

Управление отходами. Сбор транспортирование прессование сортировка
.pdfтельным является вариант использования мусороперегрузочного пресса, позволяющего значительно уменьшить объем перегружаемых отходов, как следствие, сократить затраты на транспортировку отходов и более эффективно использовать парк мусоровозной техники.
3.4.3. Двухуровневые МПС
Как правило, МПС большой мощности устраиваются по принципу двухуровневых станций. Они могут быть устроены как под открытым небом, так и под навесами или в зданиях.
Технология обращения с отходами зависит от выбранной схемы. При этом возможны два варианта исполнения:
–прямая выгрузка отходов в большие контейнеры без подпрессовки;
–выгрузка отходов в транспортные мусоровозы или пресс-контейнеры
споследующим прессованием.
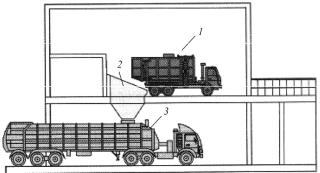
В поселениях с небольшой плотностью застройки при количестве отходов до 50–100 т/сут МПС обычно устраиваются в виде эстакады (иногда под навесом) (рис. 55).
Рис. 55. Пример двухуровневой МПС (Белоярский район, ХМАО-Югра)
Собирающий мусоровоз заезжает по пандусу на эстакаду и разгружается в приемное отверстие, под которым устанавливается контейнер транспортного мусоровоза (съемный или стационарный). Уплотнение отходов при этом, как правило, не производится. Емкость контейнера транспортного мусоровоза обычно равна 25–40 м3. Заполненные контейнеры вывозятся транспортными мусоровозами, оборудованными системой мультилифт, без уплотнения. МПС такой конструкции характеризуются небольшими капитальными и эксплуата-
111
ционными затратами, требуют небольшой площади для своего размещения. Применяемая технология из-за отсутствия прессования ТБО не ухудшает их качество для последующего обращения (например, сортировки с отбором утильных фракций), но незначительно снижает транспортные издержки – при малой плотности вывозимых транспортным мусоровозом отходов их масса при объеме кузова 25–40 м3 составляет всего 6–10 т.
Для устройства станций с прямой загрузкой капитальные затраты значительно ниже, чем при организации станций других типов. Из-за малого числа перегрузок отходы не теряют ресурсного потенциала, затраты на эксплуатацию станций минимальны. Недостатками являются: потребность в большем числе рейсов, чем при перевозке прессованных отходов; необходимость наличия двухуровневых конструкций; невозможность прямой загрузки при пиковых поступлениях мусоровозов.
Стационарные МПС большой производительности (свыше 100 т/сут) существенно различаются по типу и конфигурации, архитектурно-планиро- вочным решениям, применяемому технологическому оборудованию для уплотнения и прессования отходов и проектируются в каждом конкретном случае с учетом местных технико-экономических и экологических условий.
Как свидетельствует практика зарубежных стран, в крупных городах, и особенно в городских агломерациях, при удалении объектов инфраструктуры по дальнейшему обращению с отходами после их сбора на большие расстояния обычно применяют двухуровневые МПС с уплотнителями в кузовах транспортных мусоровозов, когда собирающий мусоровоз разгружается в приемный бункер, выпускная воронка которого совмещается с загрузочным люком большегрузного транспортного мусоровоза.
Пример двухуровневой МПС с уплотнением ТБО в кузове транспортного мусоровоза представлен на рис. 56.
Рис. 56. Двухуровневая МПС с уплотнением ТБО в кузове транспортного мусоровоза [2]: 1 – собирающий мусоровоз; 2 – приемный бункер; 3 – транспортный мусоровоз
112
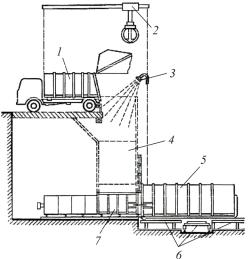
Другим вариантом прессования ТБО является использование стационарных уплотнителей. В качестве примера можно привести двухуровневую МПС, оборудованную стационарным уплотнителем ТБО. Схема такой МПС представлена на рис. 57.
Рис. 57. Схема мусороперегрузочной станции с прессованием ТБО стационарным уплотнителем [2]: 1 – собирающий мусоровоз; 2 – грейфер; 3 – разбрызгиватель воды; 4 – бункер-накопитель; 5 – сменный кузов-контейнер; 6 – устройство для перемещения кузова-контейнера; 7 – стационарный уплотнитель
Собирающие мусоровозы 1 по пандусу поднимаются на верхний уровень МПС (разница отметок между уровнями составляет 5–7 м) и выгружают отходы в бункер-накопитель 4. Возможна доставка ТБО в бункер-накопитель и грейфером 2. Для исключения пыления и развеивания легких фракций предусмотрена возможность орошения выгружаемых отходов 3. Для исключения зависания отходов, их слеживаемости и самоуплотнения в приемном бункере, а также для дробления и сминания крупногабаритных отходов имеется воро- шитель-разрыхлитель. Из приемного бункера-накопителя разрыхленные ТБО поступают в загрузочное отверстие стационарного пресс-уплотнителя 7, из пресс-камеры которого они подаются в уплотненном виде в сменные кузоваконтейнеры 5. С помощью специального устройства – подвижных тележек 6 – заполненные кузова-контейнеры подаются к транспортному мусоровозу, а сменные пустые кузова устанавливаются к прессу под загрузку. Обычно один пресс-уплотнитель обслуживает несколько сменных контейнеров. Заполненный уплотненными ТБО кузов-контейнер затаскивается на раму шасси транспортным мусоровозом, оборудованным системой мультилифт и устанавливается в транспортное положение.
113
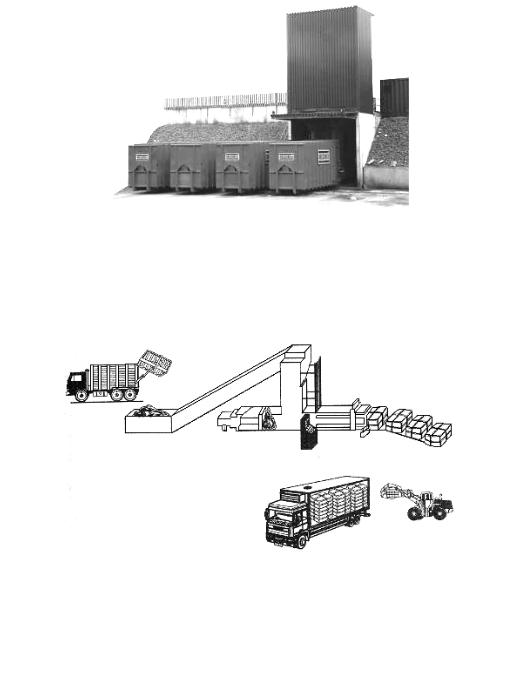
В зависимости от производительности МПС может устанавливаться один пресс-уплотнитель и несколько сменных контейнеров (рис. 58).
Рис. 58. Пример МПС производства Ecopress
При больших потоках ТБО и значительном удалении объектов по дальнейшему обращению с отходами в последнее десятилетие получило распространение использование стационарных прессов для тюкования ТБО [17]. Схема такой МПС представлена на рис. 59.
Рис. 59. Принципиальная схема мусороперегрузочной станции с запрессовкой ТБО в тюки
Использование стационарных прессов с получением из ТБО тюков с гарантированной плотностью более 1000 кг/м3 (в обычных мусоровозах и прессконтейнерах плотность ТБО после уплотнения обычно составляет всего 400– 500 кг/м3) существенно сокращает транспортные расходы, позволяет использовать для перевозки тюкованных отходов не только транспортные мусоровозы, но и другую менее дорогую и более производительную транспортную
114
технику, значительно сокращает затраты на обращение с ТБО на полигонах захоронения в результате исключения операций по их разравниванию и уплотнению.
Две МПС по этой технологии эксплуатируются в г. Москве. Технологическое оборудование изготовлено фирмой «Имабе Иберика» (Испания). Мощность по приему отходов – 300 тыс. т/год. На таких МПС ТБО прессуют в тюки размерами 1300×1200×1200 мм, массой 1200–1600 кг при плотности больше 1. Тюки грузятся погрузчиками в автопоезда различных типов.
Станции большой мощности отличаются наличием зоны для временного накопления отходов (для аккумуляции отходов в часы пик, в случае поломки и при плановом ремонте оборудования).
Мусоровозы, доставляющие отходы на станцию, проходят участок контроля, где машина взвешивается, подвергается радиационному и визуальному контролю. Далее отходы направляются на площадку разгрузки.
Использование площадок для разгрузки позволяет организовать эффективное накопление отходов. Непрессованные отходы низкой плотности могут дополнительно уплотняться бульдозером, что обеспечивает повышение пропускной способности станции. В ряде случаев при установке дополнительного оборудования зона разгрузки может быть использована для сортировки отходов. Недостатки этой системы: потребность в большем числе рейсов мусоровозов, чем при перевозке прессованных отходов; требуется наличие двухуровневых конструкций; необходимы значительные площади, что увеличивает капитальные затраты на строительство.
При загрузке отходов через уплотняющее устройство (компактор) с последующим вывозом контейнера с уплотненными отходами на объект переработки возможно использование более компактных мусоровозов и выполнение меньшего числа рейсов, нет необходимости устройства двух уровней. Недостатком является то обстоятельство, что при поломке компактора нет возможности иной загрузки отходов, существует ограничение по нагрузке на дороги при вывозе уплотненных отходов. Эксплуатационные и капитальные затраты при устройстве станций с прессованием значительно выше. При этом затраты на приобретение техники для вывоза прессованных отходов также выше. При такой схеме станция перегрузки неспособна эффективно работать при пиковых нагрузках.
Недостатки работы при пиковых нагрузках могут быть снижены путем устройства площадок накопления.
Таким образом, устройство мусоросортировочных станций позволяет рационально организовать вывоз отходов на значительные расстояния, минимизировать затраты и создавать эффективные логистические системы доставки отходов на переработку или захоронение.
115
4.ПРЕССОВАНИЕ ТБО
Всвязи с увеличением объема образования твердых бытовых отходов (ТБО) на душу населения и с возрастающей удаленностью полигонов захоронения ТБО от жилых и производственных зон решающее значение в настоящее время приобретает экономия площадей для уничтожения и перевалки мусора, а также экономное использование транспорта. Главной задачей становится сокращение объема ТБО [72].
Вмировой практике для этих целей широко применяется прессование ТБО, позволяющее снизить их объем в 6–10 раз, а также значительно удешевить и упростить их сбор, вывоз и дальнейшее обезвреживание [73]. По сравнению с этим методом захоронение ТБО без предварительного прессования имеет ряд существенных недостатков.
При перевозке ТБО специальными мусоровозами не достигается высокая
степень уплотнения отходов. Средняя плотность ТБО без предварительного уплотнения составляет 200–220 кг/м3, а после уплотнения с использованием мусоровозов она достигает 400–500 кг/м3. Благодаря прессованию можно получать кипы ТБО с гарантированной плотностью более 1000 кг/м3 [72].
При использовании мусоровозов не происходит выделения отжимной влаги из ТБО. При выгрузке на полигоне такие отходы будут разбухать, и их уплотнение с помощью мусоровоза оказывается напрасным. Кипы уплотненных ТБО, полученные в результате прессования, не набухают и не разваливаются.
Вывоз на полигоны ТБО в неуплотненном состоянии разрешен только специальной техникой – мусоровозами, для перевозки отходов нельзя использовать обычные транспортные средства. Уплотненные ТБО можно перевозить обычным транспортом.
Существующая организация работ на полигонах при захоронении ТБО предполагает осуществление обязательных мероприятий: разравнивания, уплотнения, пересыпки инертным грунтом. Исключение этих операций при захоронении на полигонах предварительно спрессованных отходов приведет не только к экономии средств, так как утрачивается потребность в дорогостоящей технике, но и к экономии природных ресурсов за счет сокращения на 70– 75 % объемов грунта для пересыпки отходов.
Один из наиболее существенных недостатков метода захоронения отходов на полигонах – негативное влияние отходов на окружающую среду. При разложении отходов происходит загрязнение подземных вод веществами, выщелачиваемыми из ТБО, выделение неприятного запаха, развеивание легких фракций отходов ветром, самопроизвольное их возгорание, бесконтрольное образование метана и, естественно, последствия перечисленных проблем.
116
При складировании отходов на полигонах часто возникают аварийные ситуации из-за образования провалов и неравномерности процесса оседания свалочного тела, что приводит к разрыву трубопроводов, провалам техники и др.
Кроме того, этот метод связан со значительными эксплуатационными расходами: при высоте тела полигона 10 м на 1 м2 рабочей площади требуется 1,25 м3 изолирующего грунта, что оценивается примерно в 12,5 тыс. руб.; расходы по укладке и уплотнению ТБО – в 64 тыс. руб. на 1 м2 [74].
В связи с указанными недостатками традиционного метода захоронения отходов на полигонах появляется необходимость его усовершенствования, тем более что в настоящее время возникают серьезные проблемы, связанные с дальнейшей эксплуатацией полигонов и отводом для них новых земельных участков. Решить эти проблемы можно повышением срока службы полигонов путем увеличения не менее чем в два раза нагрузки на 1 м2 рабочей площади.
Вряде зарубежных стран (Испания, Исландия, Германия, Швеция, США
идр.) наряду с обычным методом захоронения ТБО на полигонах широкое распространение получил более современный метод – захоронение с предварительным прессованием ТБО [74] в кипы с высокой плотностью. Этот метод не меняет коренным образом суть традиционного метода захоронения ТБО, но позволяет устранить большинство его недостатков.
Основные преимущества системы прессования ТБО связаны с простотой
иудешевлением процессов обработки кип, их транспортировки и последующей укладки на полигоне, а также с увеличением срока жизни полигона [74].
4.1. Теоретическое описание процесса прессования ТБО
Цель прессования отходов – уменьшение их объема за счет уплотнения. Соответствие процесса прессования техническим требованиям процесса уменьшения объема твердых отходов обусловлено специфической природой и состоянием поступающих материалов. Независимо от того, являются ТБО сухими или влажными, они представляют собой большей частью двухфазные системы – твердые частицы и пустоты. Пространство, заполненное воздухом, как правило, во много раз больше пространства, занятого твердыми частицами. Таким образом, только за счет удаления этих пустот может быть достигнуто значительное уменьшение объема. Удаление пустот при уплотнении зависит от приложенного давления: чем оно больше, тем меньше остается пустот. Давление прикладывается до тех пор, пока твердые частицы не спрессуются вместе настолько плотно, что сформируют твердый брикет. Эта способность отдельных частиц, составляющих смеси твердых отходов, держаться
117
вместе даже после того, как давление снято (и без добавления связующих компонентов), обеспечивает требуемое устойчивое уменьшение объема, т.е. образование стабильных прочных и компактных брикетов [75].
Твердые бытовые отходы, представляющие собой смесь различных фракций, можно считать насыпным материалом, уплотнить который можно с помощью сжатия, укатывания, трамбования, виброуплотнения или сочетания перечисленных методов.
Все отходы можно разделить на две части в зависимости от способности подвергаться деформации сжатия:
–деформируемая часть (составляющая примерно 35 % по весу), в которую входят такие материалы, как пищевые отходы, картон, бумага и др.;
–недеформируемая часть (составляющая до 65 % по весу), в которую входят стекло, металл и др.
В общем случае ТБО можно рассматривать как сыпучую деформируемую смесь твердых частиц различной формы и размеров. Промежутки между частицами и поры самих частиц заполнены водой и воздухом.
Для решения задачи распределения напряжений в среде ТБО при их уплотнении в камере прессового устройства принят ряд допущений [2, 5, 6]:
–ТБО рассматриваются как сплошная деформируемая среда, плотность которой во всем объеме одинакова;
–при сжатии в толще материала могут возникать напряжения сжатия
икасательные напряжения среза;
–в процессе сжатия плотность материала непрерывно возрастает;
–начальные напряжения в материале равны нулю (при отсутствии внешних нагрузок);
–усилия при статическом сжатии не зависят от скорости деформации;
–нормальные напряжения в каждой точке сечения, перпендикулярного оси камеры, одинаковы;
–в камере прессования на материал действуют объемные силы (сила тяжести, сила инерции) и граничная сила (сила давления).
Сделанные допущения позволяют считать производную давления (dP) по
плотности (dγ) функцией приложенного давления
dP = f (P) |
(4) |
dγ |
|
и полагать, что функция f (P) имеет линейный вид: |
|
dP = a P +b. |
(5) |
dγ |
|
118
Проинтегрировав уравнение (5) в пределах от 0 до Р и от γ до γ0, получим зависимость в виде
P = |
b |
e |
a(γ−γ0 ) |
|
(6) |
|
|
−1 . |
|||
|
|
|
|
|
|
|
a |
|
|
|
|
Или, приравняв отношение ba к С, получим
P =C |
|
e |
a(γ−γ0 ) |
|
(7) |
|
|
−1 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
при Р = С(е – 1), γ = γ0 + 1a .
Следовательно, 1a представляет собой приращение начальной плотности
исходного материала при давлении С(е – 1). Это позволяет получить основные закономерности уплотнения среды, подобной ТБО.
Предположим, что процесс уплотнения происходит в закрытой камере длиной Z и площадью поперечного сечения U, весь объем камеры заполнен порцией материала весом P. Тогда начальная плотность материала
γ |
|
= |
Q |
. |
(8) |
0 |
|
||||
|
|
ZU |
|
||
|
|
|
|
||
При поступательном движении плунжера материал сжимается, плотность его непрерывно увеличивается на величину абсолютной деформации материала (S) и вычисляется следующим образом:
γ = |
|
|
Q |
. |
(9) |
|||
U (Z −S) |
||||||||
|
|
|
||||||
Подставив (8) и (9) в (7), после преобразований получим |
|
|||||||
|
|
aγ |
|
S |
|
|
|
|
P =C |
e |
|
0 Z −S −1 . |
(10) |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Это уравнение связывает величину удельного давления с абсолютной деформацией S материала, которая равна величине перемещения рабочего органа уплотняющего устройства.
Относительная деформация сжатия ε определяется как отношение абсолютной деформации S к исходной длине камеры (образца):
ε = |
S |
. |
(11) |
|
|||
|
Z |
|
|
|
|
|
119 |
Подставив выражение S через ε в (10), получим
|
aγ |
|
ε |
|
|
P =C e |
|
01−ε −1 . |
(12) |
||
|
|
|
|
|
|
|
|
|
|
|
|
Анализ уравнения показывает, что чем выше начальная плотность материала, тем большее давление необходимо приложить к материалу для получения той же деформации, а с уменьшением γ0 уменьшается и необходимое удельное давление [91].
4.1.1. Распределение давления вдоль оси деформации при уплотнении в закрытой камере
При действии давления в уплотняемом материале возникают усилия, деформирующие массу параллельно оси камеры. Под действием усилий материал сжимается в направлении движения рабочего органа и стремится расшириться перпендикулярно этому направлению. Стенки камеры препятствуют этому расширению, вследствие чего возникает боковое давление.
Зависимость бокового давления от осевого можно считать прямой, так как при повышении плотности материала он по своим свойствам все более приближается к упругому твердому телу. Зависимость бокового давления q от осевого Р можно выразить следующим образом:
q = µP. |
(13) |
Коэффициент бокового давления µ при нагрузке есть отношение бокового давления к осевому. Доведя осевое давление до некоторого значения Р, снимем его полностью. Величина бокового давления при этом не упадет до нуля, а сохранит некоторое значение q0. Тогда осевое давление можно выразить следующим образом:
q = q0 + µ1P, |
(14) |
где µ1 – коэффициент бокового давления при разгрузке; q0 – остаточное боковое давление на стенки камеры.
Остаточное боковое давление q0 обусловлено упругим расширением спрессованного материала. В момент остановки рабочего органа, когда увеличение деформации прекращается, q0 не зависит от осевого давления.
В момент остановки рабочего органа правые части уравнения (13) и (14) равны между собой:
µР = q0 + µ1P, |
(15) |
||
отсюда следует: |
|
|
|
µ = µ1 + |
q0 |
. |
(16) |
|
|||
|
P |
|
|
120 |
|
|
|