
|
|
J |
II |
|
|
|
R Q P |
|
|
|
. |
|||
|
|
|
|||||
2 |
1 |
|
|
|
|
|
|
|
|
|
J I J II |
|
|||
Силу трения, препятствующую сдвигу заготовки, найдем из равенства
|
|
kP2 = f1 R1 + f2 R2 , |
|
|
|
|
|
|
||||||||
или |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
kP Q f |
|
|
|
P |
J |
II |
f |
2 |
|
J |
I |
f |
1 |
|
|
|
1 |
f |
2 |
|
|
|
|
|
|
|
, |
||||||
|
|
|
|
|
|
|
|
|||||||||
2 |
|
1 |
|
J II |
|
|
|
|
|
|
||||||
|
|
|
|
|
J I |
J I J II |
|
|||||||||
52

откуда
|
kP2 |
|
P1 |
|
J I f1 J II f2 |
|
Q |
J I J II |
|
||||
|
|
|
|
. |
||
|
|
|
|
|||
|
|
|
f1 |
f2 |
||
5. В отличие от предыдущего случая сила Р1 направлена противоположно зажимному устройству (рис. 15, д). Сила закрепления Q должна быть достаточной, чтобы обеспечить контакт заготовки с опорами и предупредить сдвиг заготовки в направлении действия силы P2.
Для зажимных устройств второго типа условие контакта заготовки с опорами имеет вид
Q' = k1 P1.
Силу трения, препятствующую сдвигу заготовки, можно определить из равенства
k2 Р2 = Q" f1 + (Q" – Р1) f2,
откуда
Q" k2 P2 P1 f2 . f1 f2
Из двух сил Q' и Q" выбирают наибольшую.
Для зажимных устройств первого типа соответствующие уравнения имеют вид
Q' k |
|
|
J |
II |
|
|
P |
|
|
|
; |
||
|
|
|||||
|
1 1 |
|
|
|
|
|
|
|
|
J I J II |
|
||
53
|
|
|
|
|
|
J |
I |
|
|
|
|
J |
II |
|
|
|
|
k |
P f |
P |
|
|
|
f |
P |
|
|
|
|
||
|
|
|
|
|
|
||||||||||
|
|
|
2 2 |
1 1 |
|
|
|
|
|
2 1 |
|
|
|
|
|
" |
|
|
|
|
|
J I J II |
|
|
|
J I J II |
. |
||||
Q |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
f1 f |
2 |
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Выбрав из двух сил Q' и Q" наибольшую, находят необходимую силу закрепления.
1.1.10.4. Схемы для расчета сил закрепления заготовки под действием внешнего момента
1. Заготовка, установленная в трехкулачковом патроне, находится под воздействием момента М и осевой силы резания
Р (рис. 16, а).
Рис. 16. Схемы для расчета сил закрепления при обработке тел вращения
Силу закрепления можно определить по формуле
Q 3kMfR ,
где f - коэффициент трения на поверхностях кулачков; R - радиус заготовки.
54

При больших значениях Р могут возникнуть дополнительные силы трения между торцем заготовки и уступами кулачков.
Если Р / 3 > Q f1, где f1 - коэффициент трения при перемещении заготовки вдоль опор, то силу Q рассчитывают из условия
|
P |
|
|
kM 3 fRQ 3 f2 R1 |
|
|
f1Q , |
|
|||
|
3 |
|
|
т. е.
Q |
kM f2 R1P |
, |
||||
3 fR 3 f |
1 |
f |
2 |
R |
||
|
|
|
1 |
|
||
где f2 - коэффициент трения в местах контакта заготовки с уступами кулачков; R1 - средний радиус контакта по уступам.
2.На заготовку, центрированную по внутренней выточке
иприжимаемую к опорам в двух или более местах закрепления (рис. 16, б), в ходе обработки действуют момент резания М
иосевая сила Р.
Для механизмов закрепления второго типа при наличии приспособления с высокой жесткостью зажима в тангенциальном направлении (т.е. касательно к заготовке в месте приложения силы закрепления) имеем
kM = f1 QR2 + f2 QR1 + f2 PR1,
откуда
Q kM f2 PR1 . f1R2 f2 R1
55

Если же жесткость зажимного устройства в тангенциальном направлении мала, то силой трения между заготовкой и прижимами пренебрегают, и уравнения принимают следующий вид:
kM = f2 QR1 + f2 PR1,
Q kM f2 PR1 .
Для механизмов закрепления первого типа при высокой жесткости зажимного механизма в тангенциальном направлении сила Р вызывает изменение реакций опор и зажимного устройства:
|
|
|
J |
I |
|
|
|
|
|
T Q P |
|
|
|
, |
|
||||
|
|
|
|
||||||
1 |
|
|
|
|
|
|
|
|
|
|
|
J I J II |
|
|
|
||||
|
|
|
|
|
J II |
|
|
|
|
T |
II |
Q P |
|
|
|
|
|
. |
|
|
|
|
|
|
|||||
|
|
|
J I J II |
|
|||||
|
|
|
|
|
|||||
Отсюда
kM = f1 T1 R2 + f2 T2 R1,
где Т1 и Т2 - реакции между зажимными устройствами и заготовкой и опорами и заготовкой соответственно.
После преобразований получаем
|
|
|
|
J |
II |
|
|
|
|
J |
I |
|
|
|
kM f |
R P |
|
|
f |
R P |
|
|
|
||||
|
|
|
|
|
|||||||||
|
|
2 1 |
|
|
|
|
|
1 2 |
|
|
|
|
|
Q |
|
|
|
J I J II |
|
|
|
J I J II |
. |
||||
|
|
|
f1R2 f2 R1 |
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
56 |
|
|
|
|
|
|
|
|
|
В случае, если жесткость в тангенциальном направлении мала, предыдущая формула принимает вид
|
|
|
J |
II |
|
|
|
kM f |
R P |
|
|
|
|
|
|
|
||||
|
|
2 1 |
|
|
|
|
Q |
|
|
J I J II |
. |
||
|
f2 R1 |
|
|
|||
|
|
|
|
|
||
3. Заготовка базируется по торцевой поверхности, центрируется по наружному диаметру D и прижимается силой Q (рис. 16, в). При равномерно распределенной нагрузке на опоры возможны четыре варианта расчета.
Для зажимных устройств второго типа с высокой жесткостью в тангенциальном направлении имеем
|
|
|
|
|
|
1 |
|
|
|
|
D3 |
d 3 |
|
|
|||||
|
kM |
|
|
f |
2 |
P |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
2 |
|
2 |
|
||||||||||||
|
|
|
|
|
|
3 |
|
|
|
D |
d |
|
|
||||||
Q |
|
|
|
|
|
|
|
|
|
|
|
|
|
. |
|||||
|
|
|
|
D3 |
d |
3 |
|
|
|
|
|
||||||||
1 |
|
|
|
|
|
|
|
||||||||||||
|
|
|
f |
2 |
|
|
|
|
|
|
|
|
|
f |
|
R |
|
||
|
|
|
|
|
2 |
|
|
2 |
|
|
|||||||||
3 |
|
|
D |
d |
|
1 |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Если же жесткость зажимного устройства в тангенциальном направлении мала, то Qf1R ≈ 0, или T1 ≈ 0 и
|
|
|
|
1 |
|
|
|
|
|
|
D3 |
d 3 |
|
|
||||
|
kM |
|
|
|
f |
2 |
P |
|
|
|
|
|
|
|
||||
|
|
|
|
|
2 |
|
|
2 |
|
|||||||||
|
|
|
|
3 |
|
|
|
|
D |
d |
|
|
||||||
Q |
|
|
|
|
|
|
|
|
|
|
|
|
. |
|||||
1 |
|
|
|
|
|
D3 |
d |
3 |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
f |
2 |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
2 |
|
|
2 |
|
|
|
||||||
|
3 |
|
|
|
D |
d |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
Для зажимных устройств первого типа при большой или низкой жесткости в тангенциальном направлении можно получить соответствующие уравнения.
4. Цилиндрическая заготовка установлена в призму с углом α и закреплена силой Q (рис. 16, г).
57
Не принимая во внимание трение на торце заготовки, для случая, когда М ≠ 0 и осевая сила Р = 0, имеем
kM f1RQ f2 RQ |
1 |
|
|
|
|
, |
||||||||
|
|
|
|
|
|
|||||||||
sin |
/ 2 |
|||||||||||||
|
|
|
|
|
|
|
|
|||||||
откуда |
|
|
|
|
|
|
|
|
|
|
|
|||
Q |
|
|
|
kM |
|
|
|
|
. |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
||||
f1R f |
2 R |
|
1 |
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
||||||
sin / 2 |
|
|||||||||||||
|
|
|
|
|
|
|
||||||||
В случае, если Р ≠ О, М = 0, формула принимает вид |
||||||||||||||
Q |
|
|
kP |
|
|
, |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
||||
f1' |
f2' |
|
|
1 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
||||||
|
sin / 2 |
|
|
|
|
|
||||||||
где f1' и f 2' - коэффициенты трения в продольном направлении. Из двух значений Q выбирают наибольшее.
1.2.Вспомогательный инструмент для металлорежущих систем
Вспомогательный инструмент служит для закрепления, трансформации перемещения и настройки обрабатывающего инструмента. Включает также узлы сборного инструмента и монтажный инструмент для закрепления и регулирования при настройке.
Режущий инструмент закрепляется на стандартных оправках, непосредственно на концах шпинделей станков или с использованием специального вспомогательного инструмента.
58
Вспомогательный инструмент закрепляется, как правило, на станках с ЧПУ.
1.2.1. Крепление инструментов на оправках
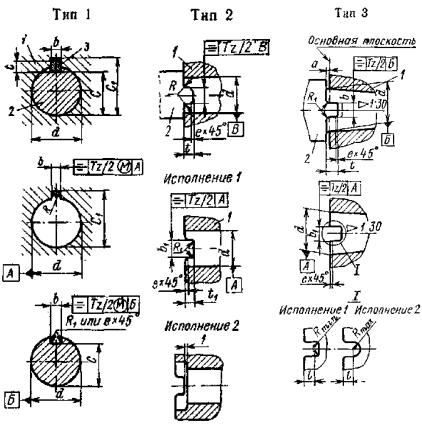
Металлорежущий инструмент (фрезы, развертки, зенкеры и т. д.) закрепляется на оправках несколькими способами. ГОСТ 9472—83 устанавливает три типа крепления инструмента на оправках (рис. 17):
на цилиндрической оправке и осевой шпонке (тип 1); на цилиндрической оправке и торцовой шпонке (тип 2); на конической оправке и торцовой шпонке (тип 3).
1.2.2. Концы шпинделей и оправок
Концы шпинделей всех типов универсальных, сверлильных, расточных и фрезерных станков, в том числе с ЧПУ, с коническими посадочными поверхностями (кроме шпинделей с цанговым креплением инструмента) изготовляются в восьми исполнениях по ГОСТ 24644—81*.
Исполнения 1—3 — с конусами Морзе и метрическими конусами; исполнение 4 — с внутренним и наружным конусами с конусностью 7 : 24; исполнения 5—8 — с конусностью
7 : 24.
Концы шпинделей для сверлильных станков также изготовляются с наружным укороченным конусом Морзе B10, B12, В18 по ГОСТ 9953—82.
Концы оправок с конусами Морзе и метрическими для сверлильных и расточных станков изготовляются в трех исполнениях, для фрезерных станков — в одном исполнении. Основные размеры концов оправок конусностью 7:24 для сверлильных, расточных и фрезерных станков приведены в справочных таблицах.
Режущие и вспомогательные инструменты характеризуются общими конструктивными элементами в виде наружных
59
ивнутренних конусов, центровых отверстий, квадратов, лысок
идр. Все эти элементы стандартизованы.
1 |
— инструмент; |
1 — инструмент; |
1 |
— инструмент; |
|
2 — оправка |
2 |
— оправка |
|||
2 |
— оправка; |
||||
|
|
|
|||
3 |
— шпонки |
|
|
|
|
|
|
|
|
|
Рис. 17. Типы крепления инструмента на оправках
60