

428
.pdfНаиболее широко применяются НТСП на основе сплава NbTi и интерметаллического соединения Nb3Sn.
Основными центрами пиннинга в сплавах NbTi являются мелкодисперсные частицы α-Ti, выделяющиеся из β-твердого раствора по границам деформационных микрополос в местах скопления дислокаций. Такая структура может быть получена после очень большой степени деформации сначала в горячем, а затем в холодном состоянии.
Более высокими критическими параметрами обладают сверхпроводники на основе интерметаллического соединения Nb3Sn. Соединение Nb3Sn чрезвычайно хрупкое, поэтому для изготовления длинномерных сверхпроводников применяется метод селективной твердофазной диффузии – «бронзовая технология». Идея метода заключается в совместном многократном деформировании сборки заданной структуры, состоящей из коаксиальных волокон ниобия и оловянистой бронзы для получения длинномерных композиционных заготовок с заданной структурой распределения по сечению ниобиевых волокон диаметром 5–130 мкм в проводнике диаметром 0,1–1,0 мм с общим числом порядка ~101÷104 . По окончании деформационной обработки в результа-
|
те |
диффузионного отжига при |
|||
|
температуре 700–750 °С образует- |
||||
|
ся соединение Nb3Sn (рис. 1) с раз- |
||||
|
мером зерен менее 100 нм. |
|
|||
|
|
В проводниках на основе ин- |
|||
|
терметаллида Nb3Sn содержание |
||||
|
сверхпроводящей фазы определя- |
||||
|
ется |
конструкцией |
проводника, |
||
|
диаметром волокон и, ограничен- |
||||
|
но, содержанием олова в бронзе и |
||||
|
соотношением |
олова |
и |
ниобия |
|
Рис. 1. Поперечное сечение волокна |
в композите. |
Допустимое |
содер- |
||
жание олова в бронзе ограничива- |
|||||
сверхпроводника после диффузионного |
ется пределом его растворимости |
||||
отжига |
в меди в твердом состоянии – 13– |
||||
|
|||||
14 мас. %. Такие бронзы имеют низкую пластичность и после деформации на 45–50 % требуется отжиг заготовки при 500–550 °С.
Для получения высоких значений критических характеристик проводники для СМС на основе сверхпроводников 2-го рода изготав-
101
ливаются в виде комбинированных композитов, имеющих высокую однородность свойств по длине (1–30 км).
В настоящее время в РФ в рамках проекта ITER (международный термоядерный исследовательский реактор) разворачивается масштабное производство НТСП для СМС. В перспективе производимые НТСП планируется применять в электротехнике, приборостроении, медицине.
При производстве проводников на основе НТСП наиболее длительным и ответственным является волочильный передел, связанный с многократным холодным пластическим деформированием композиционной заготовки с диаметра 60–70 мм на диаметр 0,1–1,0 мм. На этом этапе изготовления необходимо обеспечить безобрывность процесса и получение заданной плотности микродефектов, чтобы обеспечить образование центров пиннинга в случае сверхпроводников на основе сплава NbTi или исключить разрушение заготовки на промежуточных стадиях деформирования при производстве сверхпроводников по «бронзовой технологии».
Для решения указанной задачи необходимо проектировать технологический процесс с учетом накопления поврежденности (дефектности) структуры сверхпроводниковой композиционной заготовки на каждом этапе пластического деформирования.
Для проектирования технологии многоэтапного пластического деформирования длинномерных композиционных НТСП предлагается методика расчёта напряженно-деформированного состояния заготовки НТСП в очаге пластической деформации.
Различные конструкции сверхпроводников на основе сплавов NbTi и соединения Nb3Sn представлены на рис. 2.
Сечение проводника для СМС представляет собой сложный геометрический объект и может быть представлено как трансверсальноизотропный двухили трехслойный композит (биили триметалл), наружный слой которого состоит из медной токостабилизирующей оболочки, а промежуточный слой или сердечник являются композитом, состоящим из волокон NbTi или ниобия, размещенных в медной или бронзовой матрице, эффективные механические характеристики которого определяются механическими характеристиками металла волокон и металла матрицы и их процентным отношением в сечении проводника (см. рис. 2).
102
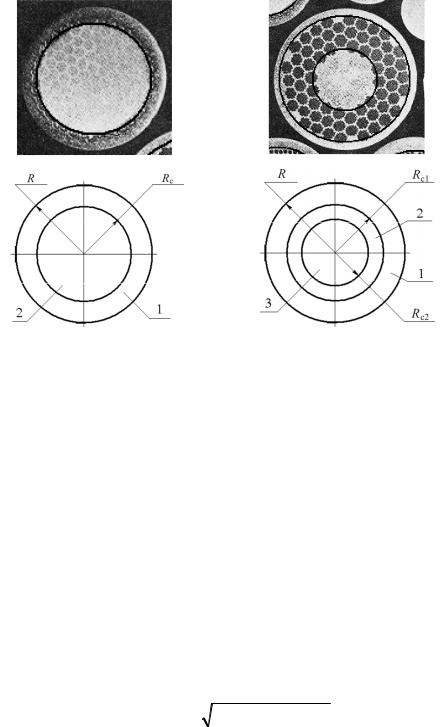
Рис. 2. Схематизация конструкций сверхпроводников в виде би- и триметалла: 1 – оболочка; 2 – промежуточный слой; 3 – сердечник; R – радиус проводника; Rc1 – наружный радиус промежуточного слоя; Rc2 – радиус сердечника
Определим деформированное состояние заготовки, принимая, что процесс деформирования монометаллических и композиционных заготовок подчиняется общим закономерностям, а материал заготовки жестко-пластический.
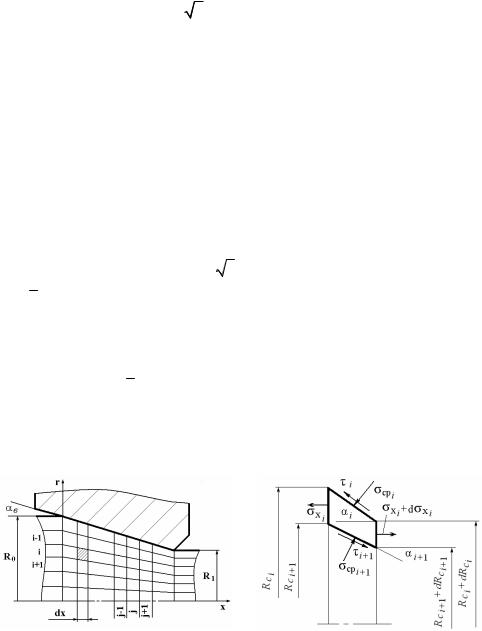
Определим кинематически возможное поле скоростей в очаге деформации (рис. 3). Угол наклона линий тока θ определится следующим образом:
tg θ = |
dr |
= |
|
r tg α tg ϕ tg (α +ρ) |
, |
(1) |
|
dx′ |
r |
tg α tg (α +ρ) − tg α tg ϕ+ tg (α +ρ) tg ϕ |
|||||
|
|
|
|
||||
где r0 / R0 = r / R = r ; |
r – относительный радиус линии тока; r и r0 – |
||||||
текущий и начальный радиус линии тока; R = R0 + x tg α и R0 – текущий и начальный радиус заготовки в канале волоки; ρ = arctg ( fn ) –
угол трения; tg ϕ = r sin (α +ρ) / 1−r 2 sin2 (α+ρ) ; α – угол наклона образующей канала волоки.
103

Рис. 3. Кинематически возможное поле скоростей при волочении заготовки
Определим компоненты тензора скоростей деформаций
ξx , ξr , ξϕ .
Из рис. 3 определим Vr = −Vx tg θ. Подставляя полученные выражения в уравнение неразрывности для осесимметричного течения и учитывая граничное условие Vx x=0 =Vx 0 , получим
|
|
ξr = ξϕ ; ξх +ξr +ξϕ |
= |
∂Vx −2 |
Vx |
|
tg θ = 0 ; |
||||||||||||||||
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
∂ x |
|
|
r |
|
|
|
|
|
|
|
|
|
|
|
|
V |
x |
=V |
x0 |
(R / R)2 ; |
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
R2 |
|
|
|
|
|
= ξϕ = − |
V |
|
R2 |
tg θ′; |
|||||||
|
|
ξx = 2Vх0 R3 tg θ′; ξr |
|
|
R3 |
||||||||||||||||||
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
х0 |
0 |
|
|
|
||
|
|
|
1 |
|
∂Vx |
|
∂Vr |
|
|
|
2Vх0 R02 |
|
r tg |
2 |
′ |
||||||||
|
|
ηrx = |
|
|
|
|
|
+ |
|
|
|
= − |
|
|
|
|
|
|
θ , |
||||
|
|
2 |
|
∂r |
∂ x |
R3 |
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
′ |
tg θ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
где tg θ = |
|
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
r |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
104
Определим интенсивность скоростей деформации сдвига и степень деформации частиц вдоль линии тока:
H = |
2 |
|
(ξx −ξr )2 +(ξr −ξϕ)2 +(ξϕ −ξx )2 +3 / 2ηrx2 |
; |
||
|
3 |
|
|
|
|
|
|
ε = |
1 |
T |
H dt = 4 +(4 / 3) tg2 θ ln (R / R), |
(2) |
|
|
3 |
∫ |
||||
|
|
|
0 |
|
||
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
где dt = dx /Vx ; T – время движения частицы металла вдоль линии тока. На границах очага деформации S0 и S1 , являющихся поверхно-
стями разрыва скорости, частицы металла получают приращение степени деформации
|
∆ε = (1/ |
3) |
|
∆VII |
|
/V , |
|
(3) |
|
|
|
|
|||||
где V – составляющая скорости, перпендикулярная поверхности раз- |
||||||||
рыва; ∆VII |
– разность составляющих скорости, параллельных поверх- |
|||||||
ности разрыва. |
|
|
|
|
|
|
|
|
Из |
рис. 3 следует: |
справа |
|
от |
поверхности S0 – |
|||
VII′′ =V tg (ϕ−θ) =V0 cos ϕ tg (ϕ−θ) , |
|
слева |
– |
V =V0 cos ϕ; |
||||
VII′ =V0 sin ϕ . Подставляя полученные соотношения в формулу (3), получим
∆ε = |
tg ϕ− tg (ϕ−θ) |
= |
1+ tg2 ϕ |
tg θ. |
|
3 |
3 (1+ tg ϕtg θ) |
||||
|
|
|
На границе S1 приращение степени деформации определяется
аналогично. Суммарная степень деформации частицы вдоль линии тока определится следующим образом:
|
|
|
2 (1+ tg |
2 |
ϕ) |
|
|
|
R0 |
|
|
εΣ = 2∆ε+ε = |
|
tg θ+ 4 |
+ 4 tg2 θ ln |
. |
|||||||
3 (1+ tg ϕ tg θ) |
|
||||||||||
|
|
|
|
3 |
|
R1 |
|||||
На |
практике процесс |
волочения осуществляется |
при |
α ≤10o , |
|||||||
fn ≤ 0,1 |
и |
R0 / R1 ≤1,3, |
поэтому |
можно |
принять |
tg θ ≈ r tg α ; |
|||||
1+ tg2 ϕ |
≈1; 4 + |
4 tg2 θ ≈ 2 , |
|
|
|
|
|
|
|||
1+ tg ϕ tg θ |
|
|
|
|
|
|
|||||
|
3 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
105 |
откуда
|
2 |
|
R0 |
|
|
|
εΣ = |
r tg αв + 2ln |
. |
(4) |
|||
3 |
R1 |
|||||
|
|
|
|
Полученное соотношение верно для очага деформации с плоскими границами [1]. Условие плоских границ будем использовать при определении напряженного состояния заготовки в очаге деформации
(рис. 4).
При анализе процесса волочения слоистых композиционных заготовок используем усредненные по толщине каждого слоя, ограниченного волокнами с координатами ri = ri R и ri+1 = ri+1R , значения сте-
пени деформации:
|
|
|
ri+1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2π ∫ εΣr dr |
|
4 |
|
1 |
− |
|
|
i3 |
|
|
|
|
R0 |
|
|
|
|||
ε |
|
= |
ri |
|
= |
r |
R |
tg α |
|
+ 2ln |
, |
(5) |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Σcp |
|
π(r 2 |
−r 2 ) |
|
3 3 |
i+1 1 |
− |
R |
2 |
|
в |
|
R |
|
|
||||||
|
|
|
i+1 |
i |
|
|
|
|
|
|
|
i |
|
|
|
|
1 |
|
|
|
||
где Ri = ri / ri+1 .
Для определения напряженного состояния примем следующие допущения:
1. Отношение толщины слоев элементов композиционной заготовки постоянно, Ri = Ri / R = const , где R i , R – наружный радиус i-го
слоя и заготовки в очаге деформации.
2. Напряжения распределены равномерно по сечению каждого слоя и являются главными (подход Закса).
Рис. 4. Схема очага деформации |
Рис. 5. Схема напряженного состояния |
|
элемента слоя заготовки |
106

3. Из равенства ξr = ξϕ |
следует равенство σr = σϕ . |
|
Так как α ≤10o , то принимаем на поверхностях контакта слоев |
||
σr ≈ σn |
и используем |
упрощенное условие пластичности |
σxi +σn i |
= σsi , где σхi и σn i |
– продольные и нормальные напряжения |
в i-м слое заготовки; σsi – сопротивление деформированию металла i-го слоя заготовки.
4.Касательные напряжения на поверхности контакта заготовки
иволоки определяются законом Кулона–Амонтона: τтр = fn σn1 .
5.На границах слоев касательные напряжения определяются [2] следующим образом
τi = fn σn1 Ri ,
где σn1 – нормальные напряжения на контакте заготовки и инструмента.
6. Для исключения разрыва компонент тензора напряжений примем, что на границе слоев существует тонкий промежуточный слой, в пределах которого нормальные напряжения изменяются по линейному закону, а непосредственно на границах слоя нормальные напряжения определяются выражениями
σcp i = σni−12+σni ; σcp i+1 = σni +2σ
где σni−1 , σni , σni+1 – нормальные напряжения в соседних слоях.
Выделим элемент произвольного слоя заготовки в очаге деформации (рис. 5) (на рис. 4 элемент заштрихован).
Дифференциальное уравнение равновесия выделенного элемента слоя с учетом принятых допущений имеет вид
|
|
|
dσxi −σ |
|
|
tg α |
+σ |
|
tg α 1 |
|
|
|
−σ |
|
|
|
tg α 1 |
|
|
+ |
|
|
|||||||||||||||
|
|
|
dx |
|
xi |
R |
|
|
xi−1 R |
1− |
|
2 |
|
|
|
xi+1 |
R |
1− |
|
2 |
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
R |
|
|
R |
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
c |
|
|
|
|
|
|
|
|
|
c |
|
|
|
|
(6) |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
2 f |
|
|
|
|
|
tg α |
|
|
|
|
|
η |
|
|
−η |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
+σ |
|
|
n |
−σ |
|
|
η |
|
− |
2a + |
i−1 |
i+1 |
= 0, |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
x1 R |
|
s1 |
|
|
|
i |
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
R |
|
1− R 2 |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ci |
|
||||
где |
|
ci = |
|
i+1 / |
|
i ; |
a = fn / tg α; |
ηi = σs i |
/ σs1 |
– коэффициент неодно- |
|||||||||||||||||||||||||||
R |
R |
R |
|||||||||||||||||||||||||||||||||||
родности пластических свойств; σs1 , σsi |
|
– сопротивление деформации |
|||||||||||||||||||||||||||||||||||
металла наружного и i-го слоя соответственно.
После перехода к безразмерным параметрам уравнение (6) принимает вид
107
|
|
|
(dσi / dx) +σi |
a1i +σ1 a2i +σi−1 a3i +σi+1 a4i |
+ a5i |
= 0 , |
(7) |
||||||||||||||||||||||||||||||||||||
|
R |
||||||||||||||||||||||||||||||||||||||||||
где |
|
|
|
σi = σxi / σs i ; |
|
|
|
x = x / L ; |
|
|
|
|
|
|
= R / R0 = (1− x tg α) / R0 ; |
||||||||||||||||||||||||||||
|
|
|
R |
||||||||||||||||||||||||||||||||||||||||
L = (R0 − R1) / tg α; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ηi−1 |
|
|
|
|
|
|
|
|
|
|
|
ηi+1 |
|
|
|
|
|
|
|
||||||||
a |
|
= − |
|
|
; a |
= 2a |
|
/ η |
; a |
|
= |
A |
; a |
|
|
= |
A |
; |
|||||||||||||||||||||||||
|
A |
A |
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
1i |
|
|
|
|
|
|
|
|
|
2i |
|
|
|
i |
|
|
|
3i |
|
ηi |
1− |
R |
ci2 |
|
|
4i |
|
ηi 1− |
R |
ci2 |
|
||||||||||||
a |
|
|
= |
|
1 |
− 2 a + |
|
ηi−1 −ηi+1 |
|
; |
|
=1− х |
|
; |
|
=1− R / R . |
|
||||||||||||||||||||||||||
|
|
A |
|
R |
А |
A |
|
||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
5i |
|
|
|
|
|
ηi |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
0 |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
ηi (1− Rci2 ) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Для n-слойной композиционной заготовки ( i =1, n ) после подстановки соответствующих параметров можно получить систему неоднородных дифференциальных уравнений первого порядка с переменными коэффициентами, решение которой позволяет определить продольные напряжения в каждом слое. Нормальные напряжения определяются из условий пластичности (10) для соответствующего слоя, а касательные напряжения на границах слоев – из уравнения (12).
Использование уравнения (7) позволило получить расчетные соотношения для определения напряжений в слоях наиболее распространенных типов слоистых композиционных заготовок – би- и триметаллов.
Биметаллические заготовки
|
|
|
|
|
|
|
σ1 = σ1 / σS1 = ησ2 + ∆σ ; |
|
|
|
|
|
|
|
|
(8) |
||||||||||||
σ |
|
= σ |
|
/ σ |
|
= C +(σ |
|
|
−C −C |
|
) |
|
2а +C |
|
|
|
2(B−1) |
; |
|
|||||||||
2 |
2 |
S 2 |
q2 |
2 |
R |
2 |
R |
|
||||||||||||||||||||
|
|
|
|
1 |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
2(B−1) |
|
|
|
|
|
|
|
|
|
|
|
|
|
2(B−1) |
|
||
|
|
|
|
|
|
|
|
|
|
+(σq1 |
−ησq2 )R |
; |
||||||||||||||||
∆σ = (1−η)[B / (B −1)] 1− R |
|
|
|
|
||||||||||||||||||||||||
С1 = (1/ aη)[1+ 2а+η−2 (1−η) (1+ 2а)B / (B −1)]; |
|
|||||||||||||||||||||||||||
|
|
|
|
|
(1+ 2 а) (1−η) В |
−(σ |
q1 |
−ησ |
|
)(B |
−1) |
|
|
|
||||||||||||||
|
|
C2 = |
|
|
|
|
|
|
|
|
|
|
|
|
|
q2 |
|
|
|
|
, |
|
|
|||||
|
|
|
|
|
2η(1+ a − B)(B −1) |
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
где σq1 = σq1 / σs1 ; |
|
σq2 = σq 2 / σs 2 ; |
σq1 |
и σq 2 |
|
– напряжения противо- |
||||||||||||||||||||||
натяжения оболочки и сердечника соответственно.
Триметаллические заготовки
Для триметаллических заготовок продольные напряжения определяются из решения системы дифференциальных уравнений:
для наружной оболочки
108

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
dσ1 / dx + a11 σ1 + a21 σ2 + a31 = 0 , |
(9.1) |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
где |
|
|
|
|
= R / R0 =1− |
|
|
x ; |
|
|
|
|
|
|
=1− R1 / R0 ; |
|
|
x = x / L |
|
( 0 ≤ х ≤1); |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
R |
A |
|
|
|
A |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
а11 = −С1 |
|
|
|
; а21 = −η1 В1 |
|
; а31 = −С2 |
|
|
; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||
A |
A |
A |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||
для промежуточной оболочки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
dσ2 / dx + а12 σ2 + а22 σ1 + а32 σ3 + а42 = 0 , |
(9.2) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
где а12 = − |
|
; |
|
|
а22 = − |
|
C3 / η1 ; а32 = − |
|
В2 η2 / η1 ; |
а42 = − |
|
|
C4 / η1 ; |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
A |
A |
A |
A |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
для сердечника |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
dσ3 / dx + а13 σ3 +а23 σ1 + а33 σ3 + а43 = 0 , |
(9.3) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
где |
а13 = − |
|
|
; |
|
|
|
а23 = 2a |
|
/ η2 ; |
|
|
а33 = |
|
η1 / η2 ; |
|
|
а43 = − |
|
|
C5 / η2 ; |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
A |
A |
|
|
A |
|
A |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
C1 = 2 − A1 ; |
|
|
|
|
|
|
C2 = A1 −η1 B1 ; |
|
|
C4 = η1 −η2 B2 −C3 ; |
|
|
C5 = 2 a +η1 +η2 ; |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1+(1+ 2a)(1− |
|
2 ) |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
|
|||||||||||||
η = σ |
s 2 |
/ σ |
s1 |
; |
|
|
|
|
|
|
η |
|
= σ |
s 3 |
/ σ |
s1 |
; |
|
|
|
a = f |
n |
/ tg α |
в |
; |
|
A = |
|
|
|
|
|
|
|
|
|
|
|
|
1 |
; |
||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
1− |
R |
2 |
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|||||||
|
|
|
|
|
1+ 2а(1− |
|
|
2 ) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
R |
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
|
|
|
|
|
|
|
|
|
|
|
|
R |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
С |
|
= − |
|
|
|
|
|
|
|
|
|
|
|
3 |
|
; |
|
|
|
|
|
B |
|
= |
1 |
|
|
; |
|
|
|
|
|
B |
|
= |
|
3 |
|
|
|
; |
R = R |
/ R ; |
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||
|
|
3 |
|
|
|
|
1− |
R |
2 |
|
|
|
|
|
|
|
|
1 |
|
|
1− |
R |
2 |
|
|
|
|
|
|
|
|
2 |
|
1− |
R |
2 |
|
|
|
1 c1 |
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
2 = Rc 2 / R ; |
|
|
|
|
|
3 = Rc 2 / Rс1 ; |
|
Rc1 и |
|
Rc2 |
|
– наружный и внутренний ра- |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
R |
|
|
|
R |
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
диусы промежуточной оболочки; L – длина очага деформации. Полученная математическая модель расчета продольных напря-
жений в слоях би- и триметаллической композиционной заготовки
включает основные параметры: σS1 , αв , fn , λ, R1 , R2 , η1 , η2 , σq и позволяет оценить влияние каждого из них на процесс волочения композиционной заготовки, имеющей конкретную конструкцию.
Библиографический список
1.Колмогоров Г.Л. Гидродинамическая подача смазки при обработке металлов давлением. – М.: Металлургия, 1986. – 168 с.
2.Маковский В.А., Ейльман Л.С. Биметаллические прутки. – М.: Металлургия, 1981. – 190 с.
Получено 10.11.2010
109

СВЕДЕНИЯ ОБ АВТОРАХ
Анищук Денис Сергеевич
OAO «Чепецкий механический завод» (г. Глазов) Начальник производства СПМ 427600, г. Глазов, ул. Белова, д. 6
Е-mail: post@chmz.net
Балабанов Денис Сергеевич
Пермский государственный технический университет Аспирант кафедры динамики и прочности машин 614014, г. Пермь, ул. Профессора Поздеева, 13, корпус Г, к. 206
Е-mail: denis.balabanov@gmail.com
Бояршинов Михаил Геннадиевич
Пермский государственный технический университет Д-р техн. наук, профессор кафедры динамики и прочности машин
614014, г. Пермь, ул. Профессора Поздеева, 13, корпус Г, к. 206
Е-mail: michaelgb@mail.ru
Голотина Людмила Александровна
Институт механики сплошных сред УрО РАН, г. Пермь Канд. техн. наук, старший научный сотрудник 614013, г. Пермь, ул. Акад. Королёва, 1
Е-mail: golotina@icmm.ru
Есенеев Андрей Владимирович
OAO «Чепецкий механический завод» (г. Глазов) Начальник производства СПМ 427600, г. Глазов, ул. Белова, д. 6
Е-mail: post@chmz.net
Каменских Анна Александровна
Пермский государственный технический университет Инженер кафедры вычислительной математики и механики 614014, г. Пермь, ул. Профессора Поздеева, 13, корпус Г, к. 108.
Е-mail: vmm@cpl.pstu.ac.ru
110